

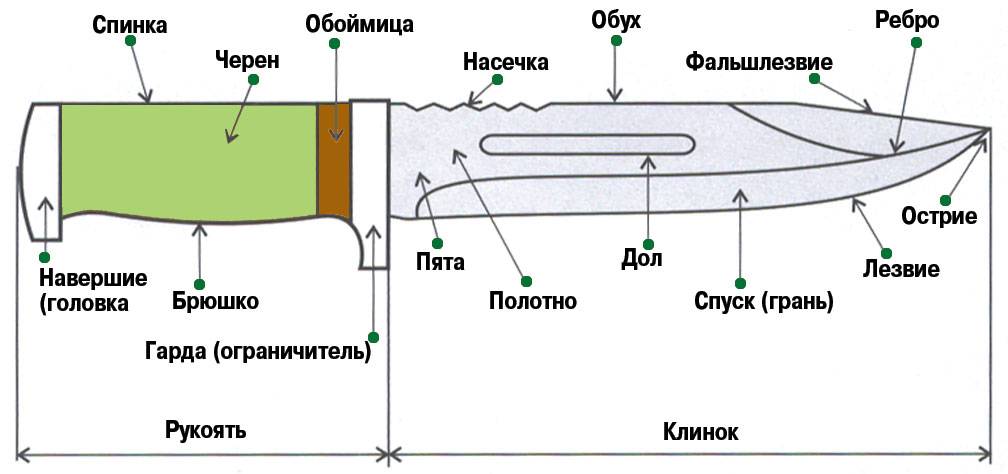
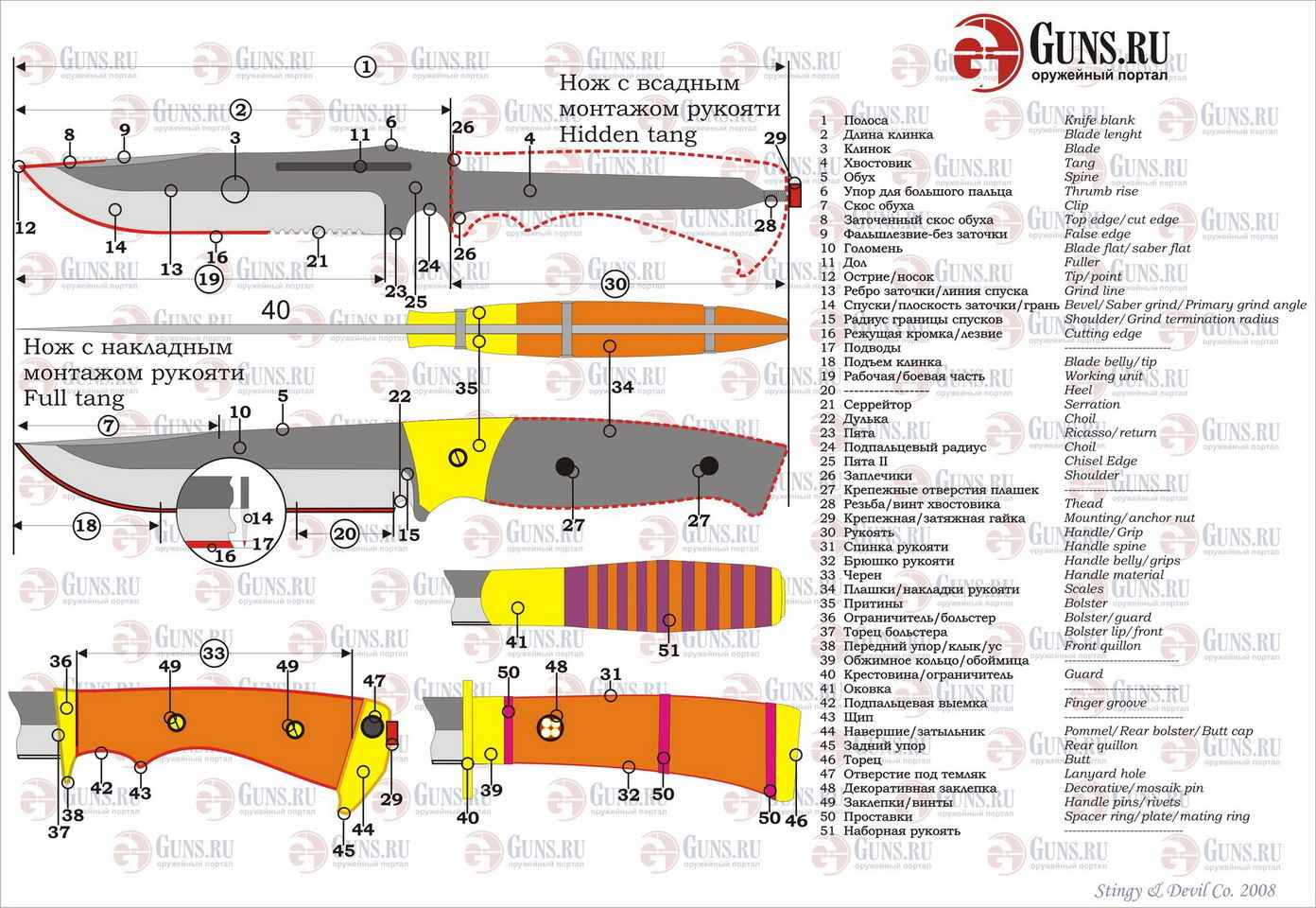
Составные части ножа

Изделие из Златоуста.
Основными деталями ножа являются – клинок и рукоять. Существовать по отдельности эти части не могут, они дополняют друг друга и взаимодействуют в логике функциональности и предназначения.
Хороший нож имеет прочный и эластичный клинок. Но также он должен обладать износостойкостью и хорошо противостоять коррозии.
Секреты мастеров скрываются в этих нехитрых характеристиках клинков. Годами накопленные знания, порой охраняют от посторонних глаз. В современной России, производство ножей получило хороший толчок после кризиса в 1998 году.
Тогда стали появляться всевозможные малые частные предприятия металлообрабатывающие кустарные производства. Но затем они стали очень популярны в народе. Такие города, как Златоуст, Ворсма, Павлов, стали традиционными центрами по производству ножей.
Глубокие знания законов металлообработки и свойств стали, позволили мастерам по изготовлению клинков, поднять планку обработки металла до должного уровня. Мастера стали узнаваемы по индивидуальным конструкциям и рисунку клинка.
Недостатки серрейторного лезвия
Нет идеальных вещей. Баланс в жизни просто необходим. Отрицательные стороны есть и у волнистой заточки. Посмотрим, насколько сильно, они портят картину, работая с серрейторным ножом:
- Разрезаемые продукты будут иметь своеобразные полосы, и потенциально разорванные ткани на мясе – деликатный рез не получится.
- Сложно поддаётся заточке, операция доступна специалистам.
- Клинок для левши подбирать необходимо отдельно.
- Необходим тщательный уход, после работы промеж зубцов остаются остатки продуктов или разрезаемого материала.
Минусы являются довольно сомнительными, для каждой операции есть определённый нож. Ухода требует любой клинок. Мыть после работы и протирать насухо – обязательно, все ножи. Для левшей уже давно изготавливают отдельные изделия, следует только поискать.
Элементы, которые делают хорошую ножевую сталь
Каждый вид ножевой стали имеет свои сильные и слабые стороны, и важно подумать о том, как и где вы будете использовать нож, прежде чем покупать его. В зависимости от области применения металлурги добавляют в сталь элементы, которые могут повысить производительность в различных категориях. Вот некоторые распространенные из них, встречающиеся в качественной стали:
Карбон
Углерод-это основной элемент, превращающий железо в сталь. Клинковые стали часто называют “высокоуглеродистой” сталью, и, как правило, твердость будет увеличиваться по мере добавления большего количества углерода. Углерод также улучшает прочность на растяжение, износостойкость и удержание кромок. Однако у вас может быть слишком много хорошего, так как избыток углерода приведет к тому, что сталь станет хрупкой.
Добавление хрома в сталь повышает ее устойчивость к коррозии. Сталь должна содержать не менее 13 процентов хрома, чтобы быть классифицированной как “нержавеющая”. В дополнение к распределению по всему материалу в неизмененном химическом состоянии, хром соединяется с углеродом, образуя частицы, называемые карбидами (подробнее об этом ниже). Карбиды хрома являются самыми мягкими из всех карбидов, но они все еще тверже стали, и их распределение способствует общей твердости, прочности на растяжение и удержанию кромок.
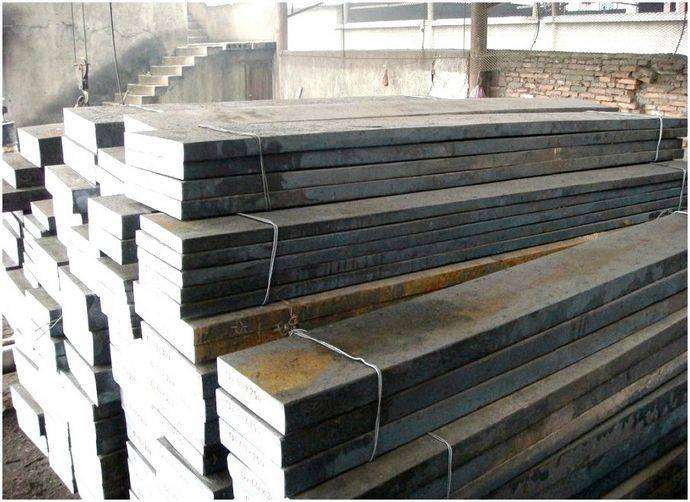
Вид на выплавляемую сталь со станции оператора индукционной печи. Тигельные отрасли промышленности
Молибден
Молибден, или молибден, используется в относительно небольших количествах. Это еще один карбидообразующий материал, повышающий прочность клинковой стали.
Ванадий
Ванадий образует самые твердые карбиды, которые встречаются в современной лезвийной стали; он может оказывать сильное влияние на свойства ножа. Эти твердые, чрезвычайно мелкозернистые карбиды помогают повысить износостойкость готового лезвия. Многие новые, высококачественные клинковые стали содержат значительное количество ванадия.
Другие элементы, обычно встречающиеся в современных ножах из нержавеющей стали, включают никель, кобальт, марганец, кремний, ниобий, вольфрам и даже медь.
Последовательность шлифовки скосов:
1) Еще раз осмотрите профиль клинка, чтоб выявить все недостатки.
2) Чтобы установить толщину грани, я наношу две линии приблизительно на расстоянии 1/32 дюйма между ними. Шлифовка до этой линии с каждой стороны позволит получить приблизительно правильную толщину грани, что обезопасит клинок во время операции по его закалке. Если скосы свести до тонкой, почти острой грани, она может потрескаться или деформироваться во время закалки. На фото показаны два способа нанесения центральной линии.
3) На сторонах клинка пометьте место, где скосы должны закончиться. Это место иногда называют шлифовкой спуска или конечным пунктом.
4) Отшлифуйте плоский скос примерно под 45 градусов вниз к начертанной линии с каждой стороны клинка.

Для создания радиуса на спинке клинка используется средний камень Crystalon После многолетнего использования на этом камне остались заметные углубления. Когда, изнашиваясь, углубление становится слишком широким, начните другое Для смазки камня используйте керосин без запаха или масло для лампы.
5) Затем отшлифуйте серию неглубоких углублений, или дорожек, по длине клинка, пока ширина скоса не определится и не станет достаточно плоской. Другой метод: по ходу работы вы можете придать клинку выпуклую форму. Используйте прямую грань для проверки хода работы либо с плоской, либо с выпуклой шлифовкой. Если шлифовка у вас не получается, потренируйтесь на более мягкой стали.
6) При шлифовке старайтесь не заходить за начертанные линии, отмечающие конечную ее точку. Также не шлифуйте слишком высоко к спинке, чтобы не сделать ее тоньше, чем хотите.
7) Отшлифуйте несколько проходов с одной стороны клинка, а затем проведите ту же работу с другой его стороны. Это позволит распределить напряжение по всему клинку более равномерно. Если снимать весь лишний материал сначала с одной стороны клинка, а затем перейти к обработке другой стороны, это может привести к деформации клинка.
8) И снова повторяю, не делайте грань слишком тонкой до термообработки. Оставьте примерно 20% стали, которую необходимо удалить. Снимите этот припуск после того, как клинок будет закален и отпущен.
9) Соберите вместе шаблон для проверки клина клинка, изготовленный из дерева или другого материала (см. фото). Укрепите этот шаблон на клинке ножа, имеющего необходимый вам клин, завинтите барашковую шайбу и поместите обрабатываемый вами клинок в измерительный прибор, чтобы определить, достаточно ли он тонок.







10) Если у вас нет ленточного шлифовального станка, используйте наждачный диск, чтобы сравнять следы, оставшиеся после шлифовального колеса. Если зернистость шлифовального колеса была 36-40, возьмите наждачный диск зернистостью 80, затем 120 и, наконец, 240. Этого будет достаточно, чтобы затем перейти к стадии термообработки. Я использую самоклеящиеся диски на насадке гибкого диска (см. фото). Обрежьте с диска лишний материал, это даст вам возможность обработать достаточно острые углы.
11) Вы можете обнаружить, что ваш клинок получился слегка выпуклым, но это нестрашно, если он не слишком толстый.
12) Загладьте спинку клинка или оставьте ее квадратной, но мне кажется, что последний вариант выглядит немного незаконченным. Я всегда делаю фиктивную грань или просто закругляю спинку клинка. Рабочий нож получит закругленную спинку, если его сначала обработать напильником, а затем отполировать на камне с канавками. На фото показано, как я использую средний камень Crystal-on с канавкой на нем, чтобы придать красивый радиус спинке клинка.
13) С помощью тонкого камня или наждачной бумаги удалите все царапины, оставшиеся после шлифовки грани, двигая камень или наждачную бумагу от рикассо клинка (между клинком и хвостовиком) к острию и назад. Так мы удаляем любые «напряженные возвышенности», из-за которых грань может потрескаться во время закалки. Наличие грубых следов шлифовки, царапин и других неровностей можно проверить ногтем. Их называют напряженными возвышенностями. Напряжение металла, возникающее во время закалки, может привести к его растрескиванию у напряженной возвышенности, а этого следует избегать.
14) Не обрабатывайте рикассо на гибком диске. Это следует делать на тонкой ленте на плоской платформе или на гибком диске, либо вручную, как показано на картинке. На фото показано, как кусок влажной или сухой бумаги складывается пополам, прижимается зажимами к стальной пластине, и рикассо полируется вручную. Этот метод требует времени, но дает хорошие результаты, когда работа завершается на бумаге зернистостью 600.
15) Обязательно сделайте соединение между хвостовиком и рикассо плавно закругленным. Снова внимательно осмотрите весь клинок. Теперь он готов к термообработке.
Отжиг заготовки ножа
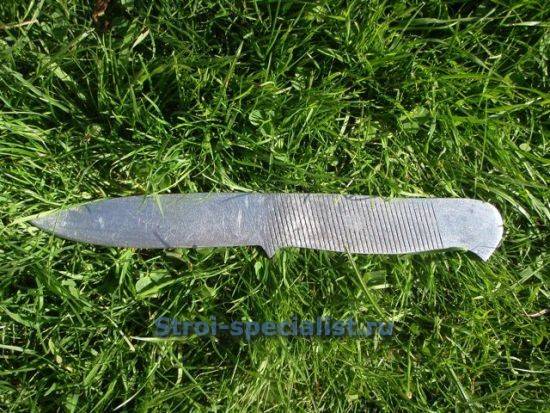
Основная сложность, связанная с приданием пластине рашпиля необходимой формы клинка связана с высокой твердостью детали. Конечно, можно обработать заготовку и на наждачном станке, но при этом придется потратить массу времени и израсходовать несколько камней. Альтернативой является снижение твердости напильника. Для этого используется один из видов термической обработки сталей (обработки температурными режимами), имеющий название отжиг. Он заключается в нагреве детали до сравнительно высоких температур (порядка 650 – 700 С), выдержке при этих температурах в течение нескольких часов и медленном охлаждении.
В домашних условиях отжечь заготовку для ножа можно, прогрев ее в дровяном костре, в духовке, в камине или в печи, протопив их как следует вместе с уложенной в топку заготовкой и оставив металл до полного остывания отопительного прибора. При такой процедуре твердость металла значительно снижается, и он может быть обработан как ручным слесарным инструментом, так и электрическим.
Добившись оптимального снижения твёрдости , с помощью болгарки изготовьте заготовку будущего ножа.
Проектирование ножа и придание формы
Одной из наиболее сложных задач в изготовлении ножа является проектирование его формы. Самым простым решением для начинающего ножестроителя будет скопировать очертания с любого понравившегося изделия
Лучше всего обратить внимание на модели с простыми формами, поскольку повторить сложные элементы, чаще всего отрицательно влияющие на функционал, в домашних условиях будет проблематично
Имея определённый опыт в изобразительном искусстве, можно нарисовать уникальный авторский проект
При этом следует обратить внимание на гармоничность линий и сочетание форм рукояти и клинка. Наиболее распространённой ошибкой при проектировании является «перелом» по линии обуха в месте их стыковки
Если специфика применения (как, например, у обвалочного или шкуросъёмного ножей) не требует именно такого сочленения, то лучше всего будет выполнить переход по прямой линии или плавной дуге.
Следующий момент – это длина рукояти. У большинства производителей этот параметр составляет 110 – 120 мм и почти не зависит от длины клинка. В любом случае, даже если нож делается под свою руку, желательно соблюдение такого допуска.
Не стоит также увлекаться количеством и глубиной подпальцевых выемок и упоров. Это снижает удобство работы обратным хватом и вполне может перевести изделие в разряд холодного оружия.
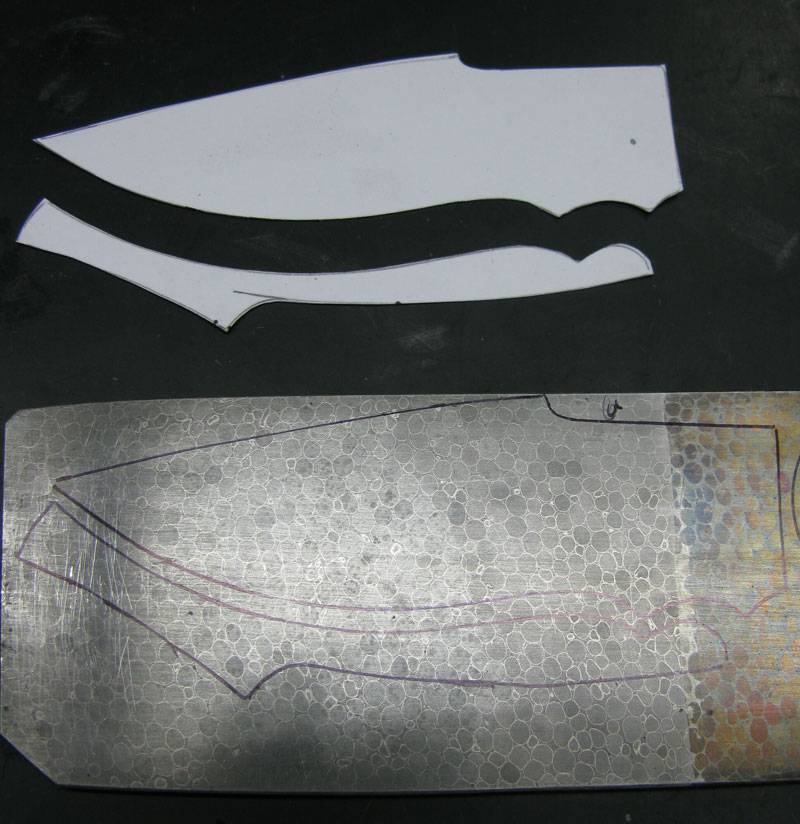
Для соответствия выбранной форме предварительно изготовьте простой картонный шаблон и контролируйте правильность работы, сверяясь с ним.
Одной из обязательных частей ножа является рукоятка. Для ее изготовления наибольшее распространение получили различные породы древесины. В нашем варианте использованы дубовые накладки, которые будут соединены латунными заклепками. Для их установки в хвостовой части заготовки необходимо просверлить три отверстия. Выполнить эту работу с отожженным металлом не составит труда.’
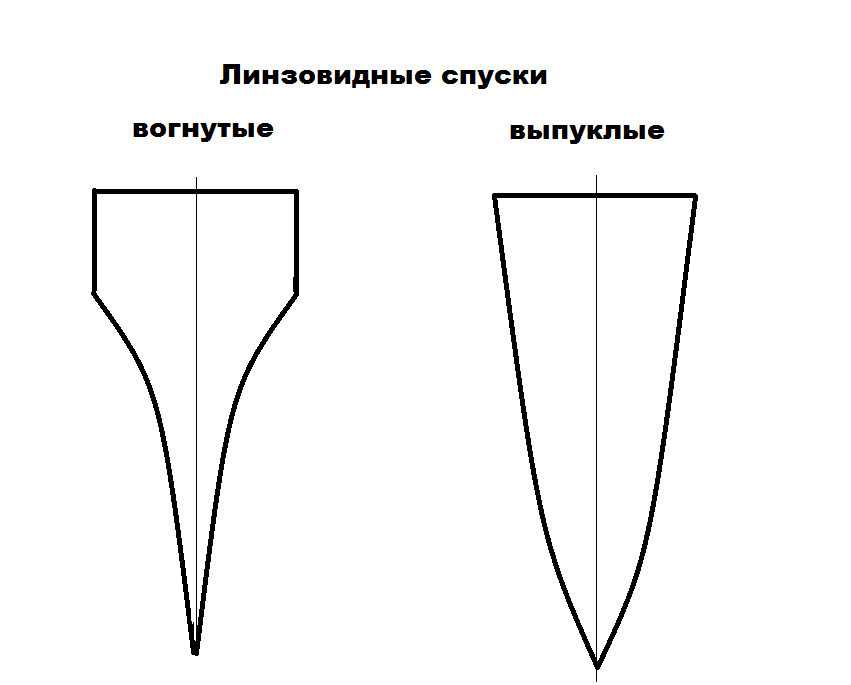
Боковые профили клинков
Боковых профилей существует множество видов. Основными считаются следующие:
- Клинок предназначенный для реза и колющих ударов имеет прямой обух.
- Клинок с понижением линии обуха (drор-point). Такое изделие хорошо режет и колет, остриё находится на оси приложения силы. Он имеет вес чуть легче чем клинок той же длины с прямым обухом. На этой части зачастую выполняется фальшлезвие.
- Клинок с повышением линии обуха (trailing-point). Такая форма обеспечивает длинную режущую кромку, что довольно удобно при резе прочных материалов.
- Клин типа боуи (clip-point). Форма сильна похожая на клин с понижением линии обуха, но остриё более тонкое. Специальный скос клинка, приближает остриё к линии приложения силы при колющем ударе. Этот скос иногда затачивают, популярен такой тип в Америке.
- Клинок вида козья ножка. Изделие приспособлено для тонкого и точного реза, этому способствует прямое лезвие. Нож довольно безопасен и им невозможно нанести колющий удар.
- Клинок типа танто. Многие историки утверждают, что такая форма произошла от японских ножей. Но в реальности его изобрели в Америке. А классические ножи танто имели прямую линию обуха. Изделие удобно для режущих действий, а при силовом уколе менее вероятен скол острия.
- Копьеобразный клин. Чаще всего это обоюдоострые изделия с остриём расположенным на средней линии. Такие ножи больше подходят для колющих ударов. Чаще всего такими выполняют кинжалы.
Профили клинков.
Преимущества перед другими материалами

Технологии производства позволяют создавать уникальные лезвия из порошков, которые обладают разнообразными преимуществами перед обычными ножами. Вот список основных достоинств этого уникального материала:
- Есть возможность увеличения качественного распределения карбидов, что повышает износостойкость, антикоррозийность и общие механические характеристики материала;
- Шлифовка гораздо легче, чем такая же обработка обычной стали;
- Порошковое производство стали позволяет получить высокотехнологичный азотистый сплав, который тверже большинства аналогов;
- Лезвия намного острее, чем прототипы ножей из других металлов;
Преимущества и недостатки серрейторного ножа
К преимуществам серрейторного ножа относятся:
- Длинная режущая кромка. Даже без изменения длины лезвия зазубренная режущая кромка намного больше, потому что она проходит по всем зубьям и образующейся кривой линии.
- Легкое встраивание в материал. Каждый зуб ножа проникает в материал посредством прокола, что «разрывает» соседние волокна. Это требует усилий, но они будут минимальными, потому что фокусируется на вершине каждого поворота волны. Результатом будет более глубокий разрез материала, чем при использовании гладкого лезвия.
- Высокая эффективность резки. Так как рез выполняется под разными углами, эффективность многократно выше, особенно при работе с волокнистыми и слоистыми материалами – например, сложными тканями, веревками, веревками и так далее.
Серраторы часто используются для оснащения боевых ножей, и это также дает им дополнительное преимущество — рвать одежду врага зубами, причем в нужном направлении, гораздо проще. А вот гладкое лезвие сможет разрезать ткань только в месте приложения повышенного усилия.
У серрейторного ножа есть и недостатки:
- Срез в любом случае будет неровным. Использование такого режущего инструмента на кухне гарантирует, что часть разреза будет совершенно ровной, а часть «рваной». Тонко нарежьте хлеб для бутербродов, канапе точно не подойдет.
- Сложность заточки. Для восстановления остроты режущей кромки лезвия потребуется обработка зубьев и изгибов напильниками разной шлифовальной способности, а для доведения до идеала – специальная заточка для зубчатых лезвий.
- Быстрое заполнение краевых отводов изделиями/материалами. Перед каждым последующим использованием инструмент необходимо очищать.
- Ограниченная область использования. Нож с волнистой кромкой не сможет почистить овощи, фрукты, сделать мелкие надрезы, открыть коробку.
К недостаткам можно отнести высокую вероятность изгиба лезвия при резке волокнистых изделий и материалов. Чем больше приложенное усилие, тем больше изгибается лезвие, и в результате срезы будут неровными.
Рекомендуем прочитать о лучших охотничьих ножах. Из статьи вы узнаете о видах охотничьих ножей и их разновидностях, составе и размерах, форме лезвий, сделать своими руками, выбрать нож для охоты и рыбалки.







А вот еще о том, что такое мусат и как им пользоваться.
Изготовление своими руками
Какой бы острой не была заводская заточка, со временем она теряет остроту и нуждается в обновлении. Шлифовка может производиться двумя способами. Плоской стороной шлифовать легче и быстрее камнем или наждачной бумагой, приклеенной к твердой плоской поверхности, например к трубе, подходящей по размеру к зубам.
Необходимо положить нож на абразив и шлифовать до образования заусенцев на рельефной стороне зубьев. Их необходимо удалить шлифовальной шкуркой или наждачной бумагой. Но такую заточку не рекомендуется использовать часто, после многократной заточки высота зубьев уменьшится, и серейтор потеряет свою функциональность.
Более профессиональный вариант – обтачивать каждый зуб отдельно. Хотя эта работа занимает много времени, но качество лучше. Требуются навыки и шлифовальный прибор, стержень и наждачная бумага. Отличие от первого способа в том, что точить нужно не ножом о камень, а наоборот, камнем на лезвии. Каждый зуб шлифуется до образования заусенцев на плоской задней части. Их следует отшлифовать на плоском камне.

Правильная заточка лезвия серейтора требует длительного и кропотливого труда. Затраченное время и усилия сравнимы с затратами на заточку ножа гладким яйцом.
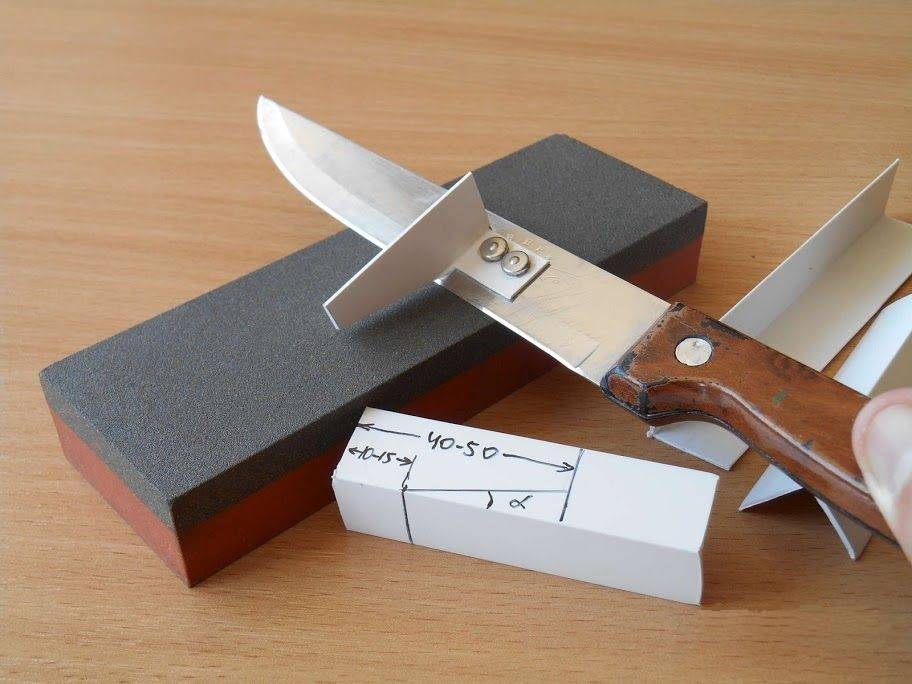
Чтобы помол получился качественным, следует помнить о правилах
Важно определить угол наклона ножа, обычно у серейтора он составляет 15 градусов. Лезвие будет острее, если угол меньше
Если выбрать больший угол, то нож можно использовать как режущий инструмент.
Зубчатый нож предназначен для резки волокнистых или липких материалов. Его удобно брать с собой на прогулки на природу. Пригодится он и в быту, например на кухне – хлебные ножи тоже затачиваются таким образом. Выбирая серейторный нож, нужно решить, можно ли поддерживать его в рабочем состоянии. Ведь точить его сложнее обычного, а лезвие затачивается с той же скоростью, если пользоваться ножом постоянно.
Рекомендуемые типы стальных лезвий
Сталь О1: O1 — сталь общего назначения с содержанием углерода от 0,85 до 1,00%. Он устойчив к истиранию и обладает достаточной прочностью, а также высокой точностью размеров. Обрабатываемость этого материала является исключительной. Вы можете использовать обычные методы, чтобы сформировать его в закаленном кондиционере.
Это хорошо в термической обработке. Вы должны постепенно подогреть его до 1200 ° F, а затем 1450 ° F. После этого, держать его при той же температуре, прежде чем выключать его с маслом в течение десяти-тридцати минут. Он может формировать O1 путем нагрева и удара при температуре 1900 ° F и не менее 1550 ° F.
Сталь О2: Сталь O2 имеет содержание углерода от 0,85 до 0,95% и мало изменяется в размерах при закалке. Его применения аналогичны приложениям O1. Обрабатываемость этого материала составляет от 90 до 100% от стали для инструментов, затвердевающих в воде..
5160 стальЭтот материал имеет содержание углерода от 0,56 до 0,64. Это показывает выдающуюся стойкость и высокую пластичность. Рекомендуется отвердить материал в масле. Температура охлаждения стали 5160 составляет 1525 ° F. Температура может варьироваться от 800 ° F до 1300 ° F..
Вы можете отформовать 5160 путем нагрева и удара при температуре от 2100 ° F до 2200 ° F. Вы можете отжечь этот материал, нагрев до 1450 ° F и затем охладить на воздухе.
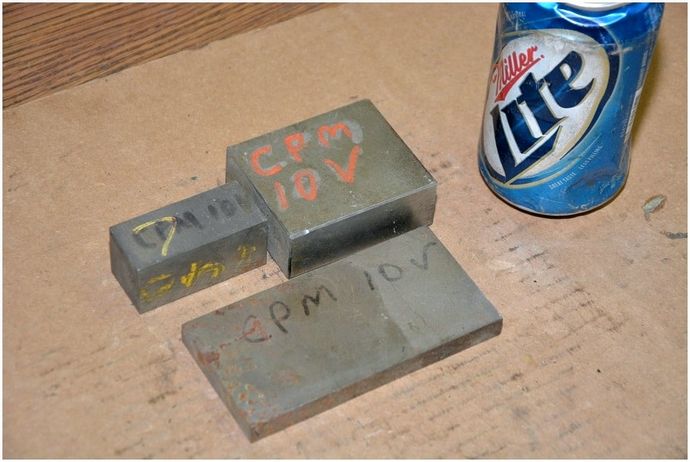
Сталь CPM 10V: Это высококачественный стальной материал для производителя ножей, потому что его конструкция состоит из комбинации свойств. Улучшено шлифование без снижения износостойкости. Вы можете размолоть быстрее с меньшей опасностью повреждения.
Твердость увеличилась, потому что она не только обеспечивает большую устойчивость к поломкам, но и позволяет легко закалить нож. Рекомендуется обрабатывать этот материал нагреванием при 2050 ° F в течение не менее тридцати минут перед охлаждением для достижения наилучшего сочетания износостойкости и ударной вязкости…
Сталь S35VN: Сталь S35VN представляет собой твердый раствор углерода в альфа-железе, который образуется, когда сталь охлаждается так быстро, что подавляется переход от аустенита к перлиту; отвечает за твердость закаленной стали.
Этот материал намного легче обрабатывать и полировать по сравнению с другими подобными материалами. Содержание углерода в нем составляет 1,4%, а температура ковки — 2100 ° F. При отжиге необходимо предварительно нагреть его до 1650 ° F, а затем оставить его на пару часов, прежде чем выключать. Обработка и шлифование S35VN проще по сравнению с аналогичным материалом.
Области применения
В былые времена, мелкими зубчиками на Руси затачивали косы. Почему дело не дошло до ножей – загадка. Сегодня людям получилось выяснить все положительные аспекты. Серрейторный нож получил широкое применение в различных областях:
- Охотники, рыболовы и туристы смогут в полевых условиях очистить и разделать рыбу или освежевать добычу. Особенности волнистого лезвия, справляться и с бытовыми дикими задачами, разрезать: сети, верёвки и те же продукты – труда не составит.
- Великолепный рез оценили повара ресторанов, мест общепита и домохозяйки. Жёсткое мясо легко нарезать пилящими движениями. Овощи, фрукты и стейки свободно поддаются резу.
- Спортивный туризм, прочно занявший свою нишу, не обходится без серрейторного ножа. Любители дайвинга при погружении отмечают прекрасный рез препятствий на пути следования. Или же ненароком запутавшись в подводной пучине, легко избавиться от возникших сложностей таким ножом.
- Существуют ножи выживальщиков, клинки которых снабжены всевозможными элементами. Серрейтор является обязательным атрибутом, его возможностей достаточно для реза каната.
- Спасательные бригады также применяют волнистую заточку. Клинок прекрасно справляется с резом: ремней, одежды, верёвок. Что в экстренных ситуациях просто необходимо.
Ясно, что размер и форма серрейторной заточки должны отличаться у домохозяйки и бойца спецназа. Различие в размерах зубчиков и расстояния между ними. Форма их тоже различная, соответствующая области применения.
Материалы для изготовления рукоятки
По способу крепления рукояти ножей делятся на:
- Накладные. Ручка собирается из двух частей, скрепляемых заклепками. Чаще всего такой способ крепления используется для изделий с широким хвостовиком, форма которого нередко и определяет контуры рукоятки. Кроме того, в этом случае легко сбалансировать массивное или длинное лезвие.
- Всадные. Способ используется для ножей с узким хвостовиком. Цельная рукоятка легче и прочнее, чем клепанная, поэтому ножи могут использоваться для трудоемких операций.
- Цельнолитые. В этом случае рукоятка представляет собой единое целое с лезвием.
Для изготовления рукоятей на сегодняшний день чаще всего применяются следующие материалы:
- Древесина твердых лиственных пород с высокой вязкостью (береза, клен, орех) не ниже второго сорта с влажностью не выше 12%.
- Полипропилен, к примеру, марок 04П-01010, 05П-01020.
- Ударопрочный полистирол марок УПМ 0503, УПМ 0508.
Также рукоятки могут изготавливаться и из других материалов, например, различных металлических сплавов, дополняться различными декоративными элементами, обшиваться кожей и т. д.
Для изготовления шайб, заклепок и другой арматуры допускается использование стали марок 12Х17, 12Х18Н9Е, медно-цинковых сплавов Л63., Л68, ЛС59-1, сплавов алюминия АД, АД0 или их аналогов.
На начальном этапе деятельности можно наладить поставки готовых рукояток, однако в перспективе желательно наладить собственное производство.
Info
- Publication number
- RU2286227C2
RU2286227C2
RU2005100982/02A
RU2005100982A
RU2286227C2
RU 2286227 C2
RU2286227 C2
RU 2286227C2
RU 2005100982/02 A
RU2005100982/02 A
RU 2005100982/02A
RU 2005100982 A
RU2005100982 A
RU 2005100982A
RU 2286227 C2
RU2286227 C2
RU 2286227C2
Authority
RU
Russia
Prior art keywords
plate
strikers
striker
movement
deformation
Prior art date
2005-01-18
Application number
RU2005100982/02A
Other languages
English (en)
Inventor
Борис Зельманович Богуславский (RU)
Борис Зельманович БОГУСЛАВСКИЙ
Original Assignee
Борис Зельманович БОГУСЛАВСКИЙ
Priority date (The priority date is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the date listed.)
2005-01-18
Filing date
2005-01-18
Publication date
2006-10-27
2005-01-18Application filed by Борис Зельманович БОГУСЛАВСКИЙ
filed
Critical
Борис Зельманович БОГУСЛАВСКИЙ
2005-01-18Priority to RU2005100982/02A
priority
Critical
patent/RU2286227C2/ru
2006-01-13Priority to PCT/EP2006/000359
priority
patent/WO2006077072A1/en
2006-01-13Priority to US11/795,393
priority
patent/US9089891B2/en
2006-01-13Priority to EP06706261A
priority
patent/EP1838474B1/en
2006-10-27Application granted
granted
Critical
2006-10-27Publication of RU2286227C2
publication
Critical
patent/RU2286227C2/ru
Преимущества самодельного инструмента
Формы клинков ножей представленных в продаже, ограничены фантазией дизайнеров и очень узкой специализацией изделия. А вот изготовленный своими руками инструмент может совмещать в себе сразу несколько функциональных черт, в зависимости от того, для чего он предназначен. Например, нож туристический – это скорее «мультитул» – объединяет в себе разные необходимые для выживания устройства, а охотничий делается именно для разделки туш. Нож рыбака – тонкий и острый как бритва и так далее.






Другое достоинство самодельного режущего инструмента – это возможность выбора стали. Не всегда понравившийся в магазине нож выполнен из высококачественного материала. Да и толщина лезвия ножа, продающегося в магазине, чаще всего недостаточная.
Отдельная тема в любом ноже – это рукоятка. Изготовленный своими руками инструмент полностью повторяет изгибы ладони хозяина, что делает его максимально удобным и эргономичным. Такого удобства нет ни в одном фабричном изделии, так как рукоятки изготавливаются для широкого потребления. Индивидуальности в них нет абсолютно.
Ну и последний штрих в любом клинке – это его внешность, дизайн, ножны. Все что придает ему характерность и индивидуальность. В покупном ноже всего этого точно не найти.
Удобство и простота применения
Порошковые сплавы считаются очень дорогостоящими, поэтому их применяют в производстве коллекционных ножей чаще всего. Но этот материал используется и при изготовлении холодного оружия, в том числе для охотничьих и рыболовных ножей. Очень редко используют он для создания кухонных ножей, так как очень дорогостоящий. Чаще всего ножи из порошков используются в охоте, рыбалке и армейском снаряжении.
Но сегодня производители используют и низкокачественную порошковую сталь, которая стоит в разы дешевле, что позволяет изготавливать и кухонные лезвия, при этом очень высокого качества. Например, в этих целях используют сплавы Beta-ti Alloy, Blue Paper Super.
Нож из такого материала удобен для использования, так как его лезвие настолько острое, что легко режет даже бумагу. Современные технологии заточки позволяют кухонным ножам из порошков долго не тупиться и служить максимально надежно своему хозяину.
В заключение
Сделать нож не так уж сложно, все, что вам нужно, это правильная информация. Большинство людей избегают этой уникальной активностью за счет ручной работы, связанной.
Кто-то может быть обеспокоен тем, что он может ударить себя молотком, но с небольшим вниманием он может избежать этого.
Что вам нужно, чтобы добиться успеха, как производитель ножей знания в этой статье. Шаги «как это сделать» были разбиты на части, чтобы упростить процесс, и теперь вам нужно просто выполнять каждый шаг за раз. Например, рисуя профиль ножа на картоне, вы должны делать только рисование.
Ты не чувствуешь себя хитрым? Не беспокойтесь Чтобы получить лучший охотничий нож, который вы можете использовать, чтобы выжить, посмотрите наши удивительные обзоры продуктов, чтобы дать вам больше возможностей.
Заключение
Если человек задумался над тем, как самому сделать нож, то он уже на половине пути к успеху. Но нужно помнить, что мастерство приходит с опытом. То есть вряд ли получиться сделать нож своей мечты с первого раза. Но нельзя отчаиваться – нужно продолжать совершенствоваться и учиться на своих и чужих ошибках. И тогда такая непростая задача, как сделать нож из пилы, может завершиться изготовлением шедевра, как с точки зрения практичности, так и эстетики.
Например, знаменитый экстремал, ведущий телешоу Биар Грил, все свои ножи для путешествий изготавливал и проектировал сам. И теперь они широко продаются по всему миру под его брендом. Так что смелее беритесь за работу и удачи вам.





