

Самые популярные марки
Чем ниже сложность шва, тем более удобны в работе электроды, некоторые буквально варят сами. К таким, в первую очередь, следует отнести знаменитые Э46 торговой марки MONOLITH, они же АНО-36, в народе называемые «школьными» электродами. Варить ими действительно просто: рутилово-целлюлозное покрытие хорошо держит дугу даже на очень низких токах, металл переносится мелкими и средними каплями, хорошо заполняя ванну. Однако подходить с такими электродами к ответственным конструкциям все же не следует: из-за повышенного содержания кремния шов теряет пластичность и ударную вязкость.

Узлы и соединения, эксплуатирующиеся на открытом воздухе, включая металлокаркасные конструкции с навесной облицовкой, рекомендуется сваривать электродами, покрытие которых содержит легирующие присадки. Такие швы имеют гораздо больший предел текучести, да и коррозии они подвергаются в гораздо меньшей степени за счет малого водородного показателя. Пример такой марки — ОК-48. Они имеют основное покрытие и плавят металл до вязко-жидкого состояния, задавая оптимальную степень нагрева, подходят для сварки в любом положении. Если нужен провар в 12 мм и выше, рекомендуется предварительно заваривать шов электродами с органическим покрытием типа АНО-7 и АНО-8.

Для сварки конструкций с колебательными типами нагрузок и емкостей под давлением применяются электроды марки ОК 61.35. Покрытие у них основное, металл при плавлении очень вязкий, шов практически не чувствителен к межкристаллической коррозии.
Когда стоит задача купить электроды, конечно, лучше разобраться в этом вопросе основательно: какие бывают типы металла, чем они отличаются, для каких металлов предназначены, а также какие бывают виды и марки электродов.
Сейчас же для того чтобы максимально быстро начать практиковаться в выполнении швов, будет рассмотрен более простой путь выбора.
Что касается выбора магазина, то предпочтительней покупать в специализированном магазине, где продаются сварочное оборудование и расходные материалы, а не в обычном хозяйственном, потому что в специализированном магазине, скорее всего, продавцы разбираются в этой теме и смогут что-то подсказать.
Там же, где продается все подряд, скорее всего, продавцы не обладают должной компетенцией в вопросе подбора сварочных электродов.
Кроме того, часто бывает, что в обычных хозяйственных магазинах цены выше. Возможно, подразумевается, что человек, который покупает подобные материалы в неспециализированном, не разбирается в вопросе настолько, чтобы хорошо себе представлять, сколько они стоят.
Придя в специализированный магазин, достаточно сказать, что нужны углеродистой стали обыкновенного качества, или обыкновенной углеродистой стали.
У каждого типа электрода может быть несколько марок. Для примера приведена таблица 5 с электродами типа Э46.
| Тип | Марка |
| Э46 | МР3С; АНО-21, АНО-4; ОЗС-4, ОЗС-6, ОЗС-12 и т.д. |
Иногда в маркировке ставится буква «А» – например, Э46А. Это означает повышенную пластичность сварного шва.
Поскольку за пример взят тип Э46, дальнейшее разъяснение принципов подбора будет происходить на примере этого же вида электродов. Существует большой спектр электродов марки АНО (21, 36, 4 и т.д.), ОЗС, МР-3.
Вряд ли в магазине окажется вся «линейка» определенной маркировки. Скорее всего, будет один или два варианта. Имеет смысл купить самую маленькую порцию, которую смогут предложить, и попробовать, какими электродами будут получаться наиболее качественные швы в данной конкретной ситуации.
Имеет смысл также попробовать варить электродами УОНИ 13/55, это тип Э50. Он отличается от типа Э46, в некоторых ситуациях с их помощью можно будет получить более качественный сварной шов.
В любом случае сначала нужно пробовать: покупать маленькую партию, а затем, если получается качественный результат, можно брать необходимое количество для всего объема сварочных работ.
Расположение и характер соединения
Подходящая сила сварочного тока зависит от места расположения шва и положения, из которого выполняется сварка. Кроме этого обязательно нужно учитывать скошены ли кромки свариваемых изделий, показатель угла, под которым они находятся. Наиболее ясным это будет после рассмотрения примеров.
Если производится сваривание горизонтального шва в верхнем положении, то ток при сварке должен иметь высокое значение в отличие от сварки соединений вертикального и горизонтального типа в нижнем положении. Это связано с тем, что сварочная ванна горизонтальных, свариваемых сверху соединений имеет повышенную стойкость, она не растекается. Высокие показатели тока обеспечат наиболее глубокое проваривание изделий. В результате этого выйдет сплавление с высокой прочностью, оно будет находиться на всей толщине изделия.
Небольшой ток для сварки рекомендуется выбирать во время сваривания потолочных соединений в нижнем положении. В данной ситуации расплавленная металлическая смесь под влиянием силы тяжести будет стремиться отделиться от соединения и упасть. Это смогут сдержать до некоторого времени силы поверхностного натяжения расплавленной металлической основы.
Обычно данные работы требуют от сварщика большого опыта и высокой квалификации. Ведь ему в процессе сварки необходимо будет тщательно контролировать состояние жидкой массы сварочной ванны, он должен предотвращать вытекание из нее металла.
Важно! Сварщик, который имеет большой опыт и навыки, сможет производить регулирование процесса без уменьшения силы тока. Он будет повышать скоростные показатели передвижения стержней вдоль сварного соединения
Это существенно сокращает временные затраты.
Перед тем как сваривать торцевые поверхности изделий обязательно подготавливаются, для этого осуществляется их скашивание. Но при их сваривании обязательно уменьшается величина электрического напряжения. Это связано с тем, что неподготовленные кромки провариваются глубже в отличие от предварительно снятых. Но в данной ситуации, если имеется опыт и навыки, то можно будет выбрать требуемый режим при помощи корректировки скоростных показателей сварки.
Выбор сварочного аппарата
Для правильного выбора надо уметь читать принятые маркировки, именно они расскажут покупателю, какой тип работ производит данный аппарат:
- Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.
- Маркировки MIG или MAG обозначает инвертор-полуавтомат, где вместо электродов используется проволока. Для режима сварки в полуавтоматическом режиме потребуется углекислый газ в баллонах.
- Маркировкой TIG у аппаратов для аргоновой сварки, применяемых в основном в условиях изготовления сложных изделия из металлов на предприятиях.
- Маркировка CUT говорит о том, что аппараты могут производить плазменную резку металла
Инверторы ММА — это отличное и практически единственное решение, когда речь идёт о выборе сварочных аппаратов для дома, дачи, небольших периодических работ.
Модели инверторов известных производителей, такие как Ресанта 190 — довольно бюджетные, надежные и несложные в использовании сварочные аппараты, легки в работе даже для новичков, позволяют быстро получать качественные швы.
Другие маркировки предполагают, что аппараты используются в более серьёзных промышленных целях.
Особенностью инверторных сварочных аппаратов является формирование переменного напряжения тока. Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с высоколегированными сталями (их часто называют «электродами по нержавейке»);
- те, с помощью которых выполняют сварку алюминия, а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.
Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.
Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.








Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
Популярные марки электродов
Диаметр электрода и сила тока – главные критерии, которые требуется настраивать в первую очередь. От них зависит правильный и качественный сварочный процесс. Особенно тяжело с подбором данных параметров новичкам, потому что они не знают правильно соотношение напряжения и размера диаметра стержней. По этой причине стоит предварительно изучить специальную литературу, таблицы с указанием настроек режимов сварки.

Но все же нужно знать не только, как выбрать силу тока при сварке инвертором, но и марки стержней для работ с применением переменного и постоянного напряжения.
По этой причине стоит рассмотреть популярные марки стержней:
- Электроды МР-3С. Данные стержни считаются востребованными расходниками, они относятся к универсальным видам. Их можно использовать, когда применяется постоянный и переменный ток сварки. Преимущество расходников состоит в том, что при их использовании отмечается легкое воспламенение дуги при первом и при последующих розжигах. На поверхности имеется обмазка из рутила, она защищает соединения от окисления, от проникновения шлака.
- АНО-37. Электроды рекомендуется использовать при сваривании и ремонте изделий из углеродистых и низкоуглеродистых металлов. Обладают низкой чувствительностью к грязи и ржавчине. Расходники этой марки с легкостью перекрывают большие зазоры в металлических изделиях. В инструкции на упаковке имеется подробная инструкция, в ней указывается на каком токе нужно варить электродом 3 мм, 4 мм, 5 мм и с другими размерами диаметра. При их использовании отмечается легкое разжигание дуги. Соединение отлично образуется при небольших показателях напряжения сварки. Данные стержни могут применять новички, начинающие сварщики при помощи них смогут сделать качественные сварные соединения.
- ОК 46.00. Электроды этой марки рекомендуется применять при сваривании изделий из углеродистой стали. Их можно спокойно применять для плохочищенных изделий, они обладают легким поджигом. Их можно смело применять для заваривания широких зазоров. Стержни обладают низкой чувствительностью к поверхностям с загрязнениями, ржавчинной. Во время их применения разбрызгивание расплавленного металла небольшое. Подходят для проведения сварки в разных пространственных положениях.
- ОЗС-4. Стержни применяются при работе с изделиями из углеродистого металла. Перед проведением сварки поверхность изделий не обязательно очищать от загрязнений, ржавчины. Электроды подходят для сварки, даже если на заготовках присутствует влага. Обеспечивают легкое разжигание дуги и сохраняют ее равномерное горение на протяжении всего сварочного процесса. В инструкции к стержням указывается, какой должен быть ток для сварки электродом 3 мм, 4 мм, 5 мм и с другими диаметрами. Электроды позволяют осуществлять сварку на режимах, при помощи них можно с легкость сваривать изделия с большой и средней толщиной.
- LB-52U. Стержни обладают несколькими положительными качествами – имеют высокую степень производительности, снижают до минимума разбрызгивание расплавленного металла, наделены отличными механическими качествами, обеспечивают сохранение стабильной дуги при низком и высоком напряжении.
- АНО-4. Электроды применяются для сваривания изделий из углеродистого металла. При помощи стержней можно варить загрязненные, ржавые и даже влажные заготовки. Они обеспечивают легкое разжигание дуги, а затем они поддерживают ее стабильное горение. Но все же у них наблюдается небольшая склонность к появлению пор. Готовые соединения обладают высокой прочностью. Электроды обладают низкой чувствительностью к изменению длины дуги.
Практически ко всем электродам независимо от марки прилагается инструкция. В ней указывается, как выбрать ток для сварки инвертором и другими сварочными аппаратами для стержней в зависимости от диаметра. Но все же опытные сварщики полагаются и на другие факторы – вид металла, его толщина, размер будущего соединения и прочее.
Распространенные марки
Для каждого типа стали требуется определенная марка электрода. Это особенно актуально для материалов с различными покрытиями и примесями. При использовании инверторного сварочного аппарата расходные материалы могут вести себя по-другому — эти характеристики стоит учитывать. Примеры расходных материалов и некоторые их характеристики приведены в таблице ниже.
Перечень электродов по видам стали:
| Марка | Вид | Особенности некоторых расходных материалов |
| 1 группа: УОНИ 13/55, УОНИ 13/45 2 группа: МР-3, МР-3С 3 группа: LB-52U; ОЗС-4, ОЗС -6 ОЗС -12; АНО-21 | Углерод | 1 группа является одним из самых сложных электродов, используемых для создания высококачественных прочных швов в тяжелых конструкциях. Это требует квалификации сварщика и особого внимания к процессу. 2 группа представляет собой электроды для многоцелевого использования и сварки неочищенных и ржавых материалов. Вторые можно использовать для создания сварочных швов с повышенными требованиями к герметизации и сопротивляемости материалов |
| АНО-4 АНО-6 | Легированная | Относятся к легковоспламеняющимся электродам. Обеспечивают стабильное дуговое горение, минимальное разбрызгивание металла, высокое качество швов, и легкое отделение шлака. Популярен среди начинающих сварщиков |
| ЦЛ-11 ОЗЛ-6 | Высоколегированная | Первый предназначены в основном для работы с нержавеющей сталью, второй – для термостойких и литейных деталей |
| ОЗЧ-2 | Чугун | Состав покрытия состоит из компонентов, которые предотвращают образование трещин из-за содержащегося в нем водорода |
| Т-520 | Чугун (наплавка) | Используется, например, для сварки деталей машин, которые работают в условиях быстрого износа |
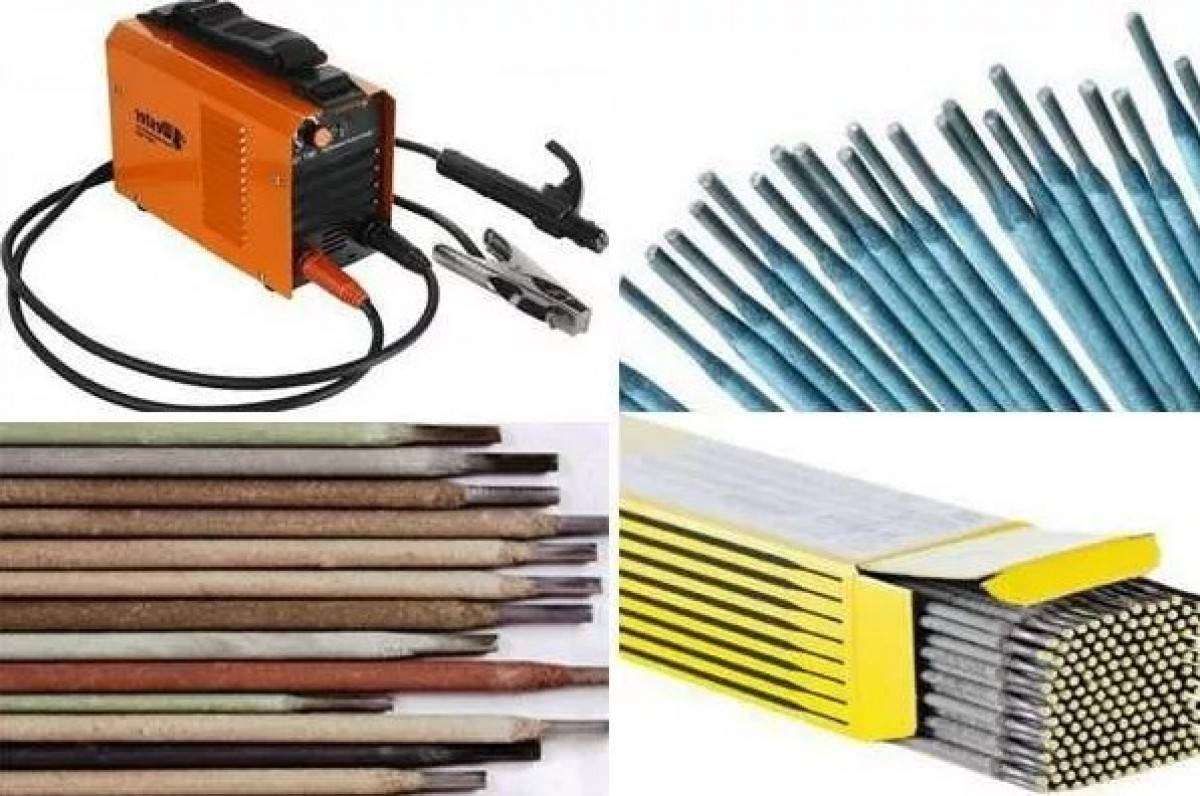
Из чего состоит сварочный электрод
Основу составляет металлический стержень. В зависимости от назначения, он может быть:
Плавящимся. Изготавливается из стальной электродной проволоки или специального сплава. Поверх металлического стержня наносится специальная паста – обмазка (покрытие).

В состав обмазки входят различные химические элементы и добавки, при помощи которых формируется правильная конфигурация сварочного шва. К тому же, благодаря покрытию, поддерживается стабильное горение сварочной дуги.
Неплавящимся. Электроды такого типа не участвуют в формировании шва, а служат лишь источником для возникновения сварочной дуги. Изготавливаются из тугоплавких материалов. Наиболее распространенным является вольфрамовый стержень.

Сам неплавящийся электрод (исходя из названия) остается целым во время работ. Для формирования сварочного шва в зону расплава подается присадочный материал, в виде проволоки из того же металла, что и заготовка.
Вольфрамовые стержни используются для сварки алюминия инвертором. Работы производятся в среде нейтральных газов, например – аргон.
Оба рассмотренных варианта относятся к штучным электродам, то есть каждый из них является отдельным элементом определенной длины. Существуют еще электроды непрерывной подачи – так называемая сварочная проволока.

Она подается в зону контакта с заготовкой, механическим способом. Шов формируется за счет ее расплавления и стекания в ванну. Поскольку проволока является проводником – она обеспечивает работу сварочной дуги. Покрытие для такого электрода не предусмотрено, поэтому все элементы для создания правильного шва закладываются в сплав.
Для насыщения зоны сварки необходимыми присадками и химическими элементами, создана порошковая проволока, представляющая собой тонкую трубку с необходимым составом в середине.

Такая проволока используется в сварочных аппаратах для инверторной сварки типа «полуавтомат». Электрод в виде проволоки (монолитной, или заполненной порошковой) находится внутри и подается в зону сварки автоматически, оператор лишь подает команду на включение.

Особенности изделий с различным покрытием
Электроды с кислой оболочкой АНО-2, СМ-5 технологичны, удобны в применении и подойдут даже для начинающих сварщиков.

Стержни с основной обмазкой УОНИ-13/45, ОЗС-2, ДСК-50 имеют в своем составе мелкую крошку натуральных пород: мрамора, кварцевого песка, плавикового шпата. Смесь закрепляется с помощью жидкого стекла, поэтому она не оказывает вредного воздействия на персонал. Шов, полученный с использованием таких расходных материалов, обладает высокой пластичностью. Они широко применяются при монтаже самых серьезных конструкций и прокладке трубопроводов, работающих под повышенным давлением.

Рутиловые сварочные электроды для инвертора АНО-3, ОЗС-4, МР-4 в составе своей обмазки содержат безопасный рутил. Он дает небольшое количество шлака, который почти мгновенно застывает в виде тонкой пленки. Эти качества позволяют сваривать детали при любом положении стержня.

Изделия с целлюлозным покрытием ВСЦ-1, ОЗЦ-1 содержат органические соединения, ферросплавы и тальк. Они также дают качественный шов при самых разных направлениях сварки с любой стороны детали и дают хорошие результаты при соединении тонких листов. Единственный их недостаток – хрупкость шва.

Сварочный электрод какой фирмы выбрать?
Изделия как зарубежных, так и российских фирм показывают высокие характеристики. Наиболее распространены марки сварочных электродов, имеющие большое количество положительных отзывов среди профессиональных и начинающих сварщиков. Самые популярные фирмы, производящие электроды с основным и рутиловым покрытием:









- УОНИ. Продукт УОНИ 13/55 имеет основное покрытие, отличается доступной ценой, обеспечивает надежный шов. Кроме того, оно доступно и популярно, поэтому его легко приобрести в любом соответствующем магазине.
- Kobelco. Изделия этой фирмы также имеют основное покрытие, нуждаются в предварительной прокалке, для удаления лишней влаги. Подходят для сварки труб и серьезных конструкций.
- ESAB-SVEL. Оборудование данной фирмы не нуждается в серьезной прокалке, так как не имеет высокой чувствительности к влаге. Работа может производиться при минимальном токе, что позволяет работать с тонкостенной сталью.
- Lincoln Electric. Электроды этой фирмы недорогие, отличаются быстрым розжигом, образуют шов высокой прочности.
- ОЗЛ-8. Электроды для сварки нержавеющей стали, а также металла с содержанием хрома и никеля. Отличаются высокой стоимостью.
- Resanta МР-3. При отсыревании этого изделия потребуется продолжительная прокалка при средней температуре, иначе качество шва заметно упадет.
Кроме популярных марок электродов, существует многообразие сварочных элементов, имеющих узкую область применения и не использующихся в быту.
В целом же, стоит отметить, что качество образуемого шва, скорость процесса, безопасность и комфорт работы зависят от параметров и характеристик выбранных сварочных электродов. Надежное оборудование гарантирует надежный результат работы, именно поэтому необходимо подбирать его тщательно и ответственно.
Как работают и чем отличаются
Электрод — простой металлический стержень, который плавится в зажженной электрической дуге и заполняет собой шов между двумя деталями, попутно разогревая их кромки. Покрытие электрода, сгорая, ионизирует среду и поддерживает непрерывное горение дуги. К тому же, при сгорании состав выделяет газы, вытесняющие кислород из сварочной ванны, и образует шлак, который всплывает на поверхность расплавленного металла и накрывает его, защищая от коррозии, растрескивания и прочих негативных эффектов в момент остывания.

Понимание сути работы электродов очень важно для объяснения такого огромного количества их разновидностей. Различаются они не только по прочностным характеристикам шва, но также по его положению и типу используемого сварочного тока
Отличие электродов по расположению шва
Вкратце вспомним о том, как может меняться ориентация сварочной ванны в пространстве и как это влияет на технику сварки . Наиболее удобным считается нижнее положение горизонтального шва, который может быть плоским и угловым. В этом случае расплав эффективно заполняет шов и фаску, а сверху образуется равномерная корка шлака, который легко отделяется. Практически всеми марками электродов, за исключением специальных, можно варить в нижнем горизонтальном положении.

Вертикальные швы варить сложнее. Обычно применяется техника сварки с отрывом по направлению снизу вверх. Соответственно, покрытие электрода должно позволять быстро и кратковременно разжигать дугу и эффективно направлять расплавленный металл. Также вертикальные швы можно варить и без отрыва, но для этого покрытие должно иметь толщину больше обычного, чтобы в месте контакта на электроде образовывалась полукруглая лунка.

Верхнее (потолочное) расположение горизонтального шва считается в ММА-сварке наиболее сложным. Без отрыва такие швы варить практически невозможно, чаще их наплавляют точечным методом с перекрытием в 3/4 предыдущего наплава. Покрытие электродов для потолочных швов способствует быстрому расплавлению небольших порций металла и такому же быстрому их остыванию. Шлак от электродов также ведет себя иначе. По большей части он отлетает в сторону (электрод держится под углом) и накрывает предыдущую точку прихвата. Электроды для потолочной сварки наиболее чувствительны к соблюдению режима тока и полярности.

Тип и полярность сварочного тока
Как известно, инверторы имеют на выходе переменный или постоянный ток, последний имеет прямую и обратную полярность подключения. Большинство задач электродной сварки решается обратной полярностью, при которой электрод подключается к положительному контакту «+», а деталь — к отрицательному «-». Особенность обратной полярности в том, что электроны, непрерывно двигаясь от отрицательного полюса к положительному, раскаляют электрод и его покрытие, а металл детали прогревается лишь косвенным излучением.
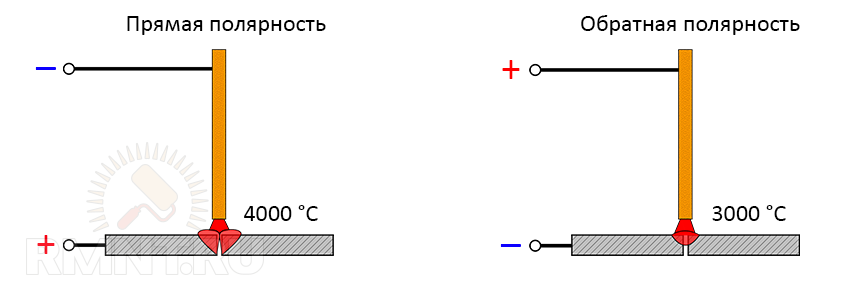
При прямой полярности поток электродов направлен от электрода к детали и разогревает ее непосредственно. Электрод обгорает медленнее, добавляя в ванну небольшие порции расплавленного металла. Бесполезно ожидать, что при такой сварке будет эффективно заполняться стык с широким зазором, прямую полярность используют для соединения хорошо подогнанных деталей с равномерной толщиной шва. Например, этим способом хорошо сваривать листы металла, шов получается минимально заметным. Благодаря более высокой температуре сварочной ванны при прямой полярности оптимально проводить сварку массивных деталей, для которых требуется максимальная глубина прогрева.
Сварка переменным током обычно характеризуется сильным разбрызгиванием расплавленного металла. Покрытие электродов для AC-сварки имеет присадки для стабилизации дуги и специальные легирующие примеси, делающие расплав более вязким. Качество сварного шва при работе электродами на переменном токе считается наивысшим для РДС.
Лучшие электроды для любительской и профессиональной сварки
В рейтинг входят самые популярные модели этого сварочного элемента, предназначенные для ручной дуговой сварки распространенных видов стали. Это — изделия с рутиловым и основным покрытием.
Рейтинг лучших электродов с рутиловым типом покрытия
Элементы с покрытием данного вида (в том числе рутилово-целлюлозным) используются при переменном и постоянном токе. Отличаются легким первичным и повторным зажиганием, устойчивостью к отсыреванию. Сваривание может производиться во всех положениях.
МР-3С
Популярные электрические проводники Российского производства (фирма СпецЭлектрод) подходящие для бытовой работы, допустима сварка удлиненной дугой. Расход: 1,7 кг на 1 кг металла. Обязателен режим прокалки в течение часа при температуре от 120 до 160 градусов. Главная отличительная особенность этой модели – гарантированная устойчивость дуги, возможность сварки в любом положении. Не образует шлаковые и пористые включения. Подходят для сваривания необработанных поверхностей (например, имеющих ржавчину). Средняя стоимость – 890 руб.
СпецЭлектрод МР-3С

Достоинства:
- стабильность горения дуги;
- легкое зажигание;
- упрощен процесс сварки;
- высокое качество сварки.
Недостатки:
- высокая чувствительность к сырости;
- распространены подделки.
АНО-4
Еще одна известная модель от Российского производителя (ЛЭЗ – Лосиноостровский Электродный Завод), отличающаеся качеством и универсальностью. Режим прокалки в течение часа при температуре от 180 до 200 градусов. Возможна сварка короткой дугой и средней. Эти изделия применяются для сварки ответственных соединений при любом положении. Используются с оборудованием, подключенным к сети (постоянного и переменного тока). При работе не возникает дефектов, швы отличаются качеством и надежностью. Средняя цена составляет – 109 руб.
электроды ано-4

Достоинства:
- наплавленный металл не образует изъянов;
- легкость зажигания;
- простое отделение шлаков.
Недостатки:
- чувствительность к влаге;
- недопустимость сварки в вертикальном положении.
ESAB ОЗС-12
Плавящиеся элементы от дочерней фирмы ЭСАБ-СВЭЛ шведского производителя ESAB, применяющиеся для работы с углеродистой и низколегированной стали. Главная особенность – образование гладких валиков и аккуратного шва. Отсутствует склонность к появлению трещин в металле шва. Средняя стоимость — 820 руб.
ESAB ОЗС-12
Достоинства:
- высокое качество шва;
- аккуратное формирование валика;
- гарантированная прочность соединений.
Недостатки:
- перед применением нужна прокалка;
- необходимость хранения в термопенале.
ESAB SVEL OK 46.00
Марка надежных электродов российско-шведской фирмы, отличительной особенностью которых является стабильный быстрый розжиг и горение даже при небольшом отсыревании. Кроме того, они не боятся коррозии и загрязнений. Работа может производиться при любом направлении и положении, при постоянном и переменном токе. Благодаря этому можно производить работу с незащищенными поверхностями, а шов отличается прочностью. Для прокалки необходима температура от 80 до 90 градусов. Средняя цена составляет 830 руб.





ESAB SVEL OK 46.00
Достоинства:
- возможность сварки при минимальном токе;
- легкий розжиг;
- простое отделение шлака;
- возможность сварки ржавых и загрязненных поверхностей.
Недостатки:
не подходит для сварки труб.
Omnia 46 (KD 46)
Недорогие электроды, от популярной американской фирмы Lincoln Electric обеспечивающие идеальное зажигание. Это сварочное оборудование сертифицировано для работ с углеродистой и низколегированной сталью, при этом сварка может производиться в любом положении. Отличаются простотой и удобством применения, поэтому хорошо подходят для начинающих сварщиков. Могут применяться на бюджетном сварочном аппарате (инверторе). Подходят для сварки труб, так как швы отличаются высоким качеством и стойкостью к нагрузкам. Средняя стоимость – 182 руб.
Omnia 46 (KD 46)

Достоинства:
- стабильное горение дуги;
- отсутствие залипаний;
- легкое отделение шлаков;
- невысокая чувствительность к длине дуги;
- мало искр при работе;
- удобство работы даже с бюджетным оборудованием.
Недостатки:
обязательная прокалка.
Resanta MP 3
Распространенная марка сварочных электродов, отличающихся легким розжигом. Позволяют производить сварку в любом направлении, не боятся загрязнений, а шлак легко удаляется после работы. Кроме того, это изделие не имеет повышенной чувствительности к качеству наплавляемой стали. Средняя стоимость – 450 руб.
Resanta MP 3

Достоинства:
- доступная цена;
- использование при постоянном и переменном токе;
- не происходит образования пор.
Недостатки:
- при отсыревании страдает качество шва;
- не подходят для высокоуглеродистой стали;
- необходима прокалка.
Секреты электрогазосварщиков
Существует множество литературы по сварке. Однако есть отдельные методы, которые можно узнать только на практике:
- При сыром стержне можно на несколько секунд замкнуть электрододержатель. После такого процесса стержень станет более сухой и пригодный к сварке.
- При сварке чугуна, когда нет подходящих электродов, можно обмотать обычный стержень медной проволокой. Именно в таком случае сварочный шов будет прочнее.
- Если тяжело подобраться к сварочному стыку, то можно распилить стержни пополам. Из-за того, что он станет короче, будет гораздо удобнее его использовать. Если же зона видимости ограничена, можно использовать зеркало.

Originally posted 2018-04-06 09:12:40.





