

2. Зернистость
Данный показатель в выборе наждачной бумаги является наиболее важным, так как от него зависит эффективность работы в целом. На разных этапах очистки используется шкурка с различными показателями зернистости. Выбрать подходящую, особенно, если вы знаете, какая именно наждачка вам нужна, большого труда не составит, так как эти показатели всегда указываются на обратной стороне наждачной бумаги. Обычно диапазон зернистости составляет от 12 до 15 000 грит, хотя в некоторых случаях можно найти и гораздо больше. Данное число являет собой ничто иное, как количество проволок на квадратный дюйм сита, через которого был просеян абразив. В более простом понимании оно соответствует числу частиц последнего на тот же квадратный дюйм, только находящихся на основе наждачной бумаги.

Итак, те цифры, что идут после литеры P или слова Grit на обратной стороне шкурки, являются показателями её зернистости. С этим разобрались. Однако, для тех, кто не совсем в курсе, как это влияет на процесс очистки, стоит рассказать об этом чуть более подробно. Например, если вам необходимо зачистить ту или иную поверхность для того, чтобы выровнять её, то для этих дел подойдёт любая наждачка с зернистостью до 80 грит. Она обеспечивает достаточно грубую шлифовку, и в основном используется именно на ровных поверхностях. Далее, для устранения небольших царапин и углублений на втором этапе обработки рекомендуется использовать более мягкую шкурку, от 100 и до 200 с небольшим грит. Правда, верхний показатель будет зависеть уже от материала.
Для более тонкой обработки, например, подготовки древесины к грунтовке и последующему окрашиванию, используется наждачка ещё более мелкая, свыше 280 грит. Она позволит избавиться от следов пыли, что в свою очередь может качественно отразиться на поверхности после покраски. Остальная наждачная бумага, что свыше 350 грит, является супертонкой и может использоваться в самых различных целях, где требуется достижение идеальной поверхности. Она уже не обдирает и не шлифует, она уже используется для полировки.
Из этого следует одна простая истина – чем выше показатели зернистости наждачной бумаги, тем более гладкой будет обрабатываемая поверхность. Однако, есть здесь и обратная сторона медали, так как более мелкая шкурка гораздо быстрее стачивается, снимая гораздо меньший слой при обработке материала. И в случае с последним при этом не стоит забывать и про его твёрдость. Чтобы процесс обработки протекал эффективно, нужно подбирать наждачную бумагу в соответствии с этими нюансами.
Что написано на изнанке

Изнаночная сторона наждачной бумаги
Вся информация о зернистости, основе и прочих данных, входящих в маркировку изделия, нанесена на её заднюю сторону.
На изнанке покупатель получит информацию об основе, её типе, технологии изготовления. Здесь же размещена информация о типе абразивного материала.
К примеру, значимые обозначения характеристик:
- «Л» – означает, что бумага листовая, рулонная никак не обозначается;
- «Л1», «Л2», «М» – что бумага водостойкая;
- «П» – что боится влаги, впитывает её как губка и разрушается;
- «1» – шлифовка мягких поверхностей;
- «2» – шлифовка твёрдых поверхностей.
Существуют и другие обозначение, предназначенные для специалистов.
Формы выпуска и виды
Привычная нам форма выпуска — в рулонах или листах. Листовая может быть на основе картона, а может быть на плотной бумаге. Чаще всего она более жесткая, чем рулонная. Рулонную чаще применяют на ленточных шлифовальных машинах, да и при ручном использовании тоже. Кроме того, есть следующие виды абразивных материалов:
- Абразивные круги. Используются для установки на насадки для специальных машин. Это могут быть шлифовальные машинки, насадки на дрель, УШМ. Есть разного типа:
- Обычные круги разного диаметра и разной зернистости.
- С липучкой, приклеенной с тыльной стороны.
Лепестковые — это когда на основу наклеены полоски наждачной бумаги. Могут быть разной зернистости. Применяются для черновой обработки металлов (обычно), для снятия краски (в том числе и с бетона).
Абразивная шлифовальная бумага выпускается в виде листов, рулонов, лент, кругов. Есть и другие формы — для насадок на инструменты
- Ленты для ленточных шлифовальных машин. Они имеют определенную длину и ширину — под наиболее распространенные типоразмеры.
- Сетка. Тонкая проволока, переплетенная в виде полотна. Абразивные частицы приклеиваются на проволоку. Такой материал удобен для шлифовки штукатурки, так как большая часть образующейся пыли просыпается сквозь ячейки сетки и абразив не забивается. Именно такой материал применяют для выравнивания гипсовой штукатурки под покраску.
Есть еще шлифовальные губки. Это абразив, который нанесен на вспененный полиуретан. Этот тип абразива применяют для доведения до гладкости поверхностей с пазами, резьбой, углублениями. Абразивные частицы могут наноситься на одну, две или четыре стороны губки. Могут быть одного размера или разного. Но обычно, это мелкое зерно, просто разной степени «мелкости». Губки более удобны, так как принимают любую форму, кроме того их можно промыть от пыли и высушить. Количество промывок не ограничено. От мытья они не страдают, можно применять пока зерно не осыпалось. А это зависит от качества.
Это интересно: Выбираем чугунную ванную с учетом размера санузла
Советы по использованию наждачной бумаги
Старайтесь не допускать прямого контакта с водой. Так продукт может утратить свои свойства, и достигнуть нужного эффекта будет трудно.
Сетка легко поддается очистке из-за крупных ячеек. Во время работы периодически стряхивайте пыль или постукивайте об соседний предмет или ладонь.
С помощью эластичной шлифовки или губки легко проникнуть во вмятины или глубокие отверстия.
Не стоит забывать о наличии в кладовой наждачной бумаги. Она может пригодиться в любой момент, как в доме, так и в автомобиле.
Во время работы защищайте кожу рук: надевайте одноразовые ли защитные перчатки, чтобы не повредить пальцы. Помните, материал имеет свойство нагреваться при длительном трении!
Форма выпуска наждачки
Абразивная шкурка используется не только для ручной, но и для машинной шлифовки, поэтому она выпускается в самых разнообразных формах.
- Листовая. Обычно продается в виде листов размером 280×230. Некоторые торговые марки предлагают комплекты разной зернистости, состоящие из 4–6 листов. Этот вид наждачной бумаги применяется в вибрационных шлифмашинах, чья подошва обычно имеет длину 280 мм, а ширину — 93 или 115 мм.
- Рулонная. Чаще всего наждачная бумага продается в рулонах длиной 5 м и шириной 93 или 115 мм, что соответствует ширине ручной державки или подошвы вибрационной шлифмашины. Кроме того, в магазинах можно встретить рулоны шлифовальной шкурки длиной несколько десятков метров и шириной до метра. Такой материал предназначен для раскроя на рулоны меньшей ширины или отдельные листы.
- Дисковая и треугольная. Такие формы шлифлистов применяют в орбитальных и дельта-шлифмашинах и выпускаются в двух видах: для крепления на клипсах и самоклеящиеся («липучки»). Как правило, у обеих форм на поверхности расположено 6–8 отверстий для отвода пыли от обрабатываемой поверхности (см. на фото ниже — на переднем плане).
- Ленточная. В стационарных и ручных ленточных шлифмашинах применяют шлифшкурку в виде непрерывной ленты, вращающейся между несколькими роликами. В зависимости от вида оборудования ее длина может составлять от десятков сантиметров до нескольких метров.
- Цилиндрическая. Такая форма используется в барабанных машинах и для шлифования с помощью цилиндрической оснастки.
Кроме того, наждачная бумага является составной частью лепестковых щеток. В этом случае она используется в виде множества узких ламелей шлифшкурки, закрепленных одним концом по всей окружности центральной втулки (см. на фото выше — слева на заднем плане).
Помимо зернистости на обратной стороне наждачной бумаги очень много полезной информации, расшифровав которую можно понять для чего и как должна использоваться наждачка. Давайте разберемся с этими письменами.
Наждачная бумага — это абразивный материал, в виде зерна или порошка, нанесенный на бумагу или ткань. На обратной стороне есть символы, расшифровывая которые, можно понять как и для чего используется наждачная бумага. Давайте будем разбираться.
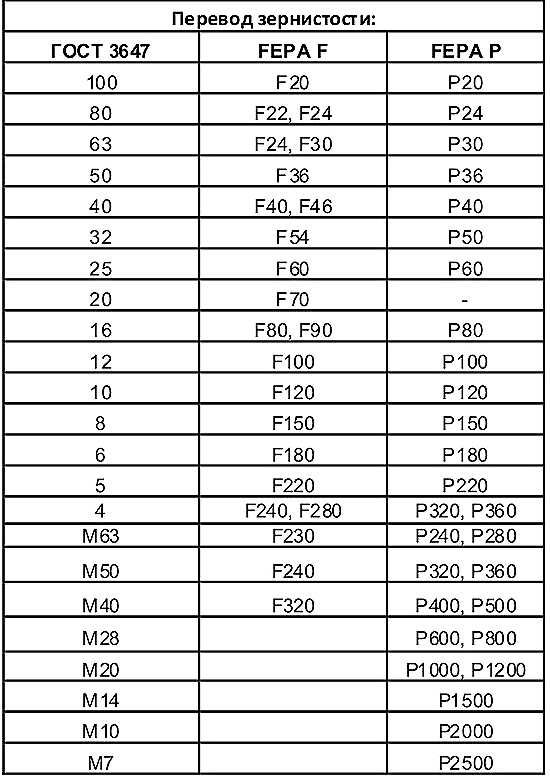
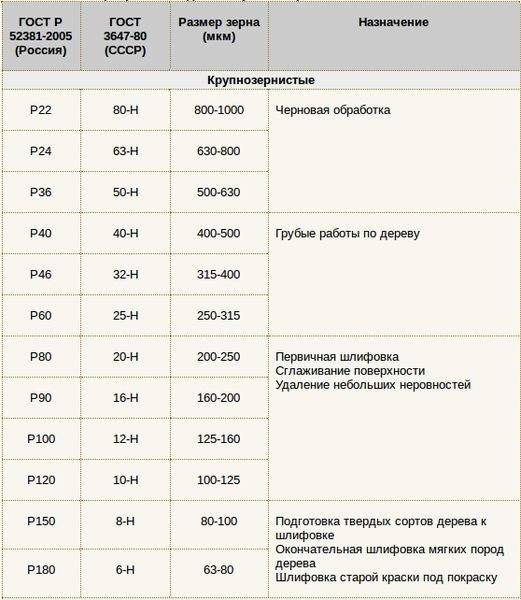
Существуют разные стандарты маркировки наждачной бумаги, в этой статье мы обсудим только два, это Российский ГОСТ от 2005 года, соответствующий стандартам FEPA и ISO 6344, и советский гост от 80-х годов, по этому стандарту маркируется наждачная бумага некоторых бывших стран СССР. В новом госте зернистость обозначается буквой «Р» и чем меньше цифра, тем больше зернистость, то есть P12 это самое крупное зерно, а P4000 самое мелкое. В старом госте используется буква «Н» — если размер зерна измеряется десятыми микрон, или же буква «М» если размер зерна в микронах. В это случае чем меньше цифра тем меньше зернистость.
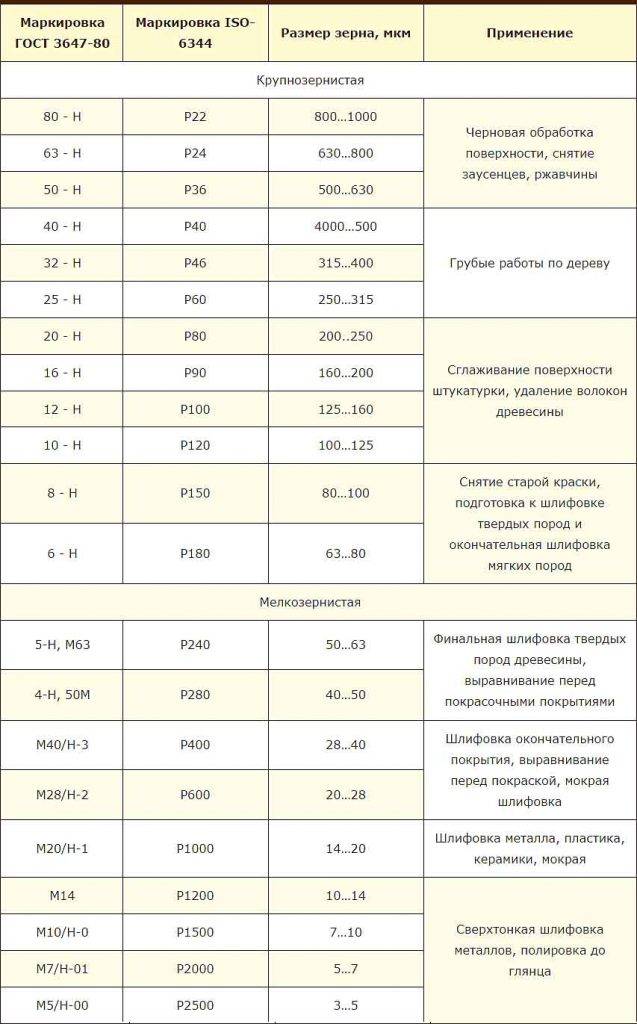
Давайте разберемся какая зернистость для какой работы используется, и как соответствуют старые и новые ГОСТ’ы, скобках будет указан старый ГОСТ.
Крупнозернистая наждачная бумага
- P22, P24, P36 (80-H, 63-H, 50-H) — для очень грубой, черновой обработки
- P40, P46, P60 (40-H, 32-H, 25-H) — грубая обработка дерева
- P80, P90, P100, P120 (20-H, 16-H, 12-H, 10-H) — начинаем шлифовать, сглаживая поверхности и неровности
- P150, P180 (8-H, 6-H) — подготовка к окончательной шлифовке твердых пород дерева, окончательная шлифовка мягких пород дерева, а так же може снимать этим зерном старую краску.
Мелкозернистая наждачная бумага
- P240, P280 (5-H, 4-H или M63, M50) — окончательная шлифовка твердых пород дерева
- P400, P600 (3-Н, 2-H или М40, М28) — полировка финальных покрытий, мокрая шлифовка
- P1000 (1-H, M20) — опять же мокрая шлифовка, или же шлифовка металла, пластика, керамики почти в зеркало, с небольшой матовостью
- P1200, P1500, P2000, P2500 (0-H, 01-H, 00-H или М14, М10, М7, М5) выводим материал в зеркало, удаляем матовость (глянец) или пятна
И так с зернистостью мы разобрались, что там осталось:
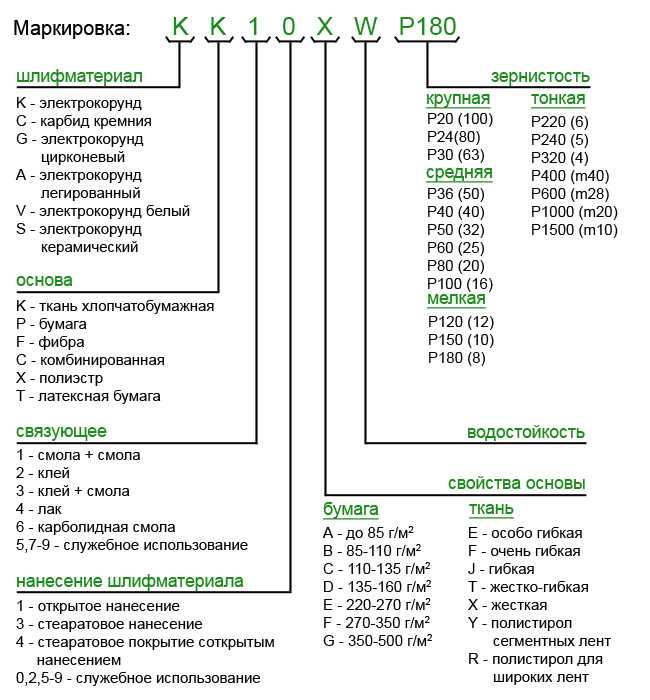
Ну, что же давайте по очереди.
1) шлифматериал
- K — электрокорунд. Этот абразив применяется чаще всего. Используется для дерева, стали (закаленной и незакаленной), ковкого чугуна
- C — карбид кремния. Для чистовой обработки металла, дерева, мрамора, гранита, чугуна, алюминия, бронзы, пластмассы…
- G — электрокорунд циркониевый.
- A — электрокорунд легированный.
- V — электрокорунд белый. Для обработки жаропрочных сталей.
- S — электрокорунд керамический.
2) основа
- K — Х/Б ткань
- P — бумага
- F — фибра
- C — комбинированная
- X — полиэстер
- T — латексная бумага
Конечно же меньше всего выдержит наждачка на бумажной основе. Наждачная бумага на Х/Б или полиэстеровой основе обычно пропитываются полиэфирной смолой для придания прочности и водостойкости.






3) связующее
4) нанесение шлифматериала
- 1 — открытое нанесение
- 2- антистатическое покрытие
- 3 — стеаратовое покрытие
- 4 — стеаратовое покрытие + открытое нанесение
5) свойства основы
Если бумага, то буквами A-G будет указана плотность (от 70 до 300 г/кв.м ), если же ткань, то
- Е — особо гибкая
- F — очень гибкая
- J — гибкая
- Т — жёстко-гибкая
- X — жёсткая
- Y — очень жёсткая
6) водостойкость
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.
Обычно нас интересует только размер зерна или зернистость наждачной бумаги
Стандарты России
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
Такой способ маркировки применяют в некоторых странах постсоветского пространства
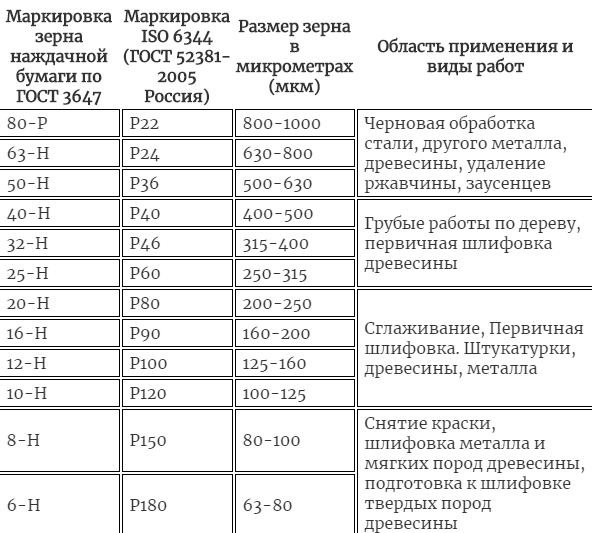
По старому стандарту прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить. Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 630 микрометров (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 800 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
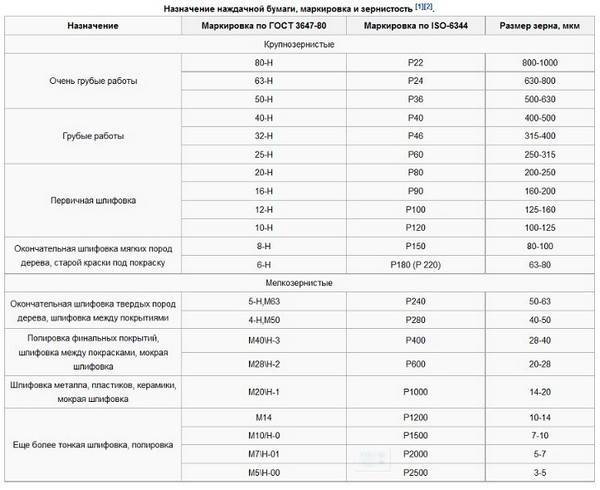
| Маркировка зерна наждачной бумаги по ГОСТ 3647 | Маркировка ISO 6344 (ГОСТ 52381-2005 Россия) | Размер зерна в микрометрах (мкм) | Область применения и виды работ |
| 80-Р | Р22 | 800-1000 | Черновая обработка стали, другого металла, древесины, удаление ржавчины, заусенцев |
| 63-Н | Р24 | 630-800 | |
| 50-Н | Р36 | 500-630 | |
| 40-Н | Р40 | 400-500 | Грубые работы по дереву, первичная шлифовка древесины |
| 32-Н | Р46 | 315-400 | |
| 25-Н | Р60 | 250-315 | |
| 20-Н | Р80 | 200-250 | Сглаживание, Первичная шлифовка. Штукатурки, древесины, металла |
| 16-Н | Р90 | 160-200 | |
| 12-Н | Р100 | 125-160 | |
| 10-Н | Р120 | 100-125 | |
| 8-Н | Р150 | 80-100 | Снятие краски, шлифовка металла и мягких пород древесины, подготовка к шлифовке твердых пород древесины |
| 6-Н | Р180 | 63-80 |
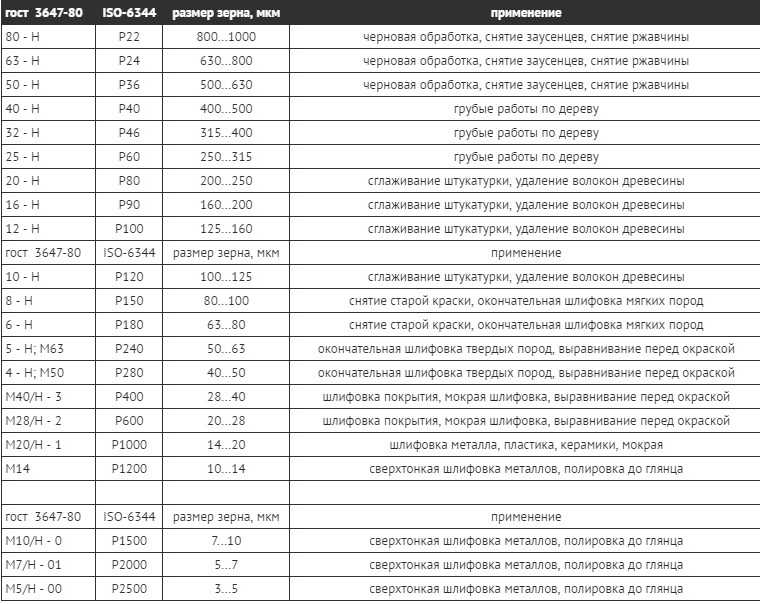
- При маркировке мелкозернистой шлифовальной шкурки размер зерен указывается в микрометрах, а после цифры ставят букву «М» (без дефиса). Пример: 14М. Это значит, что максимальная зернистость наждачной бумаги 14 микрометров, но есть и более мелкое зерно размером до 10 мкм.
- По новому стандарту (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Получается тут чем меньше число, тем крупнее зерно. Перед цифрой ставят букву «Р».
| Маркировка наждачной бумаги по ГОСТ 3647-80 | Маркировка наждачной бумаги ISO 4344 (ГОСТ 52381-2005 Россия) | Размер зерна шлифовальной шкурки в микрометрах (мкм) | Для каких работ использовать |
| 5-Н или М 63 | Р240 | 50-63 | Выравнивание перед покраской и начало шлифовки твердых пород |
| 4-Н или М 50 | Р280 | 40-50 | |
| Н-3 или М 40 | Р400 | 28-40 | Окончательное выравнивание под покраску, шлифовка древесины |
| Н-3 или М28 | Р600 | 20-28 | |
| Н-1 или М20 | Р1000 | 14-20 | Шлифовка металла, пластика, керамики, мокрая доводка до гладкости древесины |
| М14 | Р1200 | 10-14 | |
| Н-0 или М10 | Р1500 | 7-10 | Сверхтонкая полировка металла, доводка до глянца пластика, древесины |
| Н-01 или М7 | Р2000 | 5-7 | |
| Н-00 или М5 | Р2500 | 3-5 |
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
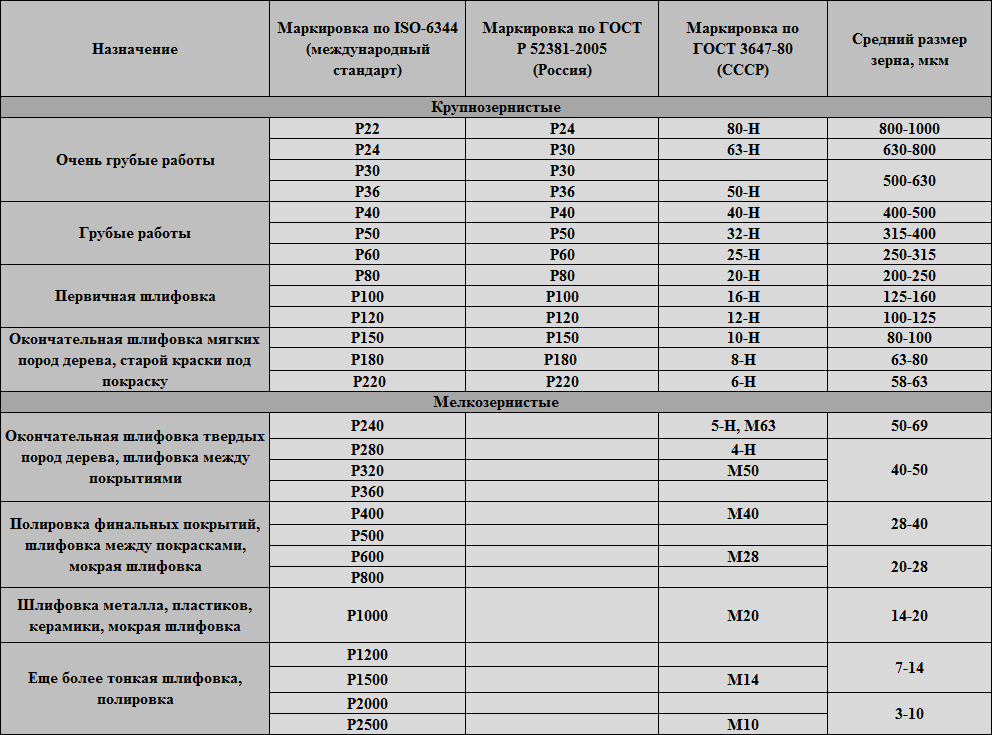
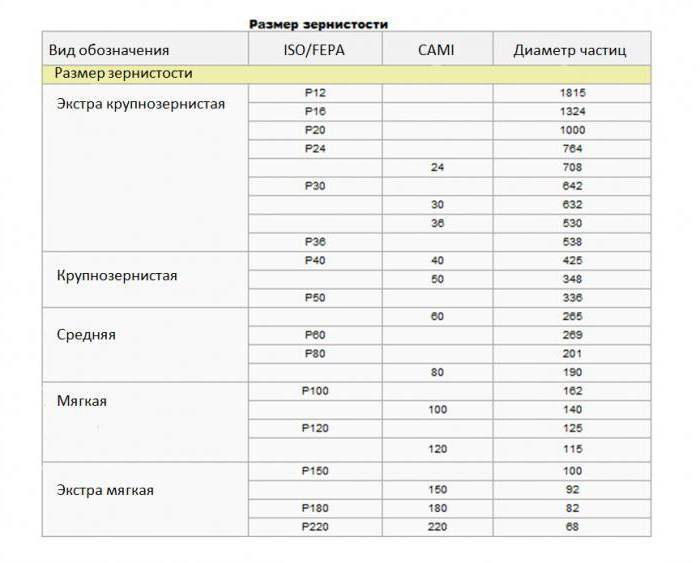
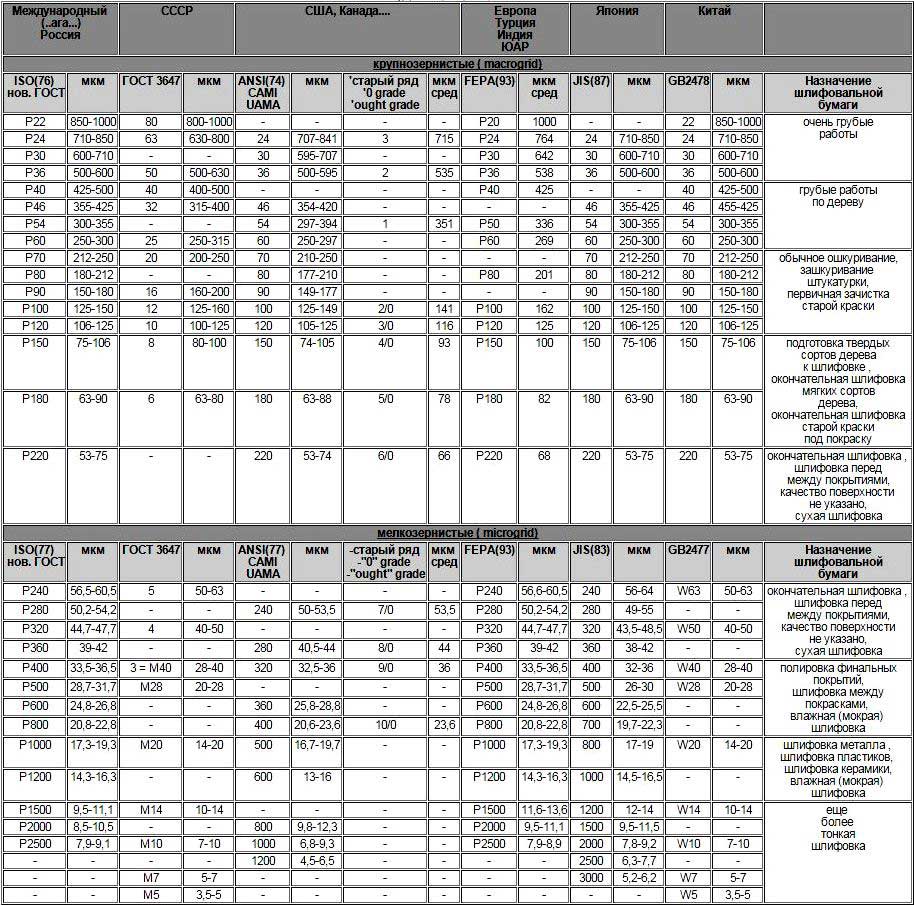
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.
Таблица обозначения зернистости для разных стандартов: крупное зерно
Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются
Для работы это может быть важно
Для работы это может быть важно
Для работы это может быть важно
Какую наждачку использовать или как правильно выбрать шлифовальную шкурку
Выбирая шлифовальную шкурку, необходимо смотреть не только на цену, но и характеристики этого материала. Покупка бумажной наждачки не всегда оправдана, особенно если планируется зачищать влажные поверхности
На что надо обратить особое внимание при выборе шкурки, рассмотрим более детально, чтобы каждый, кто планирует приобретение, знал характеристики необходимого изделия:
- Степень зернистости. Это самый главный параметр, который нужно учитывать при покупке наждачного листа. Размеры фракций зависят от того, какие работы нужно выполнять, и какой вид материала будет зачищаться. Если осуществляется обработка древесных материалов, тогда применяются шкурки с зернистостью P22-P60. Когда осуществляется финишная зачистка, то используется шкурка P240 и более. Для шлифования металла и лакокрасочных покрытий применяются наждачки с размерами фракций еще меньших размеров
- Какой материал взят за основу — для проведения продолжительных работ применяются шкурки на тканевой или комбинированной основе. Для работы с влажными поверхностями обязательно используются устройства со специальным защитным слоем. Если нужно выровнять поверхность вручную или отполировать лакокрасочное покрытие кузова автомобиля, то подходят бумажные основания шкурок
- Для ручной или механической обработки. Если работы выполняются вручную, тогда применяются наждачки любого формата и размера, а вот для их эксплуатации в паре с электроинструментами понадобится выбирать круглые или ленточные изделия
- Цена и производитель — это еще два немаловажных фактора. Дешевая наждачка быстро сотрется, что говорит об использовании для ее изготовления низкокачественных материалов — бумага и клей. Производители шлифовальных шкурок являются, как правило, мало известными, но если впервые покупаете изделие, то следует выбирать средней или высокой стоимости оснастку, так как самые дешевые варианты вас точно разочаруют. Дешевая шкурка применяется для выполнения несложных работ в малых объемах, например, зачистка поверхности дверной ручки перед ее окрашиванием







Зная о том, какие виды наждачных шкурок бывают, и как правильно их выбирать, не составит большого труда приобрести именно то, что вам необходимо. Изделия продаются рулонами, и можно приобрести его в таком количестве по длине, сколько будет нужно.
Публикации по теме
Бур для перфоратора виды и как выбирается насадка по бетону
Коронки по металлу на дрель их разновидности и конструктивные характеристики
Технические характеристики отрезных кругов для металла
Выбор и виды катушек на триммеры вся правда о качестве оснастки
Виды абразивов на изделии для металла, дерева и стекла
Наждачка в зависимости от типа абразива предназначается для применения с соответствующими видами материалов:
- Электрокорунд обычный или окись алюминия — служат для обработки чугунных поверхностей, а также стали закаленного и незакаленного типа, и дерева
- Электрокорунд белый — используются с целью обработки легированной и жаропрочной стали
- Кремень — кремниевые наждачки позволяют обрабатывать дерево, фанеру и кожаные материалы
- Карбид кремния — осуществляется чистовая обработка чугуна, алюминия, пластмассы, мрамора, гранита, стекла, дерева и бронзы
- Кварц — для обрабатывания керамики и оптических поверхностей
- Стекло — для обрабатывания дерева, фанеры, войлока и фетра
- Гранат — служит для затирки поверхности твердых видов деревянных изделий
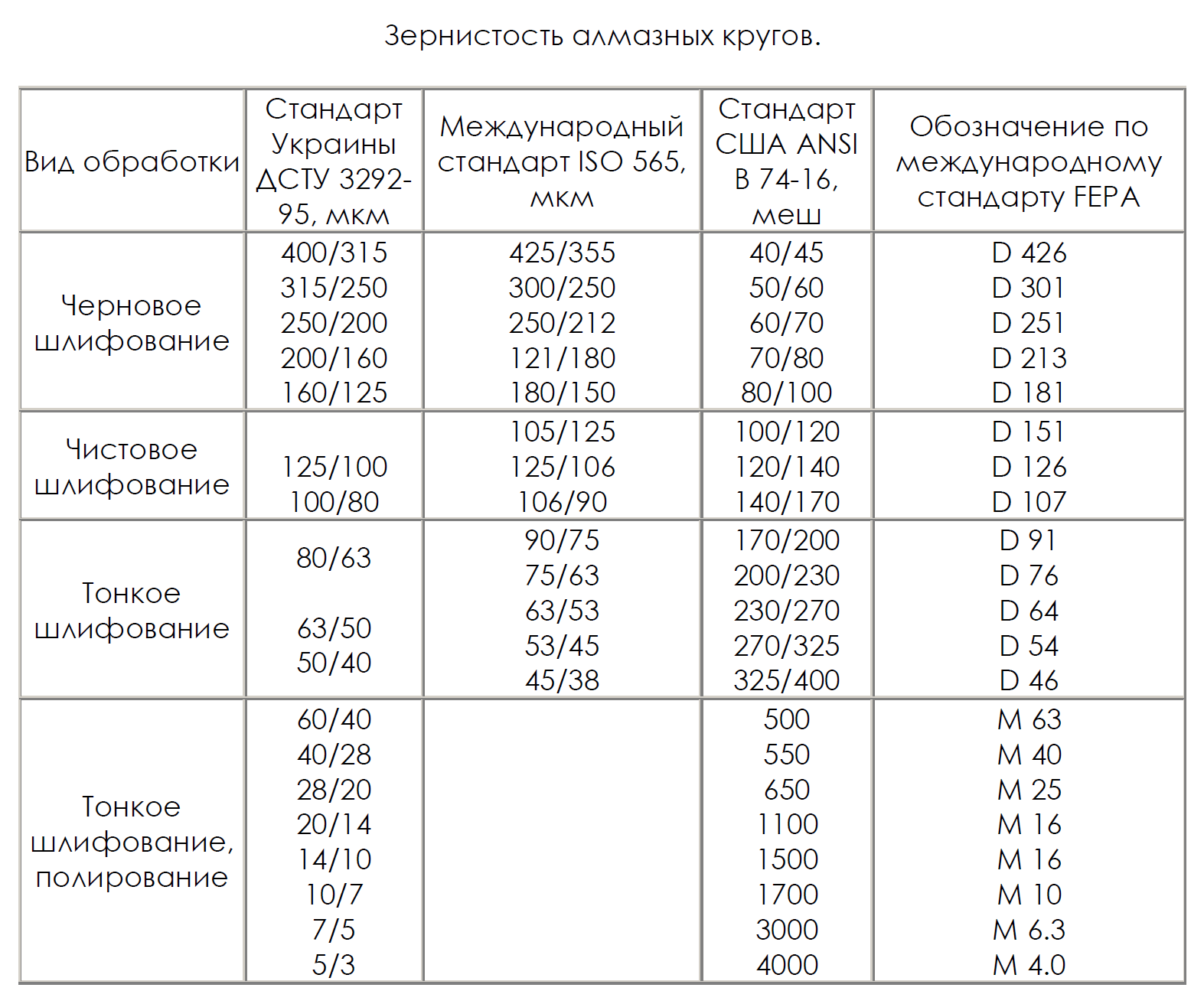
- Алмаз — осуществляется полировка деталей из твердых сплавов и чугуна
- Эльбор — для обрабатывания стальных заготовок
Из каких материалов изготавливается основание
Для изготовления абразивных наждачек применяются основания из следующих материалов:
- Бумага — наиболее распространенный вариант изделий, который имеет низкую прочность, поэтому стоит недорого. Для повышения прочностных свойств изделия, основание пропитывается различными полимерами и смолами. За счет использования таковых материалов для пропитки, происходит повышение не только прочности, но еще и устойчивости к влаге. Зачастую бумага служит для производства мелкозернистых, а также средней и крупной зернистости шкурок. Бумага на оснастке бывает разной плотности, что влияет на сферу применения и цену
- Тканевая основа — стойка к истиранию. Обусловлена такими положительными свойствами, как эластичность, прочность, влагостойкость. На тканевой положке выпускаются наждачки крупной и средней зернистости. Ткани для изготовления рассматриваемых устройств бывают разные — гибкие, жесткие, особо-гибкие и т.п.
- Комбинированное двухслойное полотно — состоит их бумаги и ткани. Расходный материал на такой основе характеризуется эластичностью, стойкостью к истиранию, а также воздействию влаги. На комбинированном составе изготавливаются крупнозернистые варианты шкурок
Особой популярностью пользуется шкурка на губчатой основе. Их еще называют фибровыми. Они стоят дороже обычной наждачной бумаги, но при этом обладают такими положительными факторами, как пропускание пыли, продолжительный ресурс, а также возможность применения не только для ручной, но и механической обработки. Именно такие наждачки применяют для полировки автомобилей и удаления царапин с лакокрасочного покрытия.
Классификация по материалу основы
Основа наждачной бумаги (нажмите для увеличения)
Основа, подложка наждачной бумаги ещё одна не менее важная характеристика, которая также определяет назначение шкурки. Подложки бывают трёх видов. Решение, какой из них отдать предпочтение зависит от предполагаемых целей использования абразива:
- бумажной основе, которая в основном производится с мелкой или среднего размера фракцией зерна, является самой дешёвой, среди недостатков – короткий срок службы, впитывание влаги;
- тканевой, обладающей высокой износостойкостью, прочностью, эластичностью, влагостойкостью;
- комбинированной, высокой зернистости, высокой эластичности, прочности, износостойкости.
Современная промышленность выпускает абразивы на основе фибры и полиэстера. Обработка пластика дерева и иных волокнистых материалов позволяет использование бумаги с покрытием зернами абразива 60% площади.
Современные материалы подложки позволяют осуществлять наиболее эффективное использование зернистого инструмента. Для обработки металла делают покрытие 100% площади инструмента. Эластичность основы необходима при обработке поверхностей от ржавчины и краски.
В шлифовальных машинах применяют водоотталкивающую основу в связи с использованием охлаждающих и смазывающих жидкостей.
На производстве, в мастерских, дома не помешает запас инструмента, чтобы всегда истёртый отработанный наждак можно было заменить, не прерывая работы. Наждачные шкурки, ленты стоят недорого, всегда доступны в полном ассортименте.
Сделать правильный выбор, разбираться в вопросе мере помогут картинки видов наждачной бумаги. Интересные факты о наждачной бумаге смотрите в следующем видео:
Как правильно шкурить наждачной бумагой
Технология несложная. Главное – аккуратность и терпение. Для ошкуривания нужно брать разные номера наждачной бумаги для покраски авто – от самого мелкого до крупного шлифовального материала.
Особенности процесса
Работу проводите в чистом, сухом, хорошо освещенном боксе. Сделайте влажную уборку, застелите пол и стены полиэтиленовой пленкой.
Подготовьте спецодежду, защитите органы дыхания респиратором, глаза – очками. Собирайте образуемую в процессе ошкуривания крошку пылесосом.
Подготовительные работы
Конечный результат окрашивания напрямую зависит от подготовительного этапа:
- Сначала помойте машину на автомойке.
- В гараже снимите все пластиковые, хромированные детали, не имеющие отношения к окрашиванию.
- Вымойте авто еще раз с шампунем, вытрите насухо, обезжирьте уайт-спиритом.
- Осмотрите кузов, оцените масштаб работ. Возможно, зачищать, красить и шкурить придется не всю площадь.
- Заварите места, которые в этом нуждаются, проведите рихтовку.
Подготовительные работы
После еще раз начисто уберите помещение.
Особенности ручного шлифования
Для облегчения работы заранее подготовьте шлифок – колодку с держателями наждачной бумаги. Приспособление можно купить либо изготовить самому из подручных материалов: куска деревяшки, жесткой губки.
Первый этап зачистки кузова автослесари и маляры называют матированием. Полировать на больших площадях удобнее с применением шлифовальной машины, но там, где инструментом не подлезть, затирать лучше вручную. Номер наждачки для матирования авто – Р220-240.
После этой процедуры четко обнажаются вмятинки, царапины, другие дефекты. Запускайте шкурку под номером Р120: она сравняет царапины, острые кромки краски, подчистую уберет ржавчину.






Шлифок ручной
Цель процедуры на данном этапе – не гладкая поверхность. Для лучшей адгезии шпаклевки с кузовным металлом на последнем должны оставаться равномерные микроцарапины.
Не забывайте убирать мусор пылесосом. Когда поверхность подготовлена, прошпаклюйте ее, дайте высохнуть. Подберите подходящий номер наждачной бумаги для шлифовки после шпаклевки авто, пройдитесь по всем панелям.
Одного слоя грунтовки недостаточно, поэтому кузов покройте вторым, по необходимости – и третьим слоем, каждый раз ошкуривая место ремонта.
Как шлифовать шпаклевку на авто с помощью шлифмашинки
Лучший результат будет достигнут с помощью эксцентриковой виброшлифмашины. Электроинструмент прост в использовании: просто нужно прикрепить к машине специальные шлифовальные круги с крепежными отверстиями. Далее водите по поверхности в случайно выбранных направлениях.
На оборудовании предусмотрен пылесборник, который засасывает остатки абразива
Важно подобрать для шлифования грунта на авто нужный номер наждачной бумаги и размер зерна, а скорость и качество будут обеспечены прибором
Шлифовка с помощью шлифмашинки
Для самых больших и ровных площадей подойдет ленточная шлифмашина. На нее закрепите наждачную бумагу в виде полотна. Далее включите аппарат и, взявшись за рукоять, водите им в нужном направлении. Стоит учитывать мощь инструмента: машина может сточить большой слой металла.





