

Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
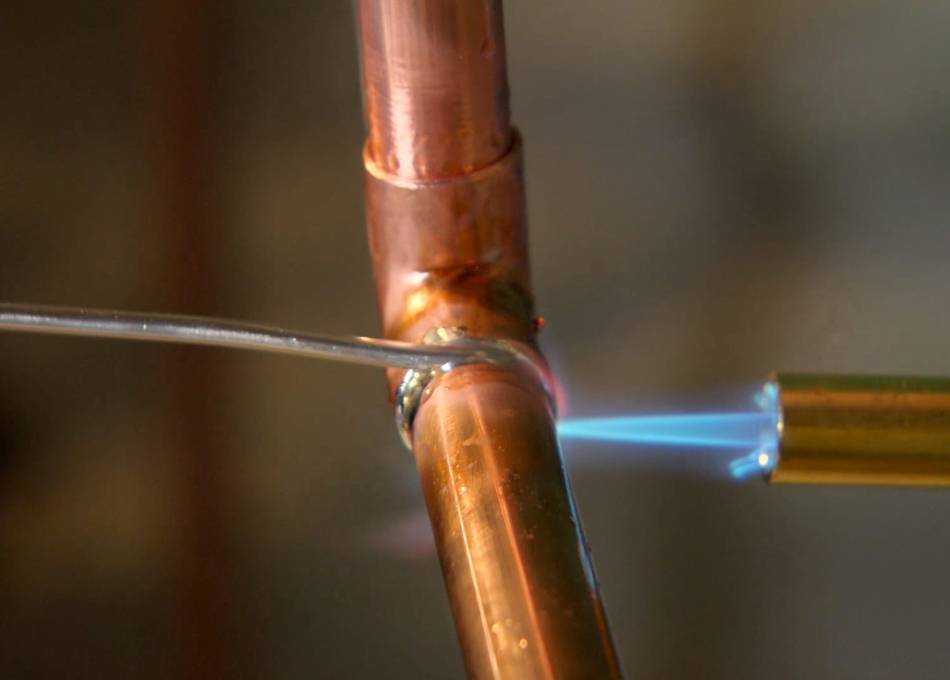
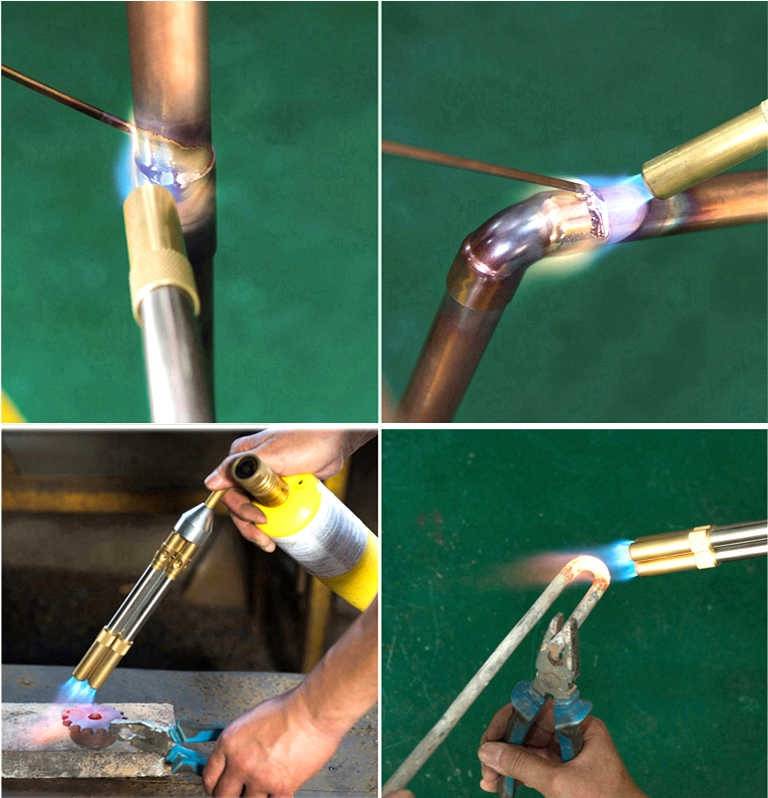
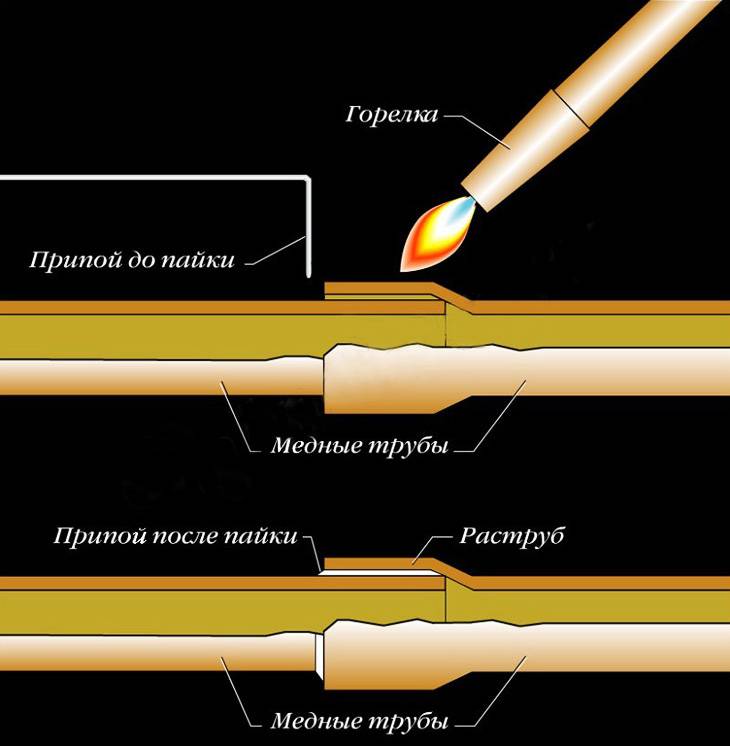
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Инструменты и оборудование для пайки медных труб
Пайка представляет собой процесс получения неразъемного соединения посредством ввода в пространство между соединяемыми элементами расплавленного припоя.
Припой расплавляется от пламени газовой горелки и всегда обладает меньшей, чем у материала трубы, температурой плавления, что позволяет ему равномерно заполнять все полости и формировать ровный шов. Различают две разновидности пайки:
- Низкотемпературная. Припой плавится при разогреве до 400-450°С. Способ отлично подходит для монтажа бытовых трубопроводных систем.
- Высокотемпературная. Дает более прочное соединение. Температура плавления – 600-900°С. Чаще используется для строительства систем, работающих в условиях повышенных нагрузок.
Существует две разновидности припоя для газовых горелок: мягкий и твердый. Первый представляет собой гибкую тонкую проволоку (сечением 2-6 мм) из свинца, олова, иных металлических сплавов. Второй чаще выпускается в формате жестких коротких стержней. Добавки серебра и фосфора усиливают эксплуатационные качества получаемых соединений.
Так, оловянно-свинцовый припой (ПОС) считается самым легкоплавким (текучесть наступает уже при 180°С). Добавление серебра положительно влияет на пластичность шва, увеличивает текучесть и адгезию. Медно-фосфорный припой применяется не только для сочленения медных деталей, но и эффективно паяет медь с латунью и бронзой. Пайку меди со сталью рекомендуется производить тугоплавким припоем, в котором содержится не менее 35% серебра.
Помимо припоя, для качественной пайки медных изделий пригодятся такие инструменты:
Газовая горелка (возможно, паяльник), предназначенные для работы с медью. Труборез. Позволяет получать строго перпендикулярный ровный срез. Фаскосниматель. Поможет удалить заусенцы, выровнять соединяемые края. Расширитель. Для подгонки изделий разного диаметра
Здесь важно помнить, что расширяемая труба должна быть отожженной. Рулетка, молоток
Процесс пайки: пошагово с рекомендациями
Чтобы запаять медную трубу, важно соблюдать одно важное условие – скорость выполнения этой работы. При отсутствии навыков желательно сначала потренироваться на ненужных обрезках
Части системы, не нуждающиеся в пайке (например, кран с резьбовым соединением), лучше собрать на столе, только потом устанавливать в систему.
Как правильно паять медные трубы:
- держа тубу строго перпендикулярно к труборезу, отрезать кусок необходимого размера – зажать между лезвием и роликом и вращать инструмент вокруг трубы, после каждого оборота подтягивая болт на треть оборота;
- при помощи фаскоснимателя снять заусенцы, ершиком очистить внутреннюю поверхность, обезжирить;
- отрезать второй кусок и при помощи инструмента для медных труб – труборасширителя довести до необходимого диаметра (концы должны входить друг в друга с небольшим зазором), зачистить и обезжирить, длина соединения должна быть равной диаметру трубы;
- на внутреннюю трубу нанести минимальное количество флюса и распределить его равномерно при помощи кисточки (при большом количестве флюса он попадет внутрь, что приведет к шуму во время эксплуатации);
- соединить трубы, излишки флюса убрать тряпочкой;
- прогреть соединение при помощи уменьшенного пламени газовой горелки (прогревание прекращается, когда флюс становится серебристым, медь темнеет, а припой плавится от прикосновения к соединению);
- нанести припой на соединение (он плавится от соприкосновения с медью), проверить равномерность его распределения – припой должен заполнить все зазоры между трубами;
- при появлении на поверхности капель припоя пайка прекращается;
- остывать соединение должно в неподвижном состоянии;
- после остывания удалить остатки флюса при помощи мягкой тряпочки.
Пайка медных труб







По окончании монтажа систему необходимо прогреть горячей водой под напором.
Техника безопасности при пайке
После обзора, как спаять медные трубы, логично выяснить, какие меры предосторожности следует соблюдать во время работы:
- не держать в руках детали, которые короче 30-и сантиметров – медь отличается очень хорошей теплопроводностью, что может повлечь за собой ожоги;
- если во время работы на открытые части тела (руки, глаза) попадает флюс, его немедленно нужно смыть водой (чтобы избежать химического ожога);
- перед работой следует надеть одежду, не содержащую синтетики, так как газовая горелка – это открытое пламя;
- следует позаботиться о хорошей вентиляции, так как при пайке выделяется много дыма от сгоревшего флюса и пары припоя – они вреден для здоровья.
Преимущества пайки при соединении медных труб очевидны – не требуется дорогостоящее оборудование, и структура меди не меняется. В результате получается очень прочное и долговечное соединение. Как паять медные трубы, может научиться любой
Самое важное в этом процессе – соблюдение технологии и аккуратность
Рекомендуем посмотреть еще одно видео о пайке мягким припоем:
https://youtube.com/watch?v=qLEJD5iGqVM
Пайка меди мягким припоем
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.

Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка — разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.

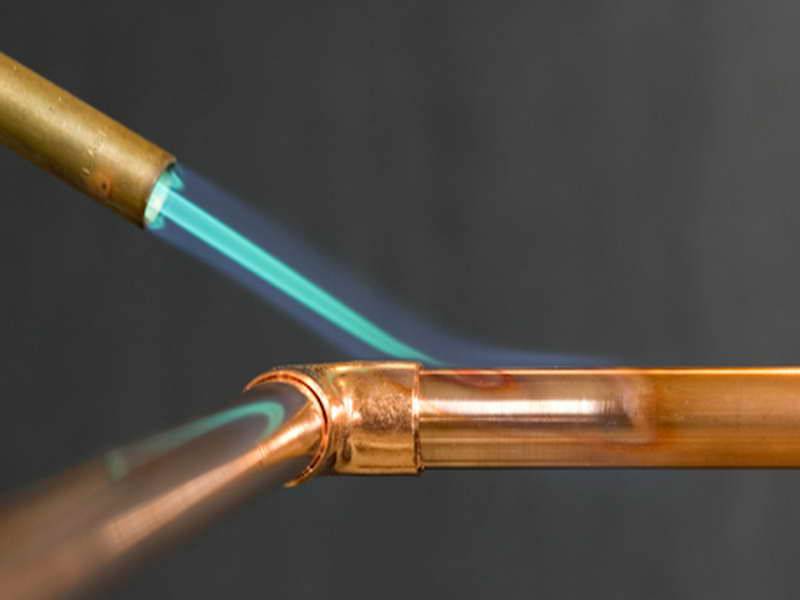
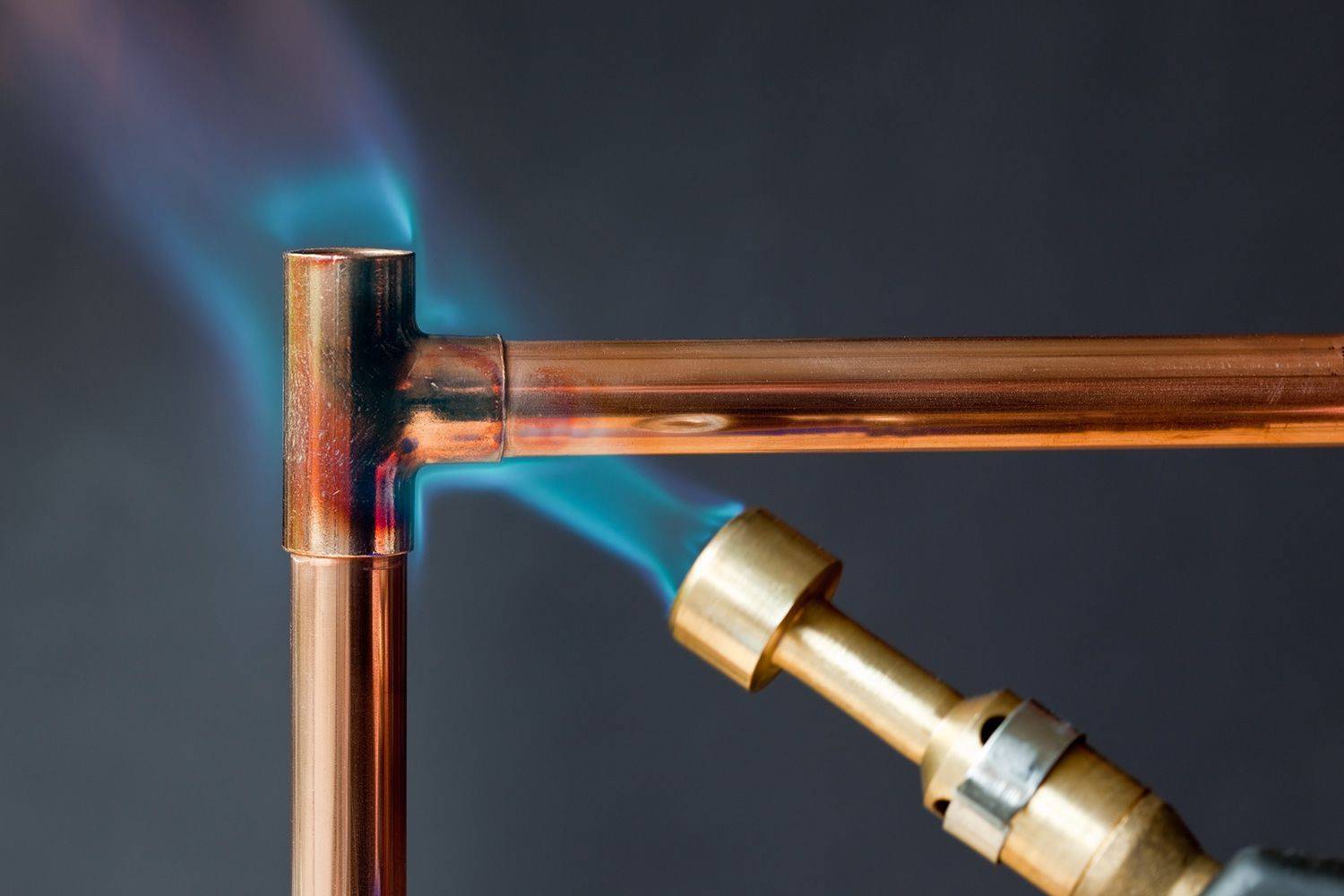
Технология пайки медных труб мягким способом с помощью газовой горелки
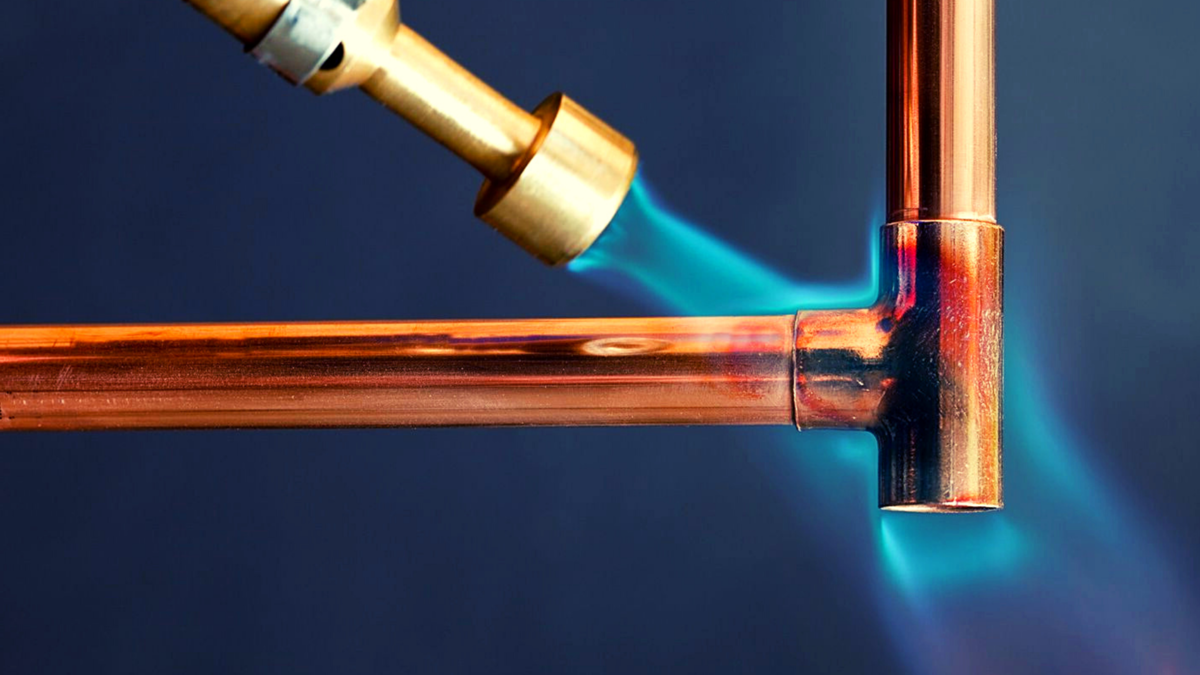
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.






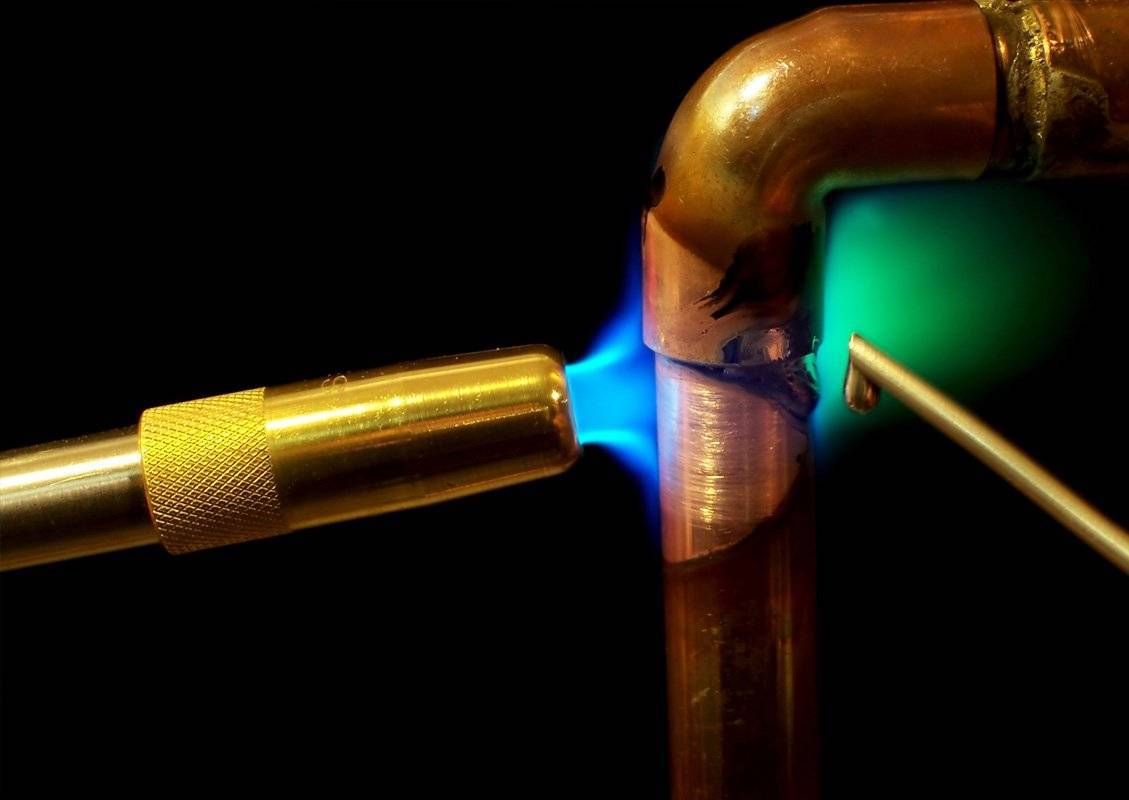
Соединение нужно разогреть по всей окружности равномерно.

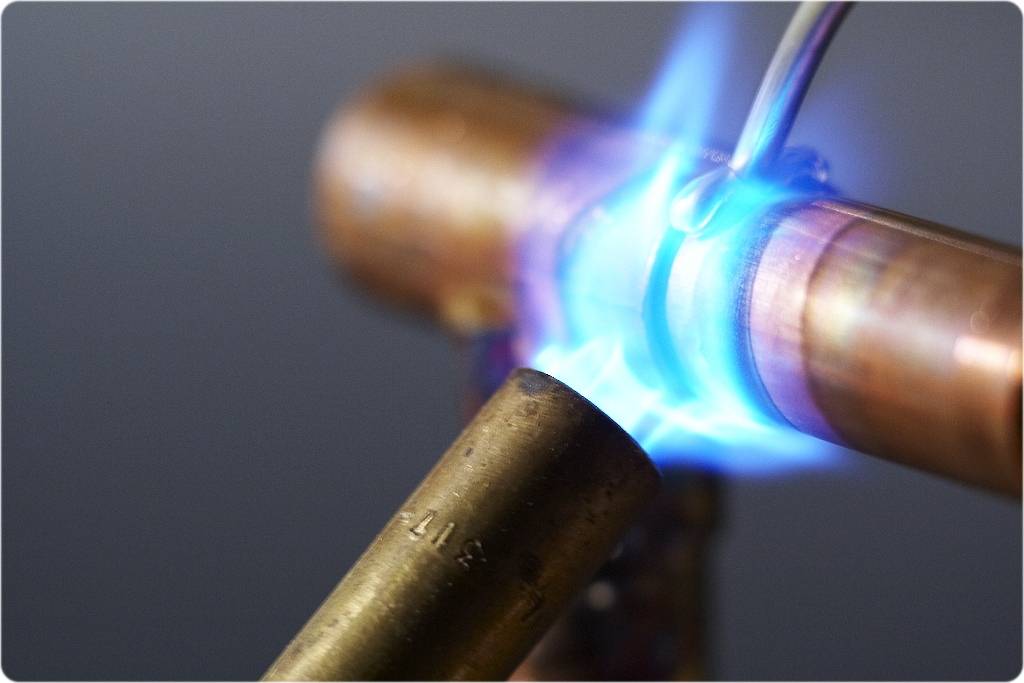
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Общая информация
Прежде чем приступать к пайке меди, необходимо внимательно изучить ее методику. Попытки сразу использовать паяльник или другое оборудование точно ни к чему хорошему не приведут. Ответственные специалисты обязательно изучают тематические ГОСТы:
- 17325-79 (базовые определения и термины);
- 17349-79 (ключевые способы и методы);
- 19249-73 (виды соединений, получаемых пайкой);
- 859-78 (основные марки меди);
- 19250-73 (типы паяльных флюсов);
- 7219-83 (технические параметры бытовых паяльников).
Пайка меди проводится двумя ключевыми способами. При высокотемпературной методике производится нагрев до 900 градусов. Подобный подход дает очень хорошие результаты на трубах высокого давления. Разумеется, тут нельзя обойтись без специальных материалов — рядовой припой не справится с такой задачей. А в идеале под каждое конкретное задание должен подбираться свой тип припоя.
С инженерной точки зрения пайка представляет весьма сложный физико-химический процесс, при котором достигается неразборное соединение. Часть детали под воздействием нагретого вещества будет плавиться, при этом происходят такие частные процессы, как:
- смачивание;
- растекание;
- насыщение зазора;
- кристаллизация.
То, насколько прочным окажется стык, зависит от появляющихся химических связей между соприкасающимися слоями, а также между отдельными частицами. Преимущества пайки таковы:
- возможность связывать произвольное сочетание металлов;
- возможность начинать работу независимо от того, до какой температуры сначала прогреты изделия;
- возможность связать металлические и неметаллические вещества;
- доступность соединений для последующей распайки;
- сравнительно точная выдержка геометрии и габаритов изделия;
- минимизация внутренних напряжений и риска коробления;
- механическая крепость;
- довольно высокая производительность (особенно при капиллярной пайке).
Медь паять легче, чем многие другие металлы. Ее поверхность очищается от грязи без всяких проблем. Реакция разогретой на воздухе меди с кислородом и другими контактными веществами практически отсутствует. Потому можно отказаться от различных флюсов сложного состава. Трубопроводы паяют в основном по «капиллярной» методике, что усложняет отбор труб по геометрическим показателям, однако позволяет добиваться исключительно высоких результатов.
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Флюс можно использовать различных производителей, например, Sanha
Как соединить медные изделия?
- Отрезается, как и в предыдущем варианте, нужный отрезок изделия;
- Внешняя и внутренняя часть очищается от загрязнений посредством специального ерша или губки для меди;
- Труба вставляется в капиллярный фитинг до предела, наносится флюс, излишки которого можно удалить чистой тканью;
- Соединение нагревается посредством газовой горелки или специального строительного фена, наносится припой. Припой должен расплавиться и равномерно заполнить монтажный зазор;
- Ждем естественного остывания припоя. Остатки флюса убираются при помощи влажной и чистой ткани.
Теперь вы знаете, как соединить медные трубы несколькими способами. Если что-то в монтаже медных изделий кажется вам неясным, вы всегда можете изучить обучающее видео. В принципе, работа эта достаточно проста и ее можно выполнить самостоятельно, не прибегая к услугам профессионалов.
Техника безопасности при работе с медью
При пайке трубопроводов в домашних условиях соблюдают следующие правила:
Используют защитные рукавицы. Медные детали быстро нагреваются, поэтому мастер рискует получить ожог
Особенно это касается отрезков труб длиной менее 30 см.
Соблюдают осторожность при использовании флюса. Средство содержит кислоту, при попадании на кожу человека вызывает химический ожог
В таком случае необходимо прекратить сварочные работы, смыть состав большим количеством мыльного раствора.
При работе используют защитный костюм. Одежда из синтетических тканей, чувствительных к нагреву, не подойдет. Лучше использовать плотный костюм из хлопка.
Помещение, в котором ведется работа, постоянно проветривают. В противном случае можно отравиться парами флюса.
Готовые изделия тщательно промывают горячей водой, удаляя остатки химических составов.

Инструменты и материалы для монтажа медных труб своими руками
горелка для пайки медных труб – ключевое оборудование для пайки. Существует многообразие видов горелок, выбор желательно остановить на газовой горелке с пьезоподжигом и насадкой для регулировки пламени.
- Припой для пайки медных труб – обычно это олово в виде прутков или катушек проволоки.
- Флюс для пайки медных труб – это паста, которой покрывают поверхность труб и фитинга для того, чтобы она растворила оксидные пленки на поверхности соединяемых деталей, защитила медь от окисления в результате нагревания и обеспечила увлажнение поверхностей в момент растворения припоя.
- Труборез для медных труб – инструмент для резки медных труб труборасширитель для медной трубы – инструмент для увеличения диаметра медных труб при вмонтировании деталей одна в другую.
- Фаскосниматель – инструмент для снятия фаски, избавления материала от возможных заусенцев.
- Фитинги – соединительные детали различных конфигураций.
- Ершик и щетка стальные для чистки внутренней и внешней сторон фитингов и труб.
Инструменты, необходимые для пайки медных труб своими руками
Оборудование для пайки медных труб не отличается дороговизной и исключительностью. Зато потребует некоторых усилий для того, чтобы получить уверенные навыки по его использованию: желательно потренироваться на обрезках труб для того, чтобы разобраться с тонкостями технологии и методов. Пошаговая инструкция соединения мягким припоем медных труб
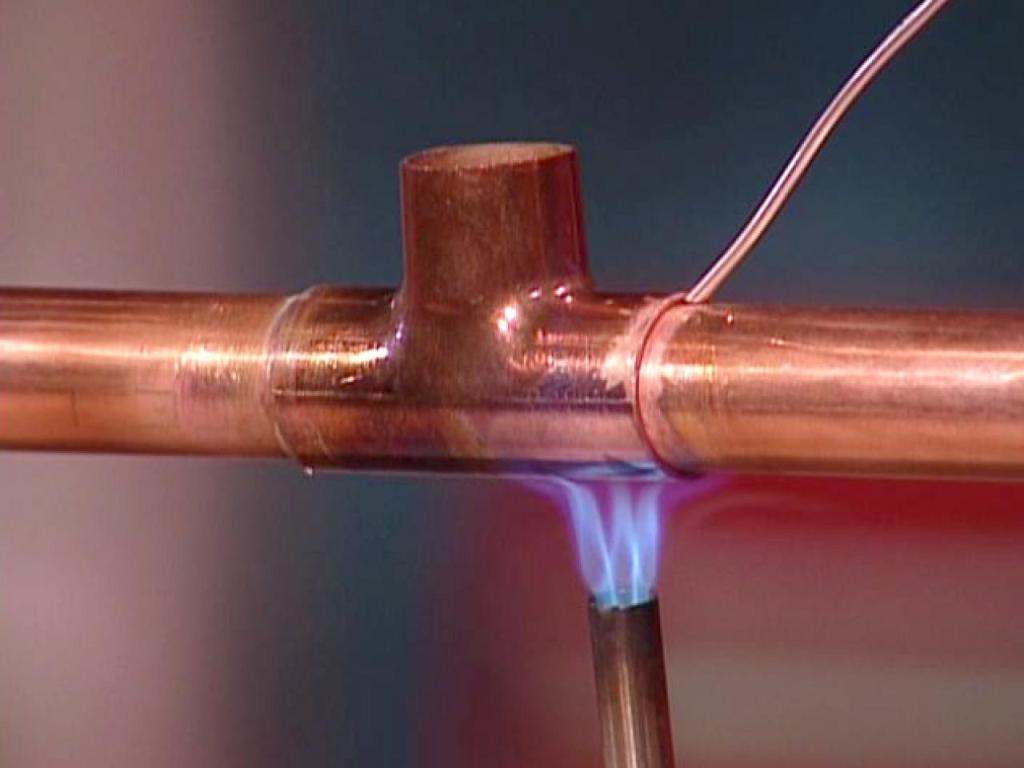
Шаг 1. С помощью труборасширителя увеличить диаметр фитинга, с помощью фаскоснимателя – зачистить края трубы. Шаг 2. Щеткой отполировать внешнюю часть трубы, ершиком – внутреннюю часть фитинга. Шаг 3. Специальной кисточкой нанести на трубу и фитинг пасту для пайки медных труб – флюс – и сразу же соединить детали, не допуская попадания любого вида загрязнений или инородных предметов. Шаг 4. Газовой горелкой для пайки водопроводных медных труб аккуратно нагревать соединение, действуя по всей поверхности. Показатель хорошего нагрева – изменение цвета флюса для пайки.
Процесс пайки медной водопроводной трубы
Шаг 5. Прекратив нагревание соединяемых поверхностей, наносить припой для пайки медных труб по всему периметру соединения. Огнем горелки нельзя задевать проволоку припоя: олово должно плавиться на медной поверхности от её высокой температуры без прямого воздействия огня. Шаг 6. Дождаться естественного и полного охлаждения детали – без дополнительных средств для быстрого охлаждения. Шаг 7. Обязательно удалить остатки флюс-пасты с поверхности влажной тряпкой. Её воздействие необходимо только во время пайки: она разрушает защитный слой медных деталей.








Это важно: детали во время пайки и сразу после неё должны быть хорошо закреплены, так как паять медные трубы можно только в неподвижном состоянии.
Шов на месте сцепления деталей должен быть ровным и плотным. Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды.
Внешний вид правильно спаянной медной трубы
Горелка газовая

Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки. Они делятся на несколько видов:
- Приспособление с одноразовым баллоном для бытового применения;
- Горелка с установленным стационарным баллоном;
- Ацетилен-кислородная горелка, пригодная для пайки труб из меди. Именно её и нужно отыскать для выполнения работ.
В свою очередь горелка для плавления припоя и пайки меди может отличаться мощностью. Выбирать нужно в зависимости от того, каким припоем вы будет работать (мягким или твёрдым).
- Для пайки мягким припоем можно брать маломощную полупрофессиональную горелку с газом термофеном. Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
- Пайку медных труб водопровода твёрдым припоем можно проводить только профессиональными горелками.
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.





