

Особенности работы
Правильно собранный по схеме трубогиб из домкрата позволит без проблем обрабатывать трубы в соответствии с решаемыми проблемами. С таким инструментом точно не возникнет трудностей с деформированием материала. Однако есть некоторые рекомендации, которые, возможно, облегчат работу.
Простейший гидравлический трубогиб, сделанный своими руками, позволит гнуть различные металлы. Стоит отметить, что выполнять данную операцию можно не только холодным, но и горячим методом, предварительно нагревая нужный участок трубы.
Холодный способ является наиболее простым. Его целесообразно применять к трубам, сделанным из пластичных материалов. Однако не стоит забывать наполнять ее песком, холодной водой или солью, чтобы достичь качественного изгиба.
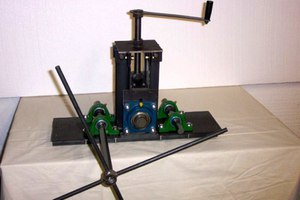
Использование трубогиба в работе.
Горячий метод используется для деформации профтруб с толстыми стенками. Такой способ позволит выполнить качественную гибку с наименьшими затратами усилий.
Существуют некоторые советы, которые помогут выполнить работу качественно и без лишних затрат, а именно:
- использование звездочек не является обязательным, поскольку конструкцию можно выполнить на основе только одного ролика, а в качестве прижимного механизма использовать домкрат;
- во время гибки по шаблону следует пользоваться металлическими крючками, которые не дадут трубе соскальзывать;
- изгиб под большим радиусом следует выполнять на инструменте с темя роликами;
- если сделать ролики подвижными, тогда станок получится более универсальным, за счет возможности изменения радиуса гибки.
Важно помнить, что наиболее точное выполнение работы может быть осуществлено только с применением шаблона. Он изготавливается, как правило, из дерева
Использование шаблона позволит достичь необходимых параметров.
Более сложные варианты. Вальцовочное приспособление
Если вы задумались над вопросом, как сделать самому трубогиб для профильной трубы, то можете выполнить вальцовочный инструмент. Такая установка может получиться стационарной или переносной. Привод будет обеспечиваться мускульной силой или посредством электродвигателя с редуктором.
Такой трубогиб работает по следующему принципу. Профильная труба будет опираться на упоры-катки, между которыми располагается опорный ролик. Он будет давить на заготовку. По горизонтали протягивается профиль, по заданному радиусу происходит попутное изгибание. Ролики могут быть цилиндрическими или с проточкой, это зависит от характеристик и размера заготовки.
Широкий и плоский профиль можно прокатывать по ровным каткам, тогда как высокий и узкий предусматривает необходимость наличия направляющих проточек. Наиболее распространены универсальные ролики. При необходимости на цилиндрическое основание можно надеть бортики-шайбы, которые будут выполнять роль направляющих.
Самые простые трубогибы обычно выполняются именно по такому алгоритму. Инструмент можно использовать для профильных труб любых размеров, а при сборке не потребуется дорогостоящих элементов. Все детали вы сможете найти у себя в гараже или сарае. Исключением выступают лишь вальцы. Домашние мастера используют ручной привод, ведь скорость при таких работах не требуется. Но если вам необходимо создать внушительный погонаж гнутой трубы, следует использовать механизацию. Для этого применяется цепной редуктор и дрель. С их помощью вы сможете выйти на промышленной уровень производства профиля гнутого типа. Сложность изготовления при этом вас не должна пугать. Необходимые комплектующие вы тоже сможете найти довольно просто. Кроме того, услуги по изготовлению заготовок обходятся дорого, поэтому вы сможете сэкономить средства при изготовлении самодельного устройства.
За основу простого трубогиба вы можете взять промышленное электрооборудование, которое было списано. Опорными роликами выступят части двухвального редуктора, который распиливается пополам. Понижающую часть необходимо соединить с трехфазным электромотором, на котором переделывается механизм под однофазное питание. Он будет выполнять роль пуска.
Валы синхронизируются мотоциклетной цепью и шестернями, которые позаимствованы у байка. Упорный ролик будет работать благодаря жигулевскому ромбовидному домкрату. Такое приспособление настолько удачно, что по производительности лучше заводских аналогов. Затратами здесь выступят лишь расходы на услуги сварщика.
Трубогибы — классификация
Установка — переносные и стационарные.
Привод — ручной, гидравлический и электрический.
По способу воздействия — обкатка, намотка, воздействие штоком (арбалетный метод), прокатка.
Подробнее о способах:
- обкатка — конец трубы зажимается, шаблон неподвижен, прижимной ролик перемещаясь гнет трубу вокруг шаблона;
- намотка — труба приживается зажимом к подвижному шаблону (ролику трубогиба), в начале точки гиба стоит упор, ролик вращаясь наматывает трубу, протягивая ее между собой и упором (труба и шаблон подвижны);
- арбалетный метод — труба опирается на две точки (стационарные ролики), шаблон на штоке давит по центру трубу и гнет ее между упорами;
- прокатка (вальцовка) — использует три вращающихся ролика (два опорных на одной линии и центральный), радиус изгиба определяется расположением центрального ролика относительно опорных (чаще всего именно центральный ролик давит на трубу).
Недостатки первых трех способов очевидны — радиус изгиба задается шаблоном. Кроме того, способ намотки для изготовления трубогиба своими руками встречается редко — его чаще используют в промышленных образцах.
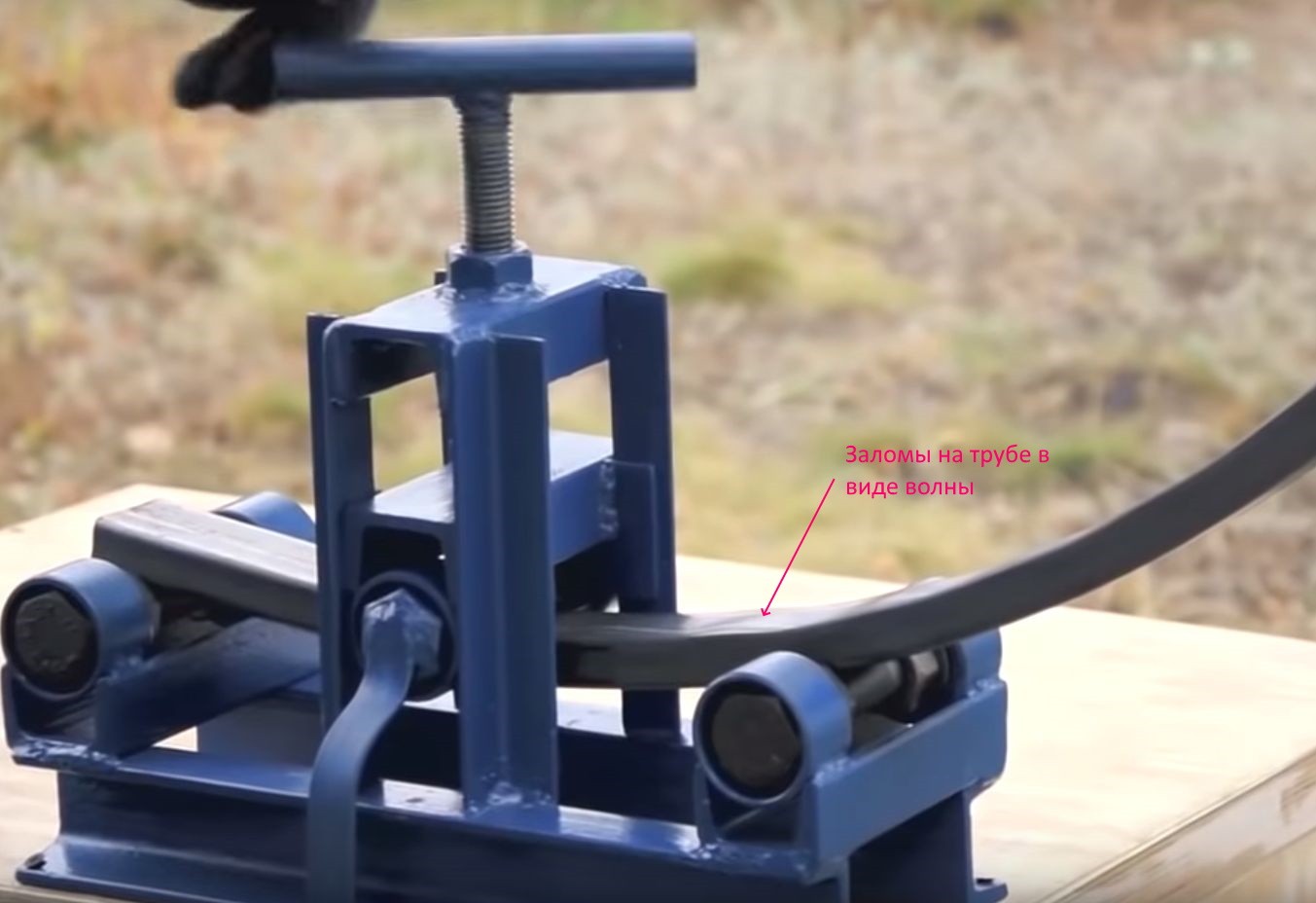
У арбалетного метода есть еще один (методологический) недостаток — практически все давление от штока передается на трубу в верхней точке башмака-шаблона. В этом месте металл больше всего подвержен «растяжению, поэтому стенка там ослабевает вплоть до потери формы или разрыва (для тонкостенной трубы).
Последний способ практически не имеет недостатков. Отводы стальные изготавливают в заводских условиях именно вальцовкой. Этот же способ чаще всего используют с применением трубогиба для профильной трубы.
Перед тем как приступить к изготовлению инструмента своими руками, при выборе определенной модели, стоит учитывать, что есть общие условия по рекомендованным радиусам изгиба стальной трубы.
Это не означает, что нельзя уменьшить радиус, но для обеспечения качества гиба потребуется использование дорна, а это технически сложнее. Для крутоизогнутых труб в заводских условиях кроме дорна применяют горячее вальцевание.
Если конструкция трубогиба сделана полностью из метала и имеет неподвижную станину, то горячую прокатку можно выполнить в условиях домашней мастерской (паяльная лампа, газовая горелка).
Изготовление трубогиба самостоятельно
И вот наша статья дошла до самого главного – момента непосредственного изготовления трубогиба. Может первоначально и кажется, что такая работа не требует особого рвения и внимания, но это далеко не так. Если вы взялись за изготовление, то вам придется уделить этому процессу максимум усилий и тщательно анализированный подход. Ведь неверно выбранный или с дефектами материал приводит к различным дефектам проявляющихся уже во время работы самого механизма.
Самым простым способом получения требуемого угла, использование шаблона. Такой способ применим для изделий из алюминия и некоторых стальных сходных образцов. Для этого нужно с помощью досок соорудить моделирующее устройство. Они выпиливаются диаметром несколько больше нежели элемент сгибания. После этого, готовые доски скрепляются наиболее доступно и удобно для вас.
Готовый шаблон прикрепляем к каркасу (на ваш выбор) и уже впритык к нему закрепить ступор, необходимый для трубы, чтобы она находилась в неподвижности.
Вот так незамысловато, изготавливается простейший трубогиб. Кстати, такой механизм подходит для работы с материалом более крепкого состава, который сложно согнуть вручную. Только для этого может потребоваться лебедка.
Второй вариант, рассматриваемый здесь – это устройство для профильной трубы. И тут без моделирующего устройства не обойтись. С одним исключением – не стоит выпиливать скос, а фиксация осуществляется парой – тройкой ограничителей.
Также, самостоятельному изготовлению доступен и прокатный трубогиб, делается из дерева для профильной трубы.
Технологическая сложность изготовления трубогибов во многом зависит от свойств самой трубы, например, ее гибкости. Чтобы согнуть трубу из гибкого материала, подойдет и деревянный инструмент, тогда как необходимость сгибания трубы из более крепкого металла, вызовет поломку и необходимость замены некоторых деталей на более мощные.
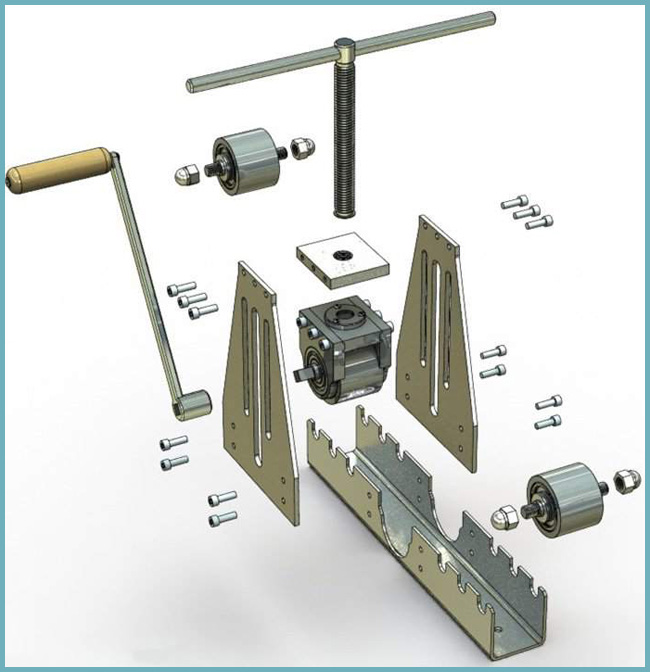
Изготовление металлического трубогиба дома, требует обязательно:
- Гидравлический домкрат;
- Швеллер;
- Пара роликов;
- Башмак;
- Металлические пластины.
Швеллер необходим для сварки прямоугольной конструкции, в высоту максимального положения домкрата. На основание устанавливается домкрат, который закрепляется металлическими пластинами. Все делается крепко, даже жестко. Домкрат функционирует как толкатель, а ролики прокручивают изделие. Причем последнее является наиболее сложным, ведь они должны иметь необходимый диаметр, чтобы полностью обхватывать трубу.
Качественными характеристиками этого гидравлического инструмента, является дешевизна и доступность всех необходимых составных. Их общедоступность позволяет каждому хозяину самостоятельно изготовить такой необходимый в домашнем хозяйстве инструмент и сгибать в холодном состоянии стальные трубы
Это важно, если есть необходимость в монтаже сантехники и водопровода или при реставрации авто
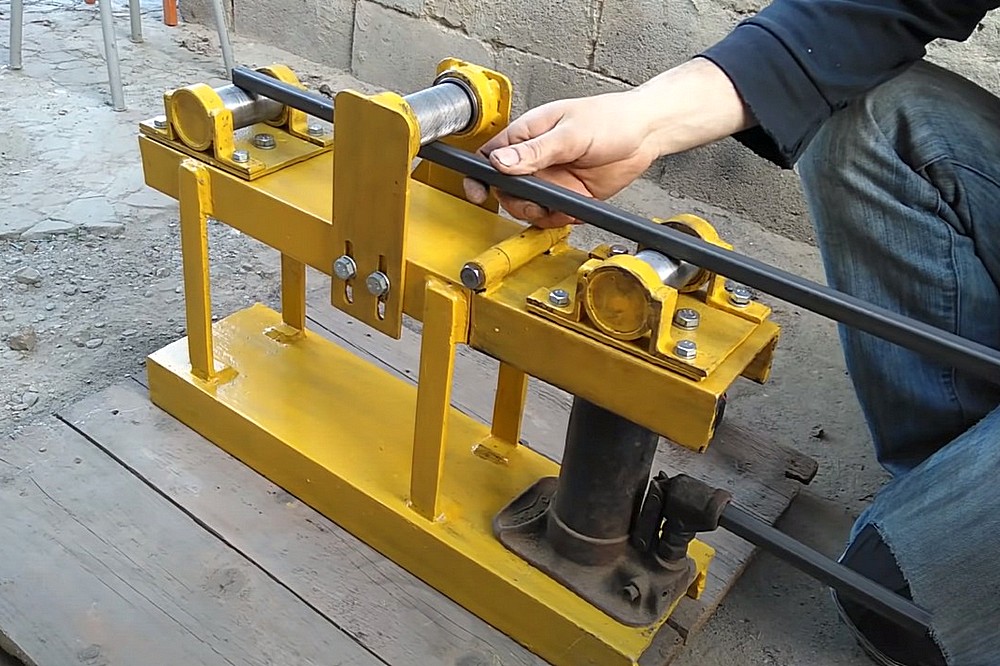
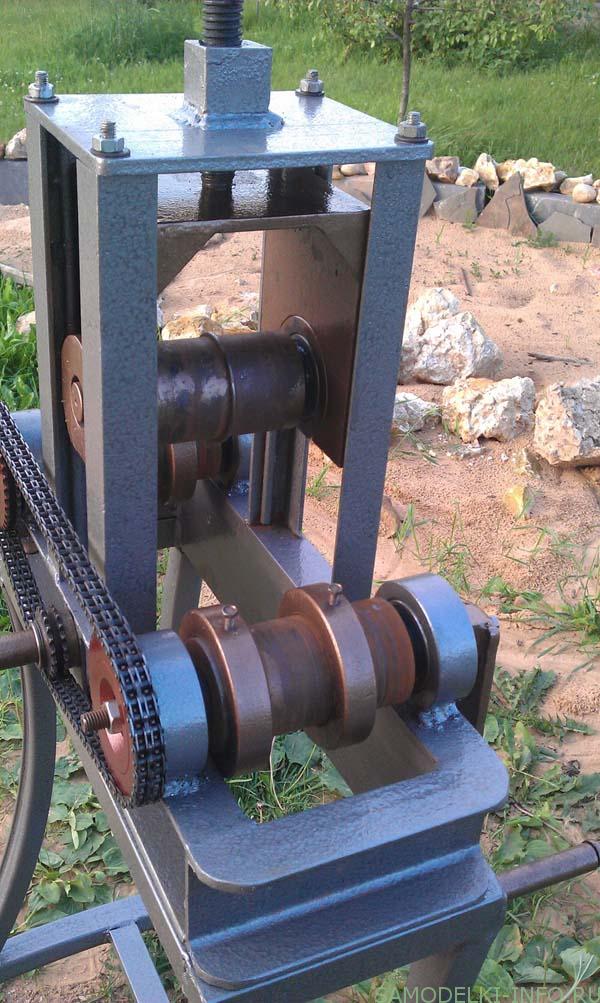
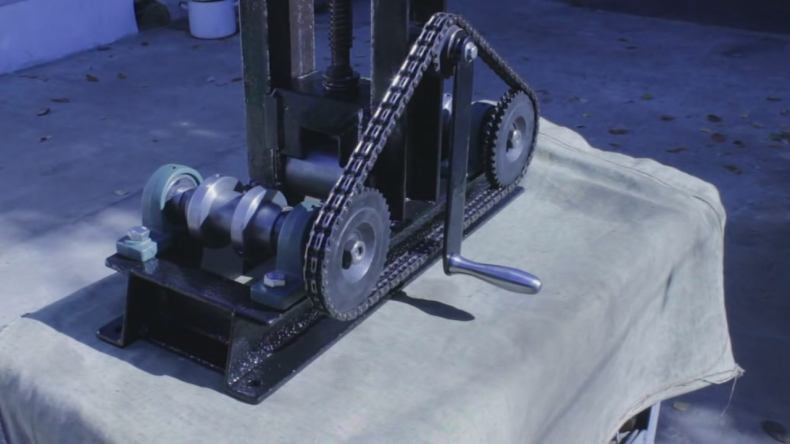
Ручной привод, велосипедная цепь
Возможно, конструкция не такая эстетичная, как фабричный экземпляр – но работает исправно, а запас прочности гораздо выше, чем у типовых моделей.

ВАЖНО! Оба опорных ролика должны вращаться синхронно, поэтому их необходимо соединить цепью.
Для изготовления станины понадобятся:
- Стальной швеллер 140 мм;
- Стальные швеллеры 50 мм;
- Уголки 50 мм.

Подвижные элементы собраны из опорных подшипников от какого-то механизма времен СССР и классического лома из той же эпохи. Винтовой упор взят от старой струбцины.


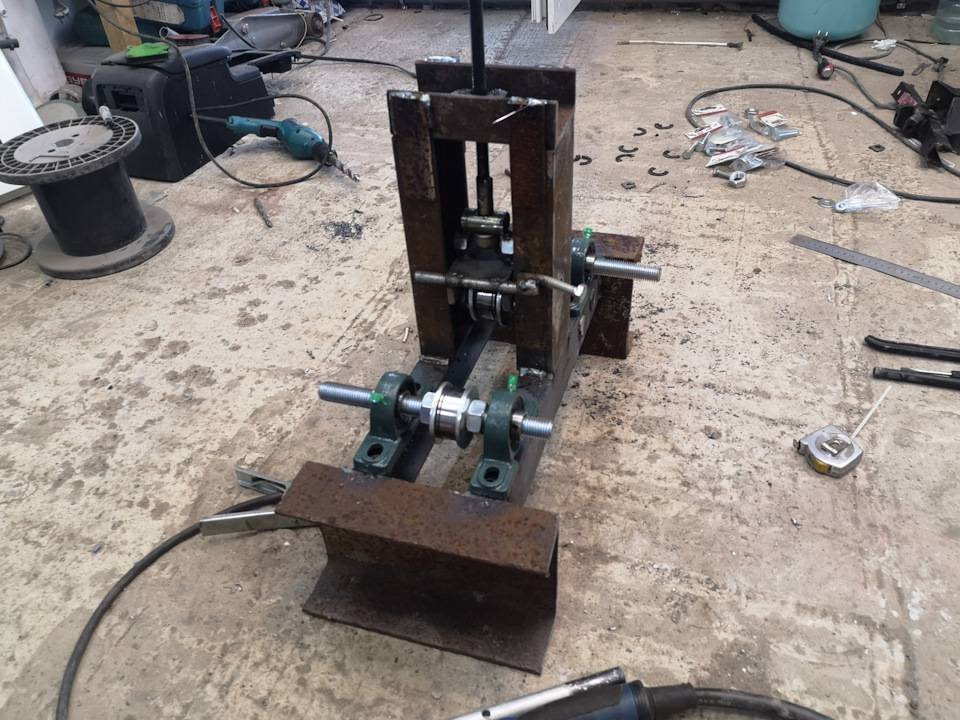


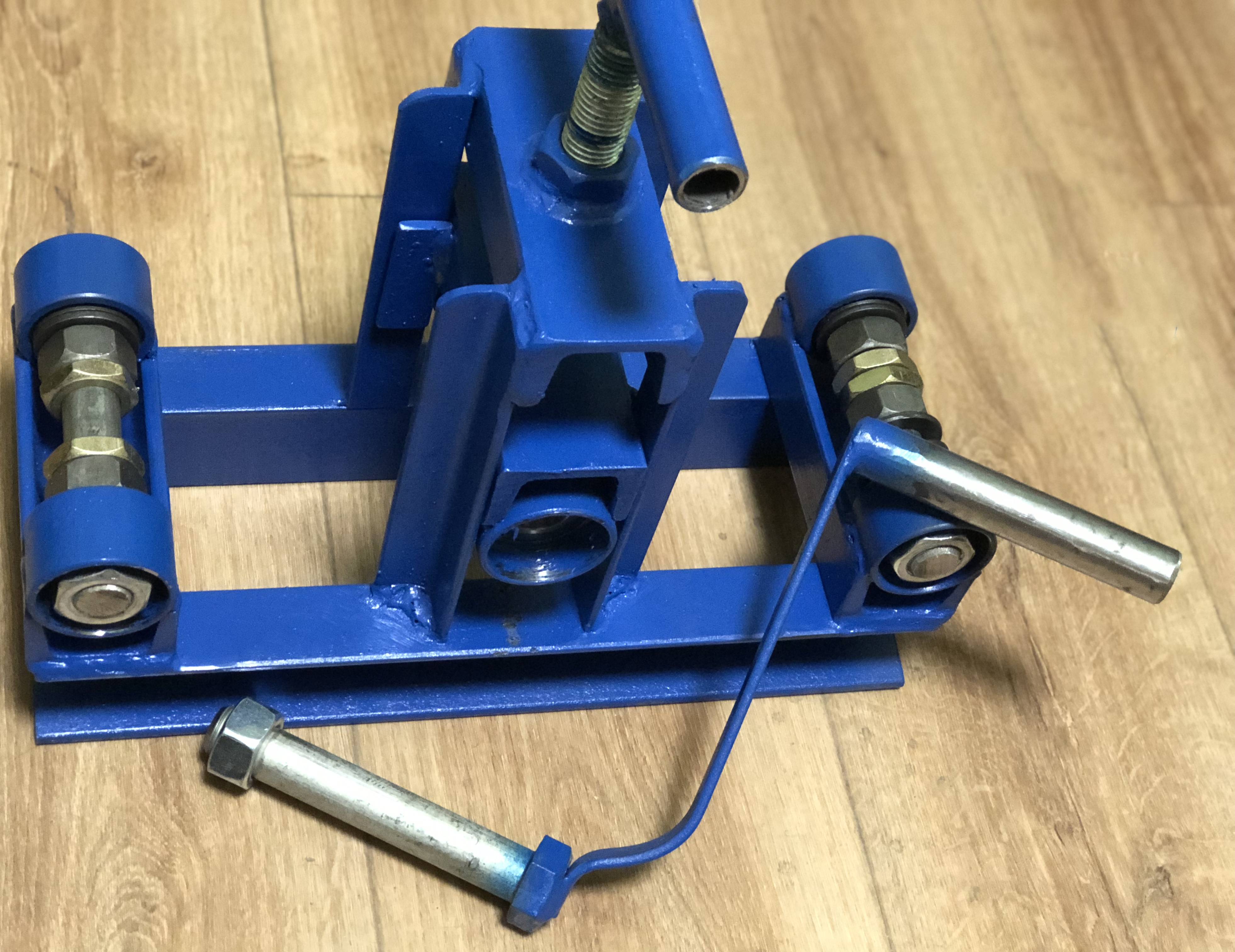


ВАЖНО! Винт должен быть с силовой резьбой, трапециевидной или прямоугольной. Метрическая резьба не выдержит давления.

Все эти компоненты приобретены в пункте сбора металлолома. Стоимость определил приемщик по весу, с учетом своей прибыли. За все богатство по кругу получилось чуть более 1000 рублей. Сумма не идет ни в какое сравнение с готовым изделием.
Для сборки нужна мощная дрель, болгарка и сварочный аппарат.
Силовую основу составляет станина с П-образным кронштейном для винтового упора. Варится обычным полуавтоматом. Качество швов должно быть высоким, поскольку именно к этому элементу конструкции прикладывается усилие на разрыв.

В верхнем швеллере проделываем отверстие и привариваем гайку. Вкручиваем опорный винт. Это и будет регулятор высоты прижимного катка.

Опорные ролики выполнены из обычного лома. В данной конструкции просто подошел диаметр под опорные подшипники. Заготовка отпилена болгаркой.

Как и планировалось, оба опорных ролика будут вращаться синхронно. Для этого на каждую ось привариваем одинаковые велосипедные звездочки, и привариваем опорные подшипники таким образом, чтобы соблюсти симметрию с центром станины. Цепь при этом должна была натянута.

Одна из осей делается длиннее, для закрепления ручного привода. Опорные катки необходимо установить на подиумы. Сделано это для того, чтобы при максимально опущенном центральном ролике, радиус изгиба заготовки не был слишком большим.

В качестве ручки для привода, использован шатун от велосипедных педалей. Его просто привариваем к длинной оси одного из опорных роликов.

Специальные ролики для профилегиба использовать не пришлось, поскольку заготовка ровно стоит на опорных осях из лома, и не пытается вывернуться при изгибе.

Для увеличения усилия на воротке прижимного ролика, на него можно надеть трубу подходящего диаметра.

При помощи такого приспособления за пару выходных была собрана арочная теплица на даче. На изготовление самого трубогиба ушел один рабочий день, включая время на поиски подходящих комплектующих.
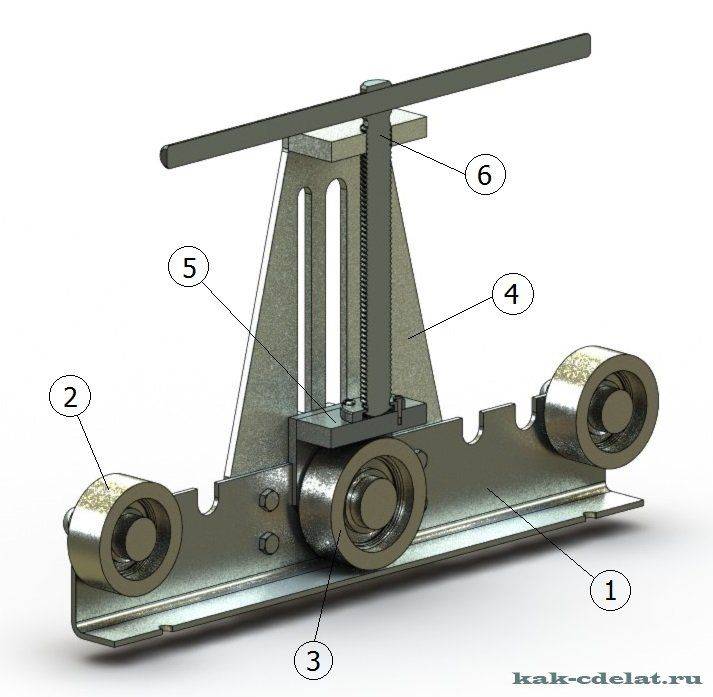
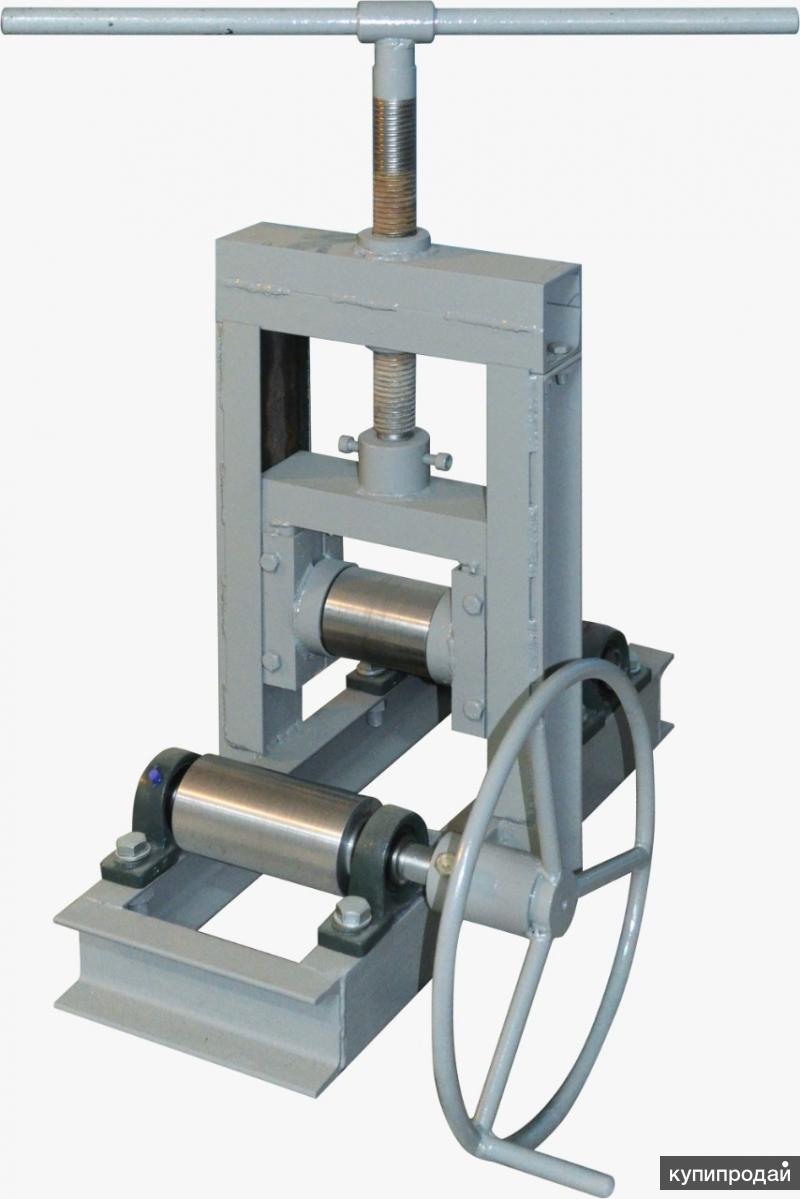
Трубогиб с прижимающим роликом
Обладает рядом преимуществ и технологических возможностей. Благодаря этому обеспечивается увеличенная точность сгибания. Отличия конструкции:
- Сменный ролик профилированного типа вращается без препятствия на вертикальной либо горизонтальной оси;
- Используется поворотный рычаг снабженный рукояткой;
- На противоположном плече рычага закрепляется гибочный ролик, который можно по мере необходимости заменять;
- Применяется упорная проводка;
- Станина.
Каждая пара применяется для осуществления изгиба трубы с разным диаметром. Потому такие ролики обязательно должны легко сниматься и устанавливаться с другим размером, если потребуется.
Как собирать:
Важно осознать какая будет нагрузка. Это определяющий момент в процессе выбора материала — дерево либо металл;
Создаётся неподвижное основание
Оно требуется для монтажа стационарного ролика;
Крепится прижимной механизм или скоба;
Следует прикрепить ручку в виде п-образного рычага для закрепления подвижного ролика с монтажом у основания того самого неподвижного ролика. Эта конструкция позволит сгибать даже жёсткие трубы. Но для мягких можно сделать немного проще.
Для эксплуатации труба вставляется между роликами. Она фиксируется прижимным устройством либо скобой. Передаётся усилие к рычагу, и осуществляется сгибание трубы. Всё просто, но процесс изготовления выгодно изучить по фото схеме или на видео.
Классификация турбогибов для профильных труб
Промышленные инструменты разделяются типами приводов и вариантами изгиба. По приводу:
- Ручные;
- Гидравлические;
- Электромеханические.
Ручные турбогибы необходимы при работе небольших масштабов, где используются трубы маленького диаметра металла, нержавейки и полимеров. Гидравлический вариант представлен в виде стационарного станка и ручного типа. С помощью механизма сгинается даже трехдюймовая труба, без приложения к этому усилий. Этот вариант инструмента в основном промышленный, так как он приспособлен к задачам крупного масштаба. Работает от сети, отличается высокой скоростью вращения и не требует от работника физических усилий.
Электромеханический трубогиб используется для сгибания труб вне зависимости от диаметра элемента и при этом обеспечивает показатели точности в радиусе изгиба и угла. К тому же, этот механизм не повреждает тонкостенные изделия. Этот фактор положительно отличает этот механизм от гидравлического.
Турбогибы различают по способу изгиба:
- Натяжной (по принципу арбалета);
- Пружинный;
- Частичные (задействуется лишь часть изделия);
- Дорновый.
Первый вариант трубогиба, изгибает изделие при помощи определенной формы, которая определяет требуемый диаметр трубы. Пружинный, как понятно из названия, имеет пружины, гарантирующие аккуратное сгибание, не деформирующее при этом самого изделия из пластика. Частичные трубогибы, функционируют только одной частью механизма. При сгибании, труба вытягивается вокруг этого особого сегмента. Дроновый тип проводит сгибание только труб с тонкими стенками на небольшой радиус. В работе используются стальные, пластиковые и латунные дроны.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.





Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
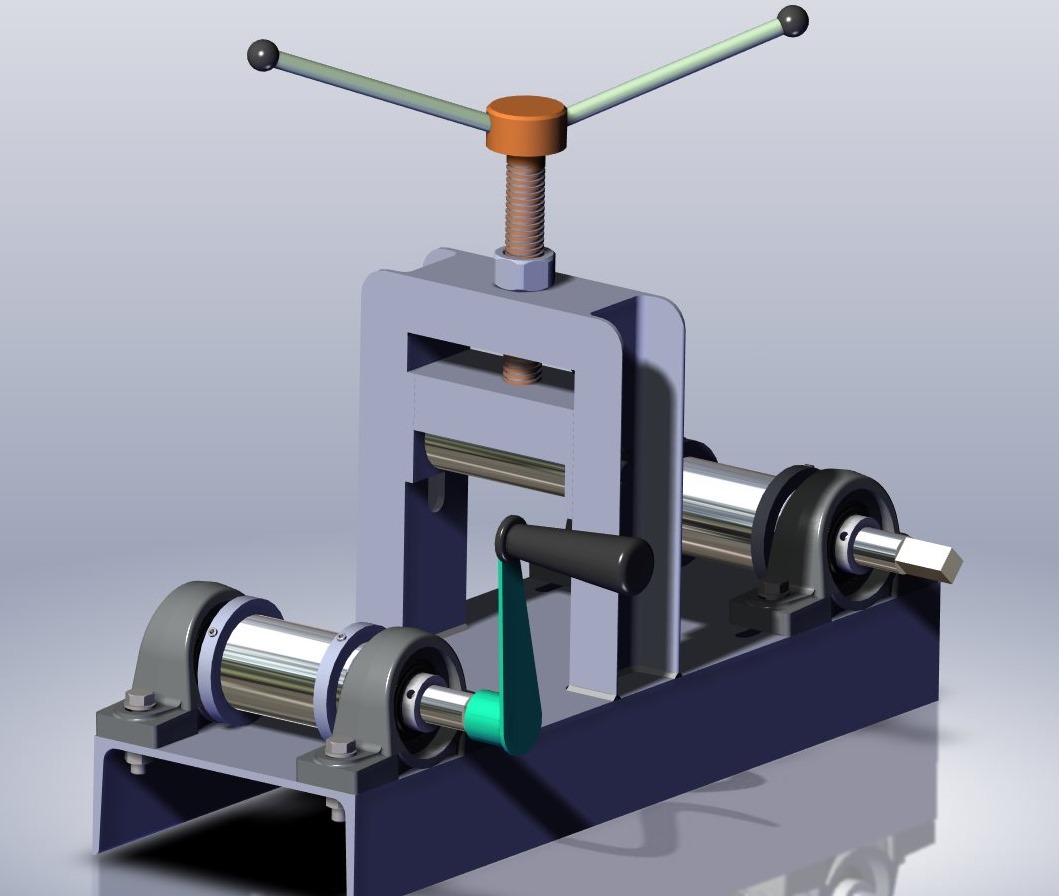
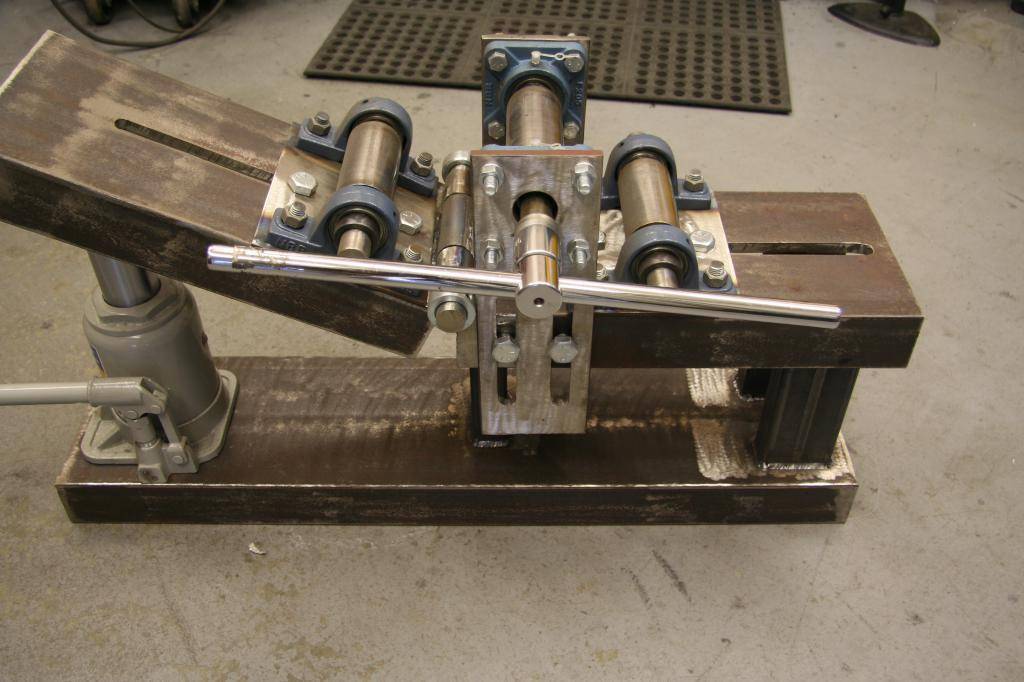
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Самодельный трубогиб
Трубогиб – приспособление, позволяющее изогнуть трубу определенным образом. С их помощью можно выполнить различную работу, особенно актуальным такое оборудование оказывается в сборке теплиц или прокладке трубопровода.
Данный инструмент подразделяется на несколько типов, в зависимости от принципа работы:
- гидравлические;
- электрические;
- пневматические.
Ручной рычажный трубогиб.
Первый вид отлично подходит для изгиба труб без внутреннего наполнения. Использовать такой инструмент достаточно просто. Однако недостатком данного варианта является изменение внутреннего радиуса детали, что является недопустимым при обработке водосточных труб.
Оборудование, работающее на основе пневматического принципа, позволяет осуществлять любой изгиб в необходимом направлении. Данный процесс осуществляется под воздействием температуры, так что можно не бояться появления надломов.
Наиболее точным способом изгиба является использование электрического трубогиба. Он работает по автоматическому принципу, а деформирование деталей осуществляется с использованием электропривода.
В первую очередь, чтобы сделать ручной трубогиб своими руками, понадобится чертеж, а также другие дополнительные материалы.
Кроме того необходимо определиться с тем, какие трубы необходимо гнуть с его помощью. Например, тонкостенные можно деформировать с использованием инструмента на основе алюминия.
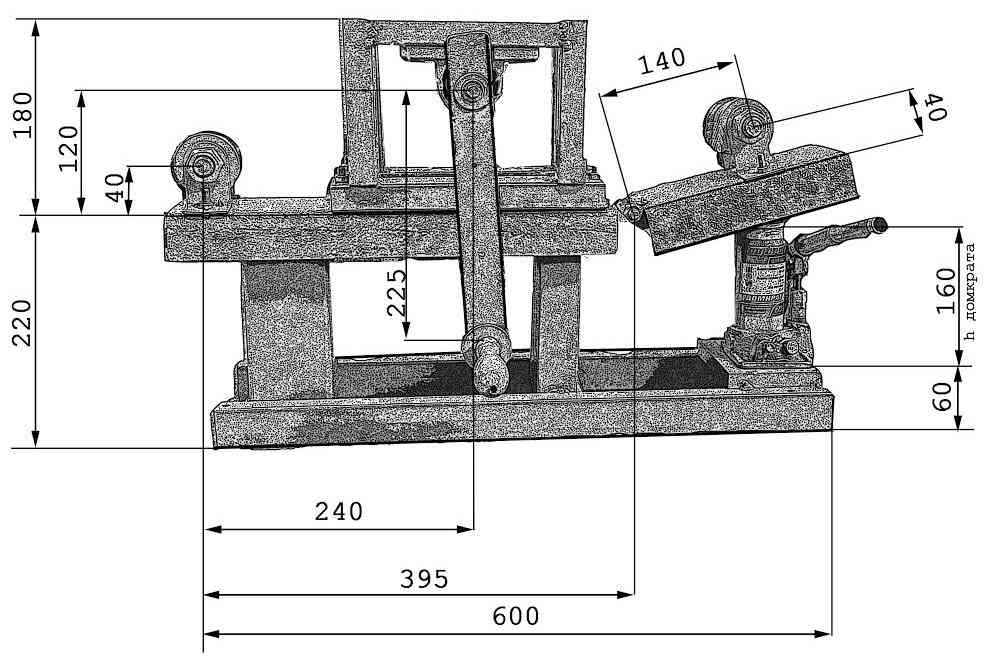
Профилегиб своими руками: размеры и чертежи
Есть несколько способов сделать профилегиб своими руками, каждый из которых требует определенных инструментов и умений. Ниже приведены четыре основных варианта:
Простой станок с роликами
Для создания такого станка нужно использовать ролики, резьбовые стержни и шарниры. Ролики устанавливаются на резьбовые стержни, которые, в свою очередь, размещаются на поддоне станка.





Для сгибания листа нужно поместить его между роликами и нажать на них, чтобы сгиб образовался. Размеры резьбовых стержней и роликов должны соответствовать толщине используемого листа. Также можно использовать шарниры, чтобы управлять углом сгиба и получать более сложные формы.

Простой ручной профилегиб
Для ручного сгибания листа можно использовать простые инструменты, такие как гильза и направляющие.
- Гильза – это металлическое кольцо с резьбой на внутренней стороне, которое устанавливается на конце листа. Направляющие – это металлические пружины с круглыми секциями, которые также устанавливаются на конце листа.
- Для сгибания нужно поместить лист между гильзой и направляющей, нажать на них и сгибать лист вручную. Такой способ подходит для небольших листов и простых форм.

Механизированный профилегиб
Для создания более сложных форм и изготовления более толстых листов можно использовать механизированный профилегиб. Это может быть станок с ручным управлением, использующий гидравлические силы для сгибания листа, или автоматический станок с электронным управлением.

Такие станки обычно имеют более сложную конструкцию и требуют большего опыта и навыков для их изготовления.


















Электрический станок
Это самый современный и технологичный способ профилегиба. Электрический станок обычно использует электромеханические силы для сгибания листа и имеет электронное управление с программируемыми настройками.

Профилегиб без токарных работ
Если у вас нет доступа к токарному оборудованию или вы хотите создать профилегиб без дополнительной обработки, то можно использовать специальные пресс-формы.

Это металлические формы с рельефными поверхностями, которые устанавливаются на пресс и используются для сгибания листа при помощи силы, например, ручной силы или гидравлической силы. Такой способ подходит для небольших листов и простых форм.

После того, как вы выбрали способ профилегиба, нужно создать чертежи и размеры для станка или пресс-формы. Это может быть сделано с помощью специального ПО для черчения, например, AutoCAD. После того, как чертежи готовы, можно приступать к сборке станка.

Основное назначение профилегиба
Сейчас профилегиб широко используется при изготовлении алюминиевых, медных, стальных и ПВХ труб, а также для прокладывания систем водо- и газоснабжения, и при прокладке кабелей. Профилегиб применяется для гибки разных заготовок:
- цельных заготовок квадратного и прямоугольного сечения;
- балок;
- уголков;
- труб;
- двутавров;
- швеллеров;
- металлических прутков и т. д.
Когда металл нужно выгнуть под необходимым углом, то, как правило, применяют ручной самодельный профилегиб. Этот станок дает возможность выгибать своими руками металлический профиль с помощью холодного проката без нагревания изделия. При этом профилегибочные станки дают возможность создавать изделия с симметричными или несимметричными контурами знакопеременной или одинарной кривизны.







Основным преимуществом профилегибов является изгиб за один прокат. При этом можно обрабатывать стальные профили в вертикальной и горизонтальной плоскости, делать из заготовок окружности или спирали. Станки дают возможность выполнять замкнутые и открытые контуры, а также контуры, имеющие плавный переход.
Сейчас профилегибы пользуются огромной популярностью во многих строительных сферах: морской, энергетической, спортивной, электрической, автомобильной, мебельной, нефтехимической промышленности. Процесс изгибания проходит по радиусу и имеет два основных этапа: изделие прокатывается между валиками с одновременным прижимом боковых валиков или верхнего ролика.
Конструкция профилегибочного станка
обрабатывать любые изделия
Выделяют четыре вида систем профилегибов. Конструкция с верхним подвижным валиком является самым простым видом в плане работы механики, в этом случае перемещается только верхний валик. Устройство этого механизма может отличаться:
- гидравлический ролик – управляется гидросистемой непосредственно верхнего ролика;
- верхний ручной ролик – управляется с помощью редуктора.
Это положение роликов позволяет рассчитать возможный радиус для изгибания деталей с минимальными погрешностями на упружнения металла или небольшим градиентом во время деформации профиля. Эти чертежи профилегиба своими руками являются сегодня самыми популярными.
Станки с левым роликом более удобней для завивки спиралей, они дают возможность производить аналогичные функции, как и вышеописанные профилегибы, с отличием только в механизме привода бокового валика. Модели оборудованы ЧПУ, то есть, контролируют градиент изгибания: выгибают изделие с исходного чертежа, либо управляются с предустановленными функциями.
Станки с нижними роликами применяются, в первую очередь, для гибки больших профилей, так как усилие гибки равномерно распределяется на два нижних вала, а механизм привода полностью гидравлический. У каждого ролика находится свой контроллер месторасположения, для сохранения возможности изготовления спиралей. Этот механизм считается самым используемым, так как валики вращаются по сегменту окружности.
Станки, где все ролики подвижные, имеют наиболее сложный механизм, и включают в себя все преимущества вышеописанных станков. Эти профилегибы могут выполнять работу, которую делают по отдельности предыдущие устройства.
Принцип работы профилегибочного станка

механических и электрических элементов
Перед первым запуском ролики чистятся от консервирующей смазки при помощи сухой ткани, а также проверяется соответствие напряжения сети с необходимым для профилегиба. Затем аппарат обкатывается в холостом режиме в течение получаса. Если появляются отклонения от нормального режима, то профилегиб останавливают и убирают неисправности.
Заготовки чистят от смазки и проверяют упругость металла, которая обязана быть одинаковой по всей длине изделия. Затем валики настраивают для обработки детали в следующей последовательности:
- гайки крепления прижимных и опорных валиков откручивают ключом;
- устанавливают ролики на валы со шпонкой и крепят с помощью гаек;
- при помощи рукоятки поднимают вверх прижимной валик;
- деталь зажимают между роликами;
- после под высоким давлением между валами проходит прокатка.
Уровень кривизны задается при помощи опускания и поднятия верхнего вала. В ручном станке механизм работает с помощью рычага, который перемещает оператор. Электрический профилегиб работает за счет электродвигателя.
Шаблонный тип станка
Самый простой станок шаблонного типа часто изготавливают из такого мягкого материала, как дерево. При постройке такого станка нужно понимать, что на нем можно будет работать только с тонкостенными трубами. Диаметр должен быть меньше толщины шаблона, который изготавливается из дерева.
Упростить конструкцию такого станка можно заменив деревянный шаблон на крюки. Крюки выполняются из металла и располагаются по заданному радиусу. Плюс такого станка в том, что смену радиуса сгиба можно произвести, просто перекрутив крюки на другой необходимый радиус. Таким образом, получается, что станок с крюками будет более гибким в работе.





