

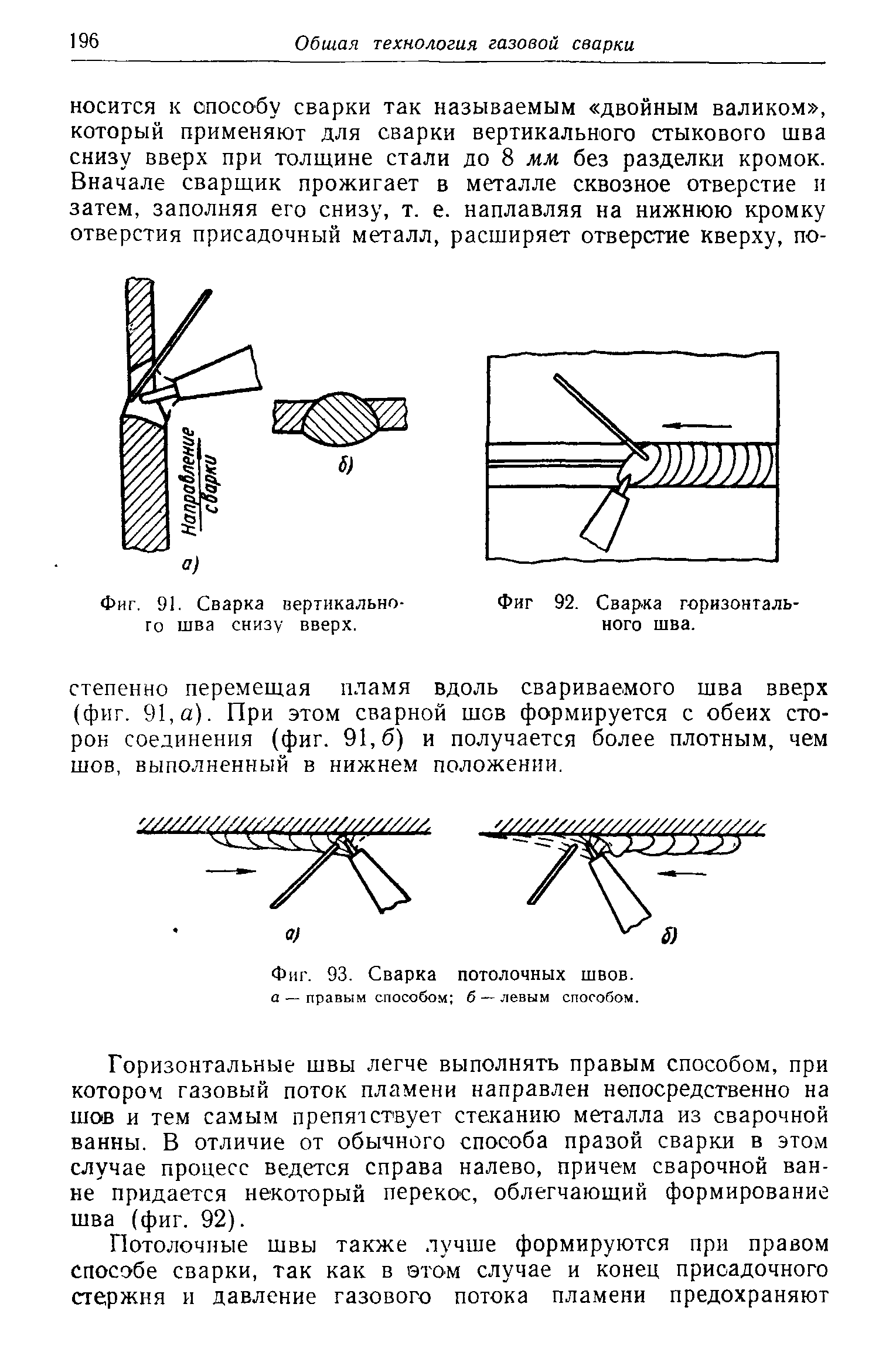
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов. Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
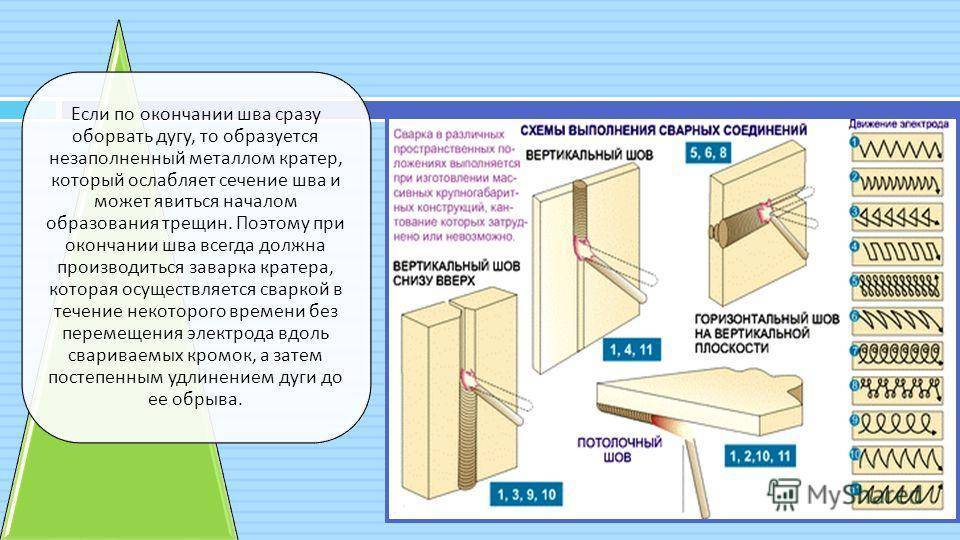
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
Схема положения шва в пространстве
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
Особенности и порядок сваривания
Дуговая сварка для начинающих сварщиков считается самой простой и доступной в обучении. Начинать процесс сваривания нужно с розжига дуги, который осуществляется двумя методами:
- касание. Под углом 60° размещается электрод, концом которого нужно слегка коснуться металлической поверхности и сразу же поднять его на 3-5 мм. Если все сделать правильно, то должна дуга образоваться;
- чиркание. По подготовленному металлу быстро нужно провести самим кончиком электрода и без замедлений поднять его на расстояние 2-3 мм.
Лучше всего зазор выдерживать в среднем 0,5 см, поскольку при его уменьшении электрод будет залипать. Контролировать длину дуги можно также по присутствующему звуку. Наличие резких звуков указывает на то, что зазор чрезмерно большой. Если звук ритмичный и размеренный, то длина дуги постоянная и нормальная.
Начинать сваривать детали нужно сразу же как поймана оптимальная дуга. Плавно и медленно с незначительными колебаниями в стороны электрод перемещается по направлению создаваемого стыка. Когда еще до окончания шва электрод сгорел, то следует вставить второй, отступить примерно 10-12 мм от образовавшего в оборвавшемся шве кратера, повторно зажечь дугу и продолжать процесс, двигаясь вперед.
Обычно стыковые соединения в несколько слоев выполняет:
- двумя – элементы, толщина которых не превышает 6 мм;
- тремя – детали с диапазоном толщины от 6 до 12 мм;
- четырьмя – изделия, у которых больше 12 мм составляет толщина.
Различают также разные траектории движения дуги и выполнять их нужно одновременно:
- поперечная. Ширина движений должна отвечать заданной ширине шва;
- продольная. Формирует тоненький валик ниточного шва;
- поступательная. Способствует поддержанию однообразной дуги, сам электрод при этом перемещается вдоль линии сварного соединения.
Сплошным швом сваривать не рекомендовано, поскольку произойдет перекос металла. При слишком быстрых движениях электродом стык получится неровным и на нем останутся непроваренные участки. Слишком медленно также нельзя электрод вести, потому в металле возникнут дырки от прожига.
Следить необходимо за зазором между свариваемой поверхностью и электродом. Если он очень маленький, то металл попросту не прогреется. Непрочный и неровный шов получится чрезмерно большом зазоре.
Хоть с первого взгляда довольно сложной кажется ручная дуговая сварка для начинающих, но если изучить технологию и следовать инструкции, то научиться сварочному мастерству может каждый.
Принцип работы
Для начала определите расположение ручки. Не стоит крепить ее далеко от края, это затруднит эксплуатацию двери. Учтите расстояние, необходимое для длины язычка и габаритов запорного механизма







Немаловажно рассчитать высоту установки, как правило, ручки располагаются на уровне пояса взрослого человека. Если речь идет о детской комнате, то руководствуйтесь данными ребенка
Для начала определите расположение ручки
Не стоит крепить ее далеко от края, это затруднит эксплуатацию двери
Для начала определите расположение ручки. Не стоит крепить ее далеко от края, это затруднит эксплуатацию двери
Далее готовим отверстия под монтаж. От края двери отмеряем примерно 60 мм – это стандартная длина язычка. Она может отличаться, поэтому нелишним будет этот вопрос уточнить. Для того чтобы определить габариты механизма, его освобождают от накладок и прикладывают к двери, очерчивая границы.
В случае если помимо ручки будет присутствовать другой элемент, для него также проводится разметка
На торцевой части двери отмечают место для входа язычка, важно расположить его точно в средней части полотна и сделать все метки максимально аккуратно. Полотно просверливают сверлом с коронкой до половины требуемой толщины, а потом продолжают работу, с другой стороны
У вас должно получиться абсолютно ровное отверстие, расположенное строго перпендикулярно поверхности полотна
Дрель держите ровно, нельзя ни на миллиметр отклоняться, иначе вы рискуете получить перекос, а значит неправильную работу ручки. Столь же аккуратным надо быть и при изготовлении места для язычка. Лучше всего это делать долотом. Перед тем, как установить ручку на межкомнатную дверь, нужно наметить места для болтов. Засверлите каждый наполовину, затем проверьте результат, если ровно – просверливайте до конца
У вас должно получиться абсолютно ровное отверстие, расположенное строго перпендикулярно поверхности полотна. Дрель держите ровно, нельзя ни на миллиметр отклоняться, иначе вы рискуете получить перекос, а значит неправильную работу ручки. Столь же аккуратным надо быть и при изготовлении места для язычка. Лучше всего это делать долотом. Перед тем, как установить ручку на межкомнатную дверь, нужно наметить места для болтов. Засверлите каждый наполовину, затем проверьте результат, если ровно – просверливайте до конца.
Следующий этап – создание паза для язычка. Отметить его расположение в коробке можно двумя способами:
на собачку нанести любое красящее вещество, например, мел или каплю краски. Закрыть дверь и немного повращать ручку, оставленный след и будет меткой;закрыть дверь и вставить между ней и коробкой линейку, по которой проставить отметки-уровни.
После того, как работа завершена, убедитесь, что ручка прикреплена и функционирует правильно. Если вы допустили ошибку и вам придется устанавливать новую ручку на место старой, то учтите следующее:
- новый элемент должен совпадать по размерам с уже существующими отверстиями;
- то же касается и декоративных накладок, в противном случае будет виден зазор, который испортит весь внешний вид двери;
- уменьшить отверстие можно при помощи шпаклевки, но такую «заплатку» придется зачищать и, скорее всего, подгонять под цвет полотна; в случае если, наоборот, новый механизм больше, то увеличить место под него можно с помощью долота.
Post Views: 130
Сварка вертикальных, горизонтальных и потолочных швов
Сварка швов в вертикальном, горизонтальном и потолочном положении
Сварка вертикальных, горизонтальных и потолочных швов требует повышенного профессионального мастерства от сварщика. В отличие от сварки швов в нижнем положении, сварка швов в вертикальном, горизонтальном и потолочном положении имеет свои особенности и трудности. Одна из таких трудностей — это растекание расплавленного металла из сварочной ванны или попадание расплавленного электродного металла мимо неё.
Чтобы исключить подобные моменты, сварку металлов стараются вести максимально короткой дугой, насколько это возможно. Движение электрода выполняют, чаще всего, с поперечными колебательными движениями.
При сварке в нижнем положении, сила тяжести не способствует растеканию жидкого металла за пределы свариваемых кромок. А при сварке в других пространственных положениях, жидкий металл, под действием силы тяжести, растекается за пределы металлической ванны. И в этом случае металл может удерживаться от растекания лишь силой поверхностного натяжения.
Поэтому, для увеличения силы поверхностного натяжения, нельзя допускать большого объёма сварочной ванны. Чтобы уменьшить объём ванны, необходимо время от времени отводить электрод в сторону от неё, чтобы жидкий металл мог частично закристаллизоваться.
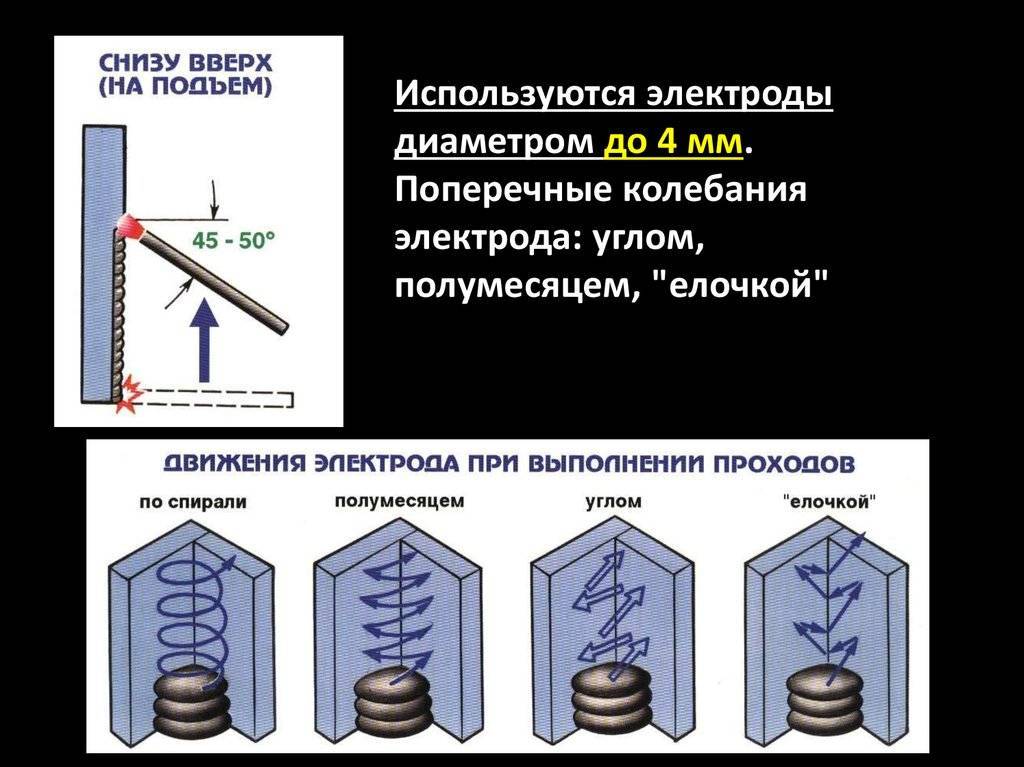
Далее, необходимо уменьшить ширину сварочных валиков. Она не должна превышать трёх диаметров электрода. Кроме того, при выборе режимов ручной дуговой сварки, силу тока устанавливают на 10-20% ниже того значения, который используется при сварке в нижних положениях. Электроды для ручной дуговой сварки в наклонных положениях применяют малого диаметра: для сварки вертикальных и горизонтальных швов не более 5мм, а для сварки потолочных швов — не более 4мм.
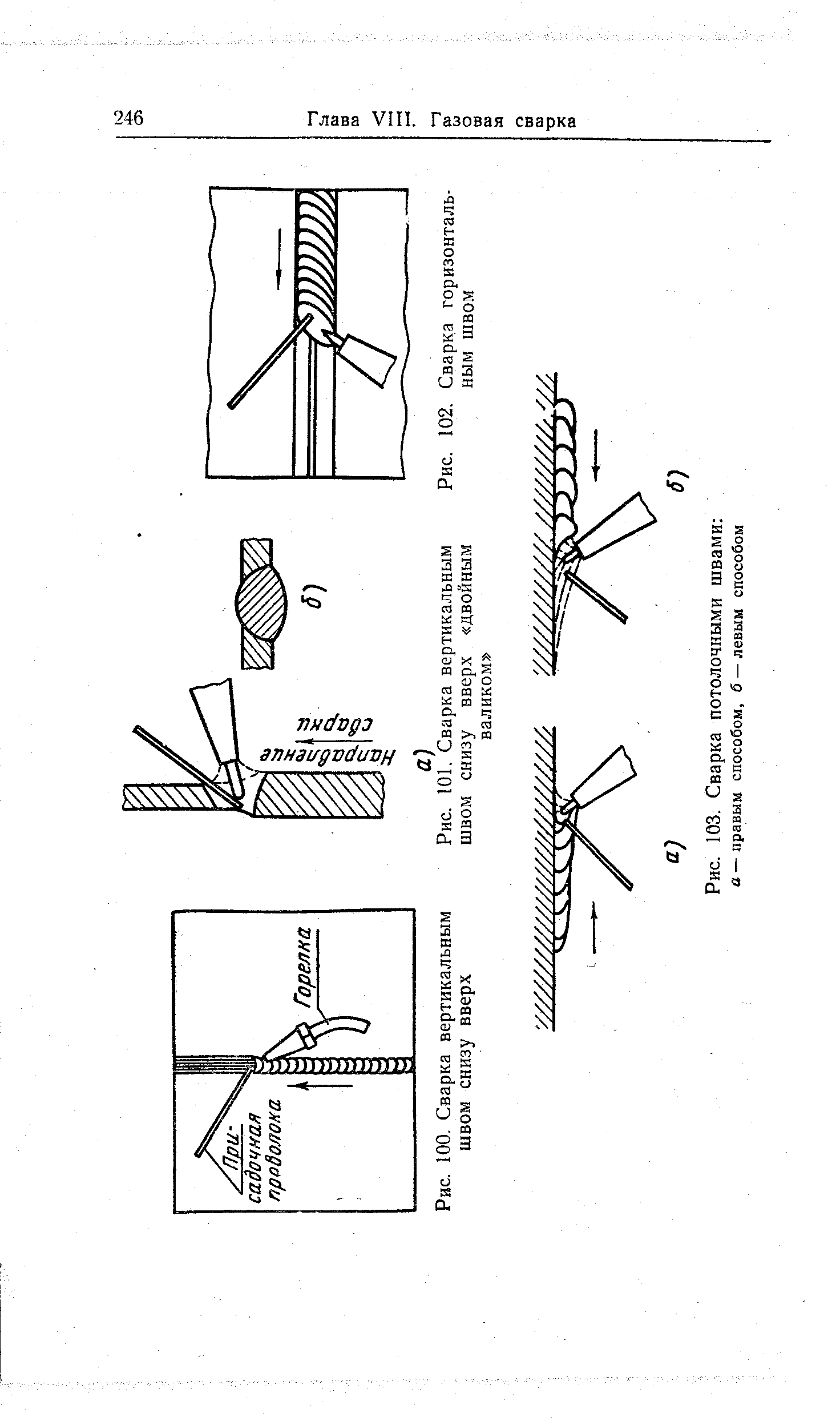
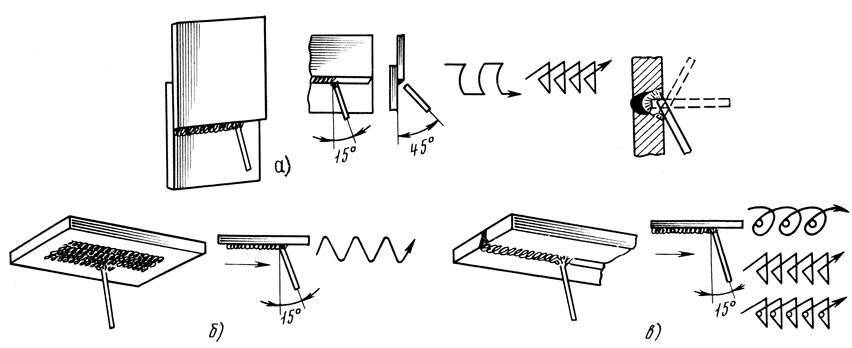
Сварка вертикальных швов
Сварка вертикальных швов может производиться снизу вверх (на подъём, схема а) на рисунке), или сверху вниз (на спуск, схема б) на рисунке). Рекомендуется вести сварку снизу вверх, если это возможно и, как можно более короткой электрической дугой. При сварке снизу вверх, нижележащий металл успевает частично кристаллизоваться и образующийся кратер в виде полочки, препятствует стеканию наплавляемого металла и помогает его удержать. При способе сварки на подъём, проще обеспечить хороший провар корня шва и сварных кромок, т.к. жидкий металл с них стекает в сварочную ванну и улучшает теплопередачу тепла от дуги к основному металлу. Но, при этом, поверхность сварного шва получается чешуйчатой.
При сварке на спуск хороший провар и высокое качество сварки получить сложнее. Жидкий шлак и расплавленный металл, под действием силы тяжести, подтекают под дугу. От стекания их может удержать сила отталкивания дуги и сила поверхностного натяжения, но часто их оказывается недостаточно и жидкий металл стекает вниз, на ещё не проваренные участки.
При сварке на спуск, электрическую дугу возбуждают при положении электрода, перпендикулярном к свариваемым кромкам. После возбуждения дуги, электрод наклоняют вниз и выполняют сварку максимально возможно короткой дугой (схема в) на рисунке). Рекомендуемый диаметр электродов 4-5мм, сила сварочного тока 150-170А.
Сварка горизонтальных швов
Сварка горизонтальных швов технически более сложная для выполнения, чем сварка вертикальных швов. Происходит это из-за того, что при сварке стыковых швов, находящихся в горизонтальном положении, расплавленный металл из сварочной ванны перетекает на нижнюю кромку. В результате, на верхней кромке, после затвердевания металла, могут образоваться дефекты в сварном шве в виде подрезов. При сварке толстолистового металла, чаще всего, скос делают только на верхней кромке. При этом нижняя кромка выступает в роли полки, удерживающей жидкий металл от стекания. Электрическую дугу возбуждают на нижней кромке и затем перемещают её на верхнюю кромку со скосом и обратно (схема а) на рисунке справа).
Сварка угловых швов в горизонтальном положении (в соединениях внахлёст, см. схему б) на рисунке) , по технике исполнения близка к сварке в нижнем положении и сложностей при такой схеме не возникает. Сварку горизонтальных швов выполняют, обычно, электродами диаметром 4-5мм.
Сварка потолочных швов
Сварка потолочных швов требует от сварщика высокой квалификации т.к. сварка в потолочном положении является наиболее сложной для исполнения. Её рекомендуется выполнять, периодически замыкая электрод на свариваемый металл. В промежутках между замыканиями, жидкий металл успевает частично кристаллизоваться, что позволяет уменьшить объём сварочной ванны.
Сварные швы: общие определения
Технология сваривания металлов тесно связана с понятием – сварной шов. Таковой формируется в процессе застывания металла, расплавленного дуговой электросваркой.
В зависимости от места исполнения сварки шов может располагаться горизонтально или вертикально. Кроме того, пространственное расположение шва может быть нижним, боковым, верхним.
Виды сварных швов: 1 – горизонтальный в нижней плоскости; 2 – горизонтальный в верхней плоскости (потолочный); 3 – горизонтальный в боковой плоскости; 4 – вертикальный в боковой плоскости
Наиболее простой и легкой для исполнения считается укладка сварных швов в плоскости нижнего горизонта. В таких условиях расплавленный металл достаточно легко поддаётся контролю.
Простой сварочный шов, уложенный в нижней горизонтальной плоскости. Это самый легкий тип шва, что встречается в практике сварочной технологии
Оставшиеся варианты расположения швов в пространстве (боковое и верхнее) признаны технологически сложными для исполнения, требующими изучения техники сварки, наработки соответствующего опыта.
Сварной шов получается в результате кристаллизации расплавленного металла. Он относится к наиболее прочным видам соединений, применяемым в сборке металлоконструкций различного назначения и масштаба.
Сварные соединения относятся к разряду неразборных. Они обладают максимальной прочностью, т.к. производятся на молекулярном уровне. Однако в зоне сварки кристаллическая решетка разрушается и структура металла изменяется. По своей форме относительно оси все сварные швы делятся на выпуклые, плоские и вогнутые.
Самый прочный первый вариант, но он требует опыта и аккуратности при выполнении. Вертикальные и горизонтальные сварные швы производят по стыковой технологии. Они различаются по глубине проплавления и толщине. Для статической нагрузки нужны выпуклые сварные швы.
Вогнутые в большинстве случаев считаются браком, плоские используют в конструкциях для динамической нагрузки. В сварке труб и закругленных конструкций используются стыковые швы, технология выполнения которых схожа с выполнением горизонтальных и вертикальных.
По нормативам выпуклость горизонтальных и вертикальных швов не может превышать 1 мм, если толщина соединяемого металла до 26 мм. Если толщина больше 26 мм, то толщина шва может быть 2 мм, а углового 3 мм. На качество создаваемого шва немалое влияние оказывает скорость его выполнения.
Не следует слишком торопиться и слишком медленно “вести” электрод для получения прочного непрерывного сварного шва. Примеры вертикального сварного шва. Сборка металлоконструкций сварным методом. Аккуратный выпуклый сварной шов. Широкий стыковой сварной шов. Прочный выпуклый шов спиралью. Сваривание трубы горизонтальным швом. Угловой выпуклый вариант шва. Сварка швов с различающиеся скоростью.
Обратноступенчатый способ сварки длинных швов

Технология сварки и резки различных металлов, чугуна, железа, стали, цветных металлов

Наши дополнительныесервисы и сайты:г. С аратов
поддержка проекта:
код нашей кнопки:
Сварка тонколистового металла, и швов различной протяженности и толщины
Сварка тонколистового металла.
Сварку металла толщиной 1,5-3 мм следует вести на постоянном токе обратной полярности. На переменном токе сварка возможна только с применением осцилляторов. Сварка выполняется с периодическими замыканиями дуги через расплавленные капли электродного металла. Основной металл проплавляется на всю глубину и даже немного протекает на обратную сторону.








Сварка швов различной протяженности и толщины.
По протяженности швы делятся на| короткие (до 300 мм), средней длины (300-1000 мм) и длинные (более 1000 мм). Короткие швы сваривают от начала до конца в одном направлении. Швы средней длины сваривают участками (1-6) от середины к концам шва или обратноступенчатым способом (рис. 54). Длину участков подбирают таким образом, чтобы каждый из них можно было сварить целым числом электродов. Для сварки длинных швов также применяют обратноступенчатый способ, который дает возможность хорошо проплавить начальные участки швов и уменьшить коробление изделия.

Рис. 53. Схема переноса капель металла при потолочной сварке
Рис. 54. Сварка швов средней длины а -участками от середины к концам; б — обратноступенчатым способом
Для наложения длинных швов большой толщины используют способ сварки «горкой» или «каскадом». При сварке «горкой» (рис. 55) на участке длиной 200- 300 мм накладывают первый слой шва в середине. Затем, отступив на 200-300 мм от его начала, заваривают этот отрезок до начала первого слоя, перекрывают первый слой и заканчивают сварку на расстоянии 200- 300 мм от конца первого слоя. В таком же порядке располагают все последующие слои до достижения одним из них расчетной толщины шва. После этого подваривают уже более короткие отрезки на участках, не имеющих еше расчетной толщины шва. При сварке «каскадом» отрезок первого слоя длиной 200-300 мм накладывается в конце шва. После этого сварка выполняется в последовательности, аналогичной сварке «горкой».
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Статья по теме: Чем обшить дом снаружи: обзор материалов
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
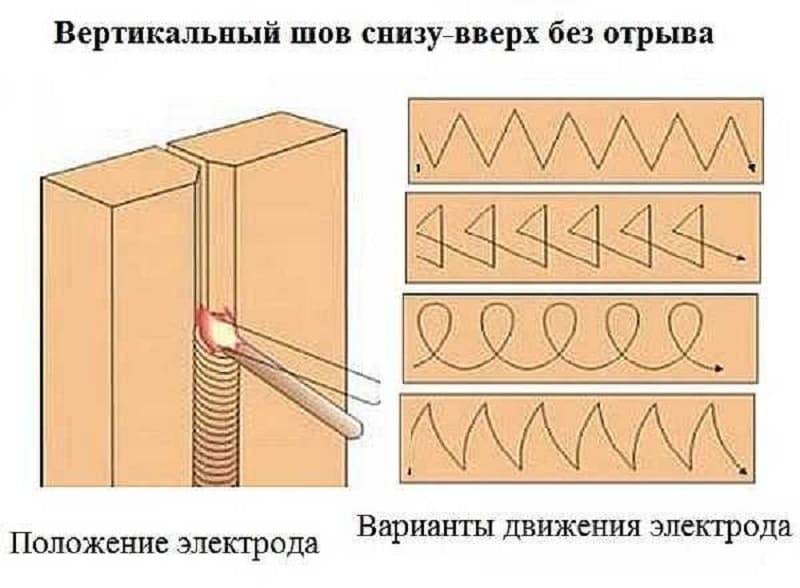
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
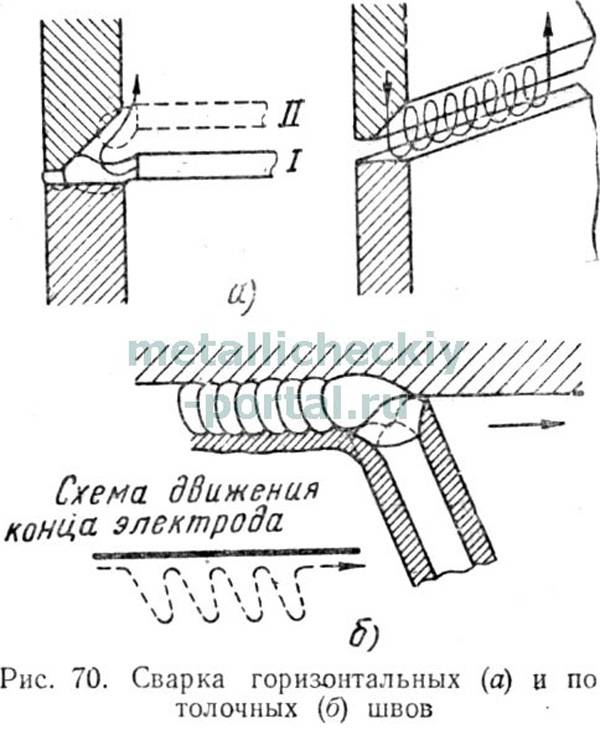
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
 Чертеж сварочных швов.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
![§ 36. выполнение вертикальных, горизонтальных и потолочных швов [1979 рыбаков в.м. - сварка и резка металлов]](https://les-stroi.ru/wp-content/uploads/6/6/2/662154d300555748e5c8e610112c1d71.jpeg)


Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
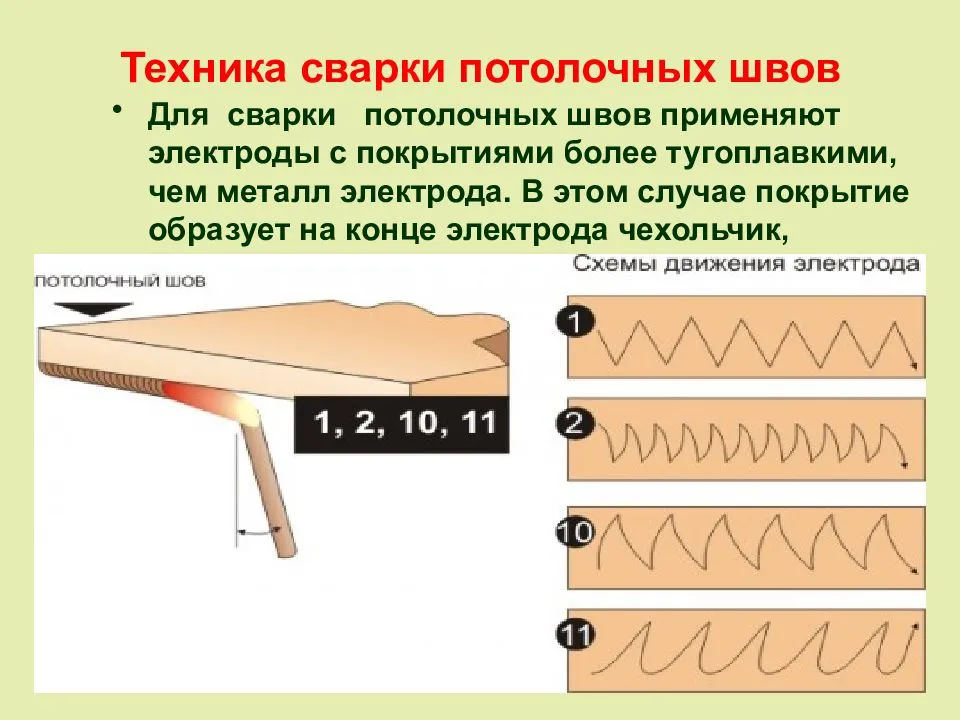
Потолочные
 Характеристики разных видов сварных соединений.
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Принципы вертикальной сварки
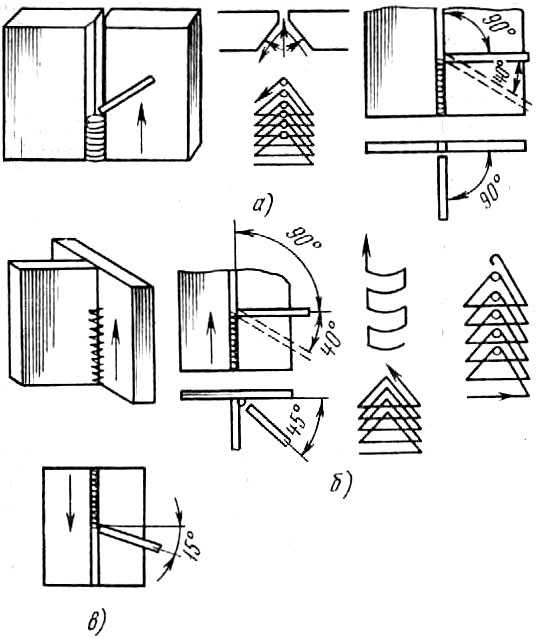
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.





