

Сгибание труб без профилегиба в домашних условиях
Сгибание труб в домашних условиях без использования профессионального оборудования, такого как профилегиб, может быть немного сложнее, но все равно возможно. Вот несколько методов, которые вы можете использовать:
С помощью песка. Этот метод заключается в том, чтобы заполнить трубу сухим песком, который предотвращает деформацию трубы при сгибании. Вам следует убедиться, что оба конца трубы герметично закрыты после заполнения песком, чтобы он не высыпался. Используйте уголок или другую прочную поверхность, чтобы согнуть трубу на нужный угол.
С помощью тисков и длинного трубного ключа. Вы можете закрепить трубу в тисках и использовать длинный трубный ключ, чтобы получить больше силы при сгибании трубы.
С использованием пружины. Внешняя пружина, которая может скользить по трубе, может помочь предотвратить деформацию при сгибании. Убедитесь, что пружина плотно облегает трубу.
С использованием гидравлического домкрата. Если у вас есть гидравлический домкрат, вы можете использовать его для сгибания труб. Домкрат нужно закрепить таким образом, чтобы он мог приложить силу к трубе и согнуть ее.
С помощью огня. Нагрев трубы газовым горелкой, вы можете сделать ее более податливой для сгибания
Но этот метод требует осторожности, чтобы не вызвать пожар или не получить ожоги.

Помните, что при сгибании труб важно работать аккуратно, чтобы не повредить трубу и не вызвать травму. Работайте в защитных очках и перчатках и следите за безопасностью
В заключении, создание собственного гидравлического трубогиба может быть наградным проектом, позволяющим экономить средства и развивать навыки.

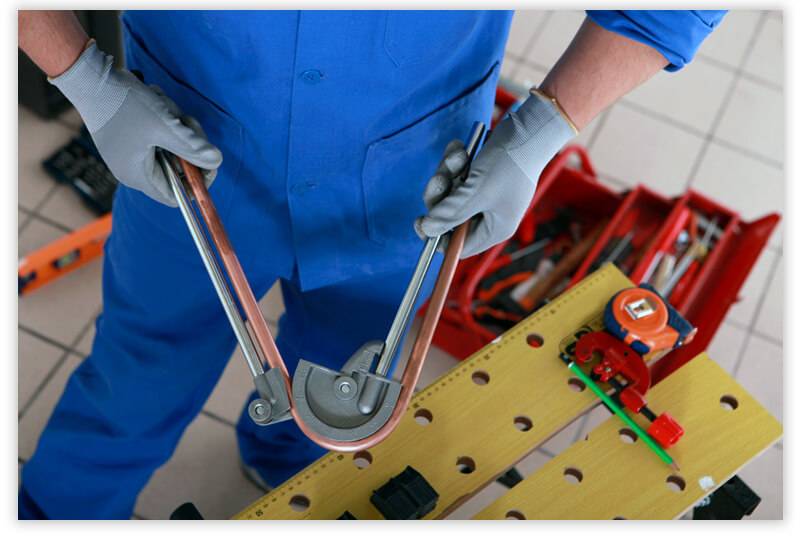
Изготовление ручного трубогиба для профильной трубы
Профильный трубогиб представляет собой специальный ручной станок, который предназначен для плавного сгибания профильных труб. С помощью данного устройства можно существенно облегчить процесс изготовления сложных конструкций. Трубогиб позволяет сгибать металлические трубы строго по заданному радиусу.
Инструменты и материалы для изготовления
Для того, чтобы изготовить самодельный трубогиб понадобится минимальный набор вспомогательных инструментов и некоторое количество металла, в частности швеллера и металлического уголка.
Материалы:
- Подшипники для шестерней.
- Шестерни (диаметр от 70 до 130 мм).
- Цепь (подходит автомобильная).
- Втулки для подшипников.
- Резьбовой винт с рукояткой.
- Металлический прут (диаметр 25-30 мм).
- Профиль из металла (30-45 мм 2 шт.).
- Швеллер (ширина 125-150 мм).
- Валы для сгибания (3 штуки).
Некоторые из элементов потребуется изготовить на специальном оборудовании, в частности на токарном и сверлильном станке.
Инструменты:
- электрическая сварка;
- молоток;
- набор гаечных ключей;
- болгарка;
- электродрель;
- масленка.
Дополнительно понадобятся мелкие инструменты: плоскогубцы, плоская отвертка, ударные наставки и щетка по металлу для чистки сварных соединений.
Изготовление профильного трубогиба
1. Нарезка материалов по размерам.
Металлический уголок и швеллер для изготовления каркаса нарезаются по заданным размерам, после чего выкладывается примерная конструкция изделия. Все составные части примеряются и при необходимости подгоняются, чтобы при сваривании каркас имел определенную симметричность.
2. Сваривание главного каркаса трубогиба
Уголки и швеллер обвариваются электрической сваркой. При обваривании следует соблюдать заданные проектные размеры, а также систематически проверять плоскости всех деталей. Сварной шов очищается от шлака, и при необходимости обваривается повторно.
3. Установка резьбового винта.
Резьбовой винт устанавливается в заранее изготовленное отверстие. Гайка с резьбой приваривается к отверстию таким образом, чтобы резьбовая часть винта свободно передвигалась по вертикали. Деталь тщательно обваривается так, как в дальнейшем будет воспринимать основную нагрузку.
4. Установка шестерней на вал
Шестерни для цепи привариваются или прикручиваются (в зависимости от конструкции) к металлическому валу, который в дальнейшем будет запрессован во втулки с подшипниками. В качестве вала используется металлическая арматура диаметров не менее 25 мм. Шестерни устанавливаются на вал путем обваривания.
5. Запрессовка вала во втулки с подшипниками
Металлический вал с установленной звездочкой запрессовывается внутрь втулок. Для этого прут набивается внутрь цилиндрических подшипников. Во время прессовки необходимо контролировать силу ударов молотком, чтобы не повредить сам подшипник. Забивать следует до определенного уровня, чтобы получить необходимый проектный вылет.
6. Крепление втулок к общему каркасу
Запрессованные втулки с валами и звездочками устанавливаются на главный каркас трубогиба. Крепеж можно осуществить при помощи болтов или обыкновенного приваривания.
7. Установка центрального вала
Собранный центральный вал монтируется на раму из уголка. Изделие приваривается в проектном положении к резьбовому болту.
8. Натяжка цепи на шестерни
Натянутая цепь проверяется путем прокручивания шестерней. При избыточном провисании требуется уменьшить цепочку на 1 звено, однако слишком жесткое натягивание может в дальнейшем затруднить работу с трубогибом.
9. Проверка работы трубогиба
Готовый трубогиб необходимо проверить на качество работы. Для этого можно попробовать согнуть профильную трубу небольшого сечения. В качестве удлинителя для рукоятки резьбового болта рекомендуется использовать трубу длиной до 50 сантиметров.
Видео: как собрать трубогиб для профильных труб своими руками?
Republished by Blog Post Promoter
Как сделать трубогиб для профильной трубы своими руками
Трубогиб это устройство позволяющее согнуть трубу с требуемым радиусом и углом поворота необходимые не только сантехникам и строителям. Если быть точным, то ее гнут при сантехнических работах не так уж и часто — для изменения трассы прокладки трубопроводов используют фитинги и отводы.
Отводы — это фабрично согнутые отрезки труб, имеющие стандартный набор параметров, а у них есть ограничения:
- количество углов поворота (кроме прямого есть еще 45°, 60° и 180°);
- радиусы изгиба (1Ду и 1,5 Ду);
- сварка.
Но не всегда можно применить сварку, а иногда необходим другой угол или радиус. В этих случаях используют конструкцию трубогиба для профильной трубы.
Владельцы дач и собственных домов гнут трубу по другим причинам — арочные конструкции под виноград, теплицы нестандартных форм, душевые кабины, металлические каркасы для мебели, ограждения и т. п. Используется холоднокатаная круглая или профильная труба и опять нужен трубогиб.
Даже многие профессионалы используют конструкции собственного изготовления: самодельные трубогибы для профильной трубы (так как заводские стоят недешево), а обычному домашнему мастеру тем более лучше воспользоваться советами как сделать трубогиб своими руками.
Изготовление трубогиба своими руками для профильной трубы: чертежи и схемы
Самое простое устройство состоит из рамки, планок, двух упоров. Если нужно, к нему можно добавить гидравлическую систему. В сложных конструкциях используется силовой нагнетатель и дополнительные рычаги.


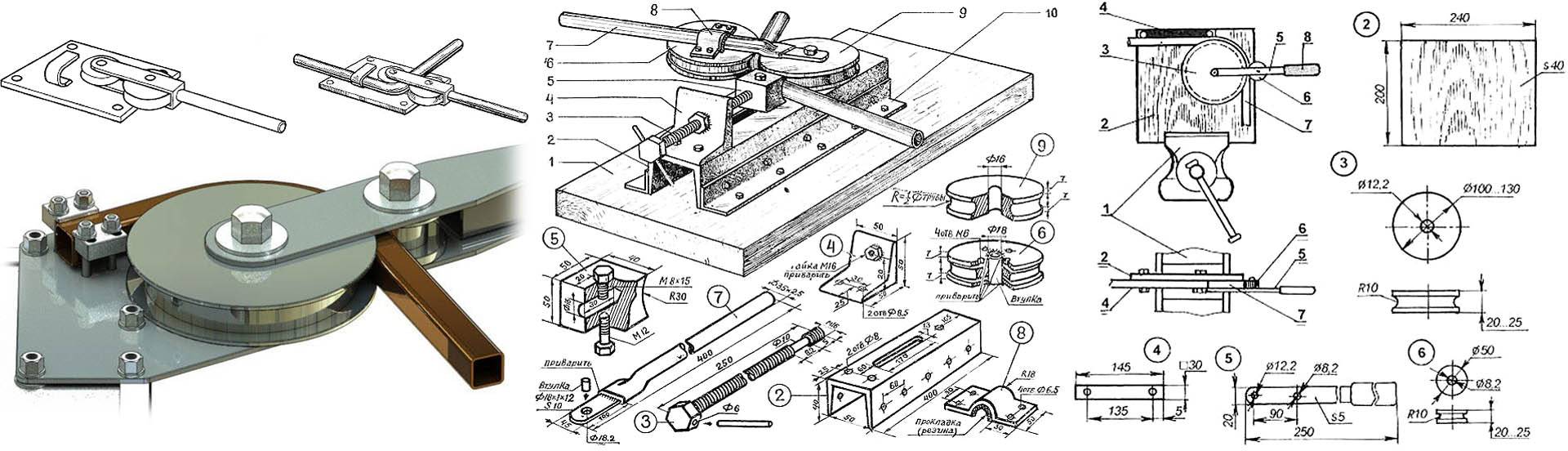
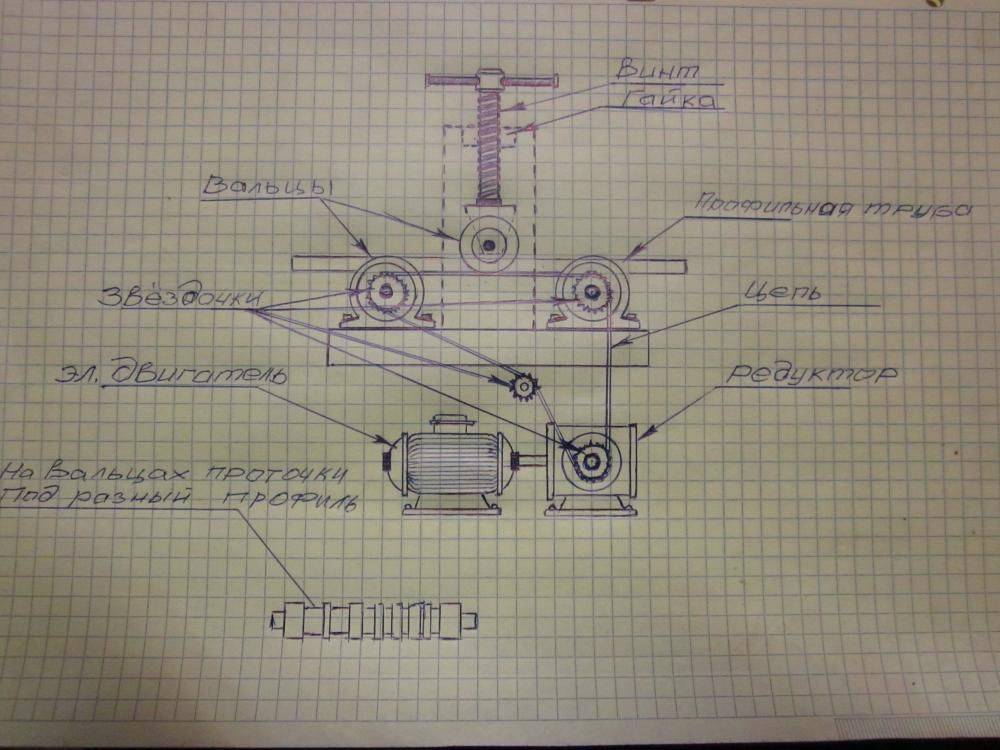
Пример схемы трубогибов для профильной трубы своими руками:
Схема прибора
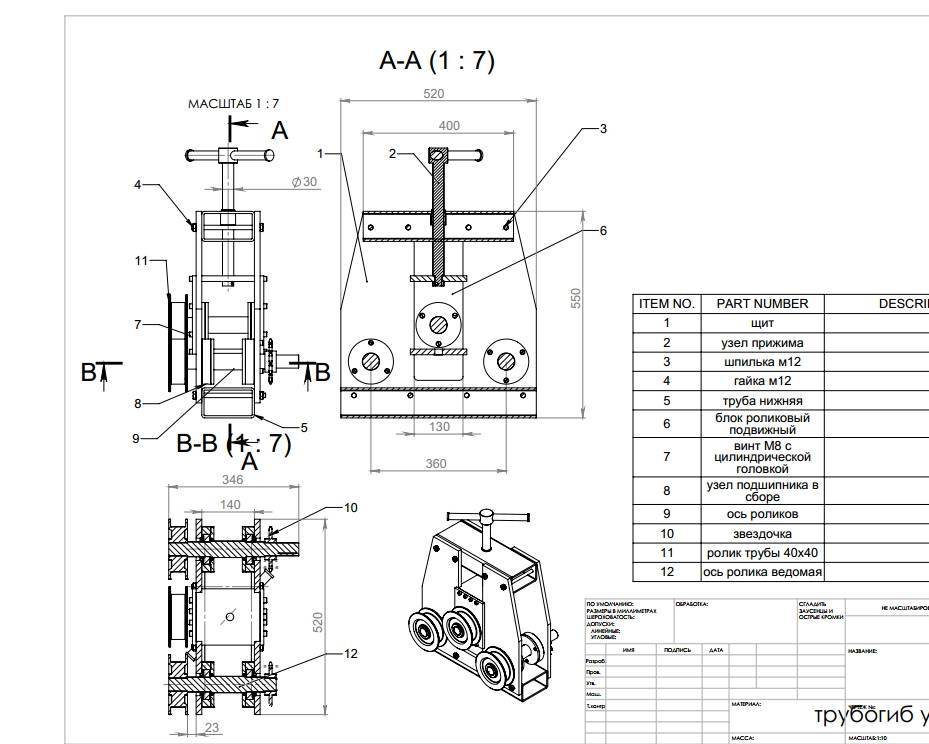
Модель №1 – прокатная
Алгоритм сборки:
- Металлическую основу нужно закрепить на ровной прочной поверхности и по торцам высверлить отверстия.
- На стальных прямоугольных пластинах нужно также выполнить сверление для закрепления катков.
- Закрепить пластины на основе гайками и болтами.
- В пазы установить ролики нужного размера и прочно их зафиксировать.
- В центре основания приварить стойки для центрального вала и закрепить его шпилькой с гайкой.
- Один вал снабдить рукоятью для поворота.
Результат: Должна получиться конструкция, как на фото. Можно не использовать основу металла, а закрепить плаcтины непосредственно к основанию.
Прокатная модель
Модель №2
Ещё один трубогиб для профильной трубы своими руками более простой конструкции справится с изделиями сечением в два с половиной сантиметра.
Порядок работ:
- Необходимо изготовить шаблон устройства на бумаге.
- Из обрезков пиломатериалов собрать устройство по шаблону, скрепляя детали саморезами.
- Прикрутить полученный модуль к стене. С одной стороны модуля прикрутить брус для упора.
Результат на фото:
Образец модели
Модель №3
Этот вариант выполненного своими руками трубогиба для профильной трубы ещё проще:
- Лист фанеры прикручивается к стене, не нем изображается нужный изгиб.
- По линии закрепляются при помощи винтов металлические крюки. К каждому крюку нужно приделать пластинки из металла, они будут дополнительно фиксировать сгибаемый материал.
- Нужно предусмотреть упор для конца трубы.
Результат работы:
Трубогиб из фанеры
Применение гидравлики
Для гидравлического устройства потребуются:
- ролики – 2 штуки;
- гидравлический домкрат;
- башмак;
- швеллер;
- стальные пластины.
Домкрат фиксируют на верстаке. Он будет толкать трубу в плотной захватывающие ролики. Если подготовить ролики разного диаметра, можно работать с изделиями любого размера.
Подобное устройство не требует дополнительный затрат, а домкрат есть у каждого автомобилиста
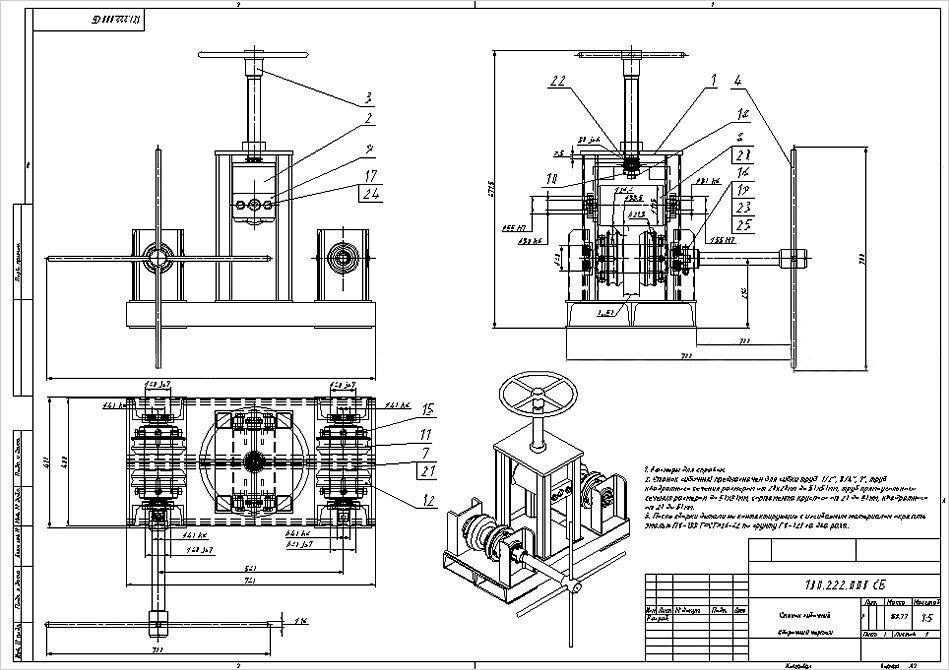
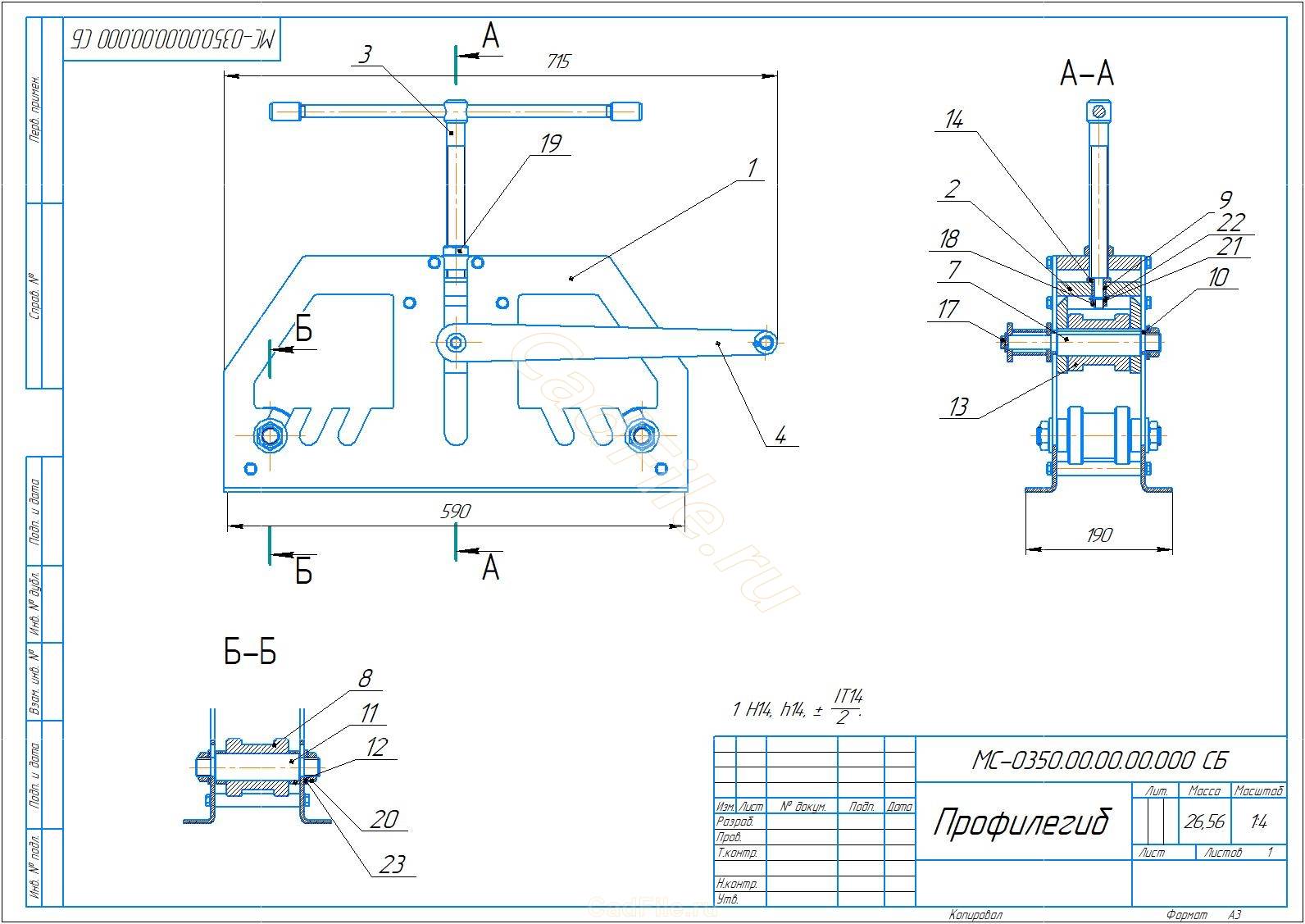
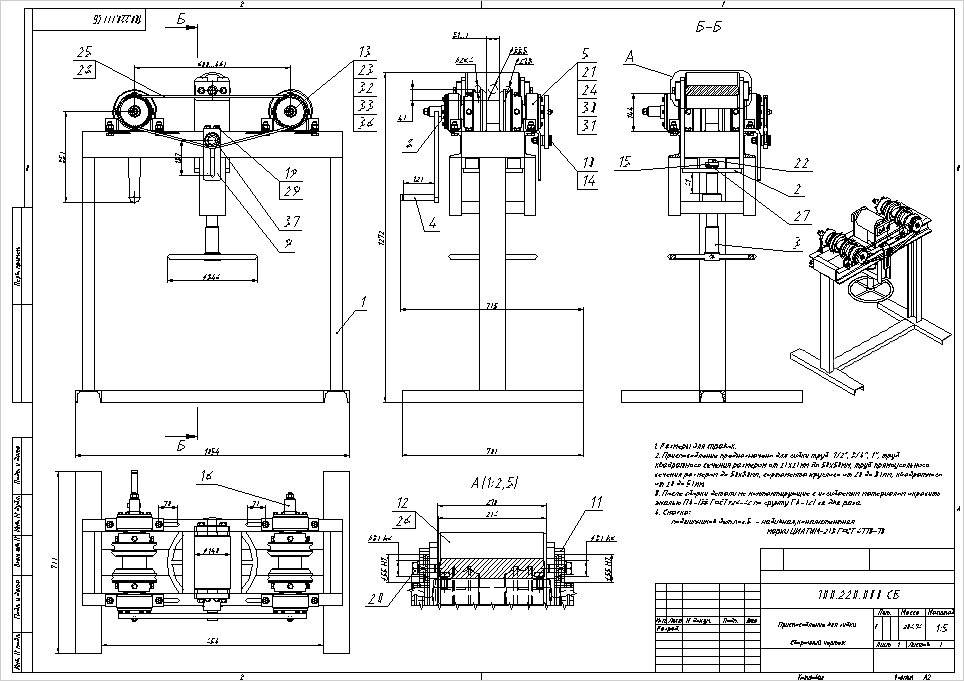
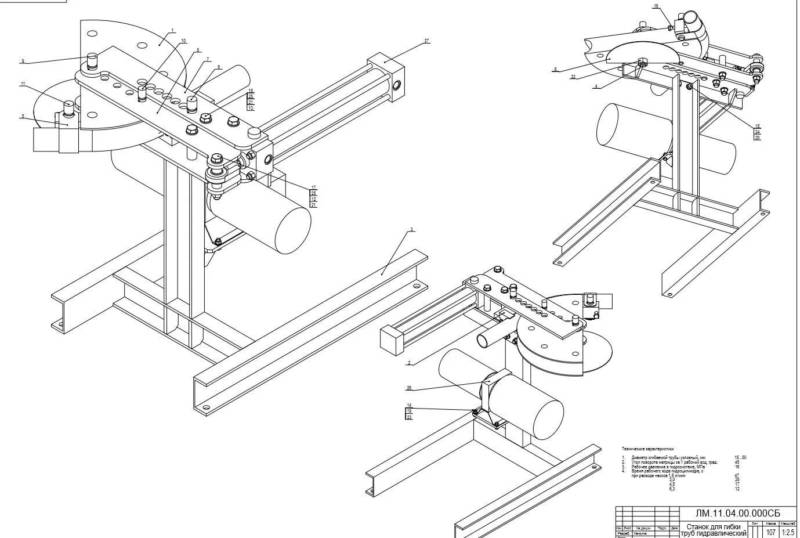
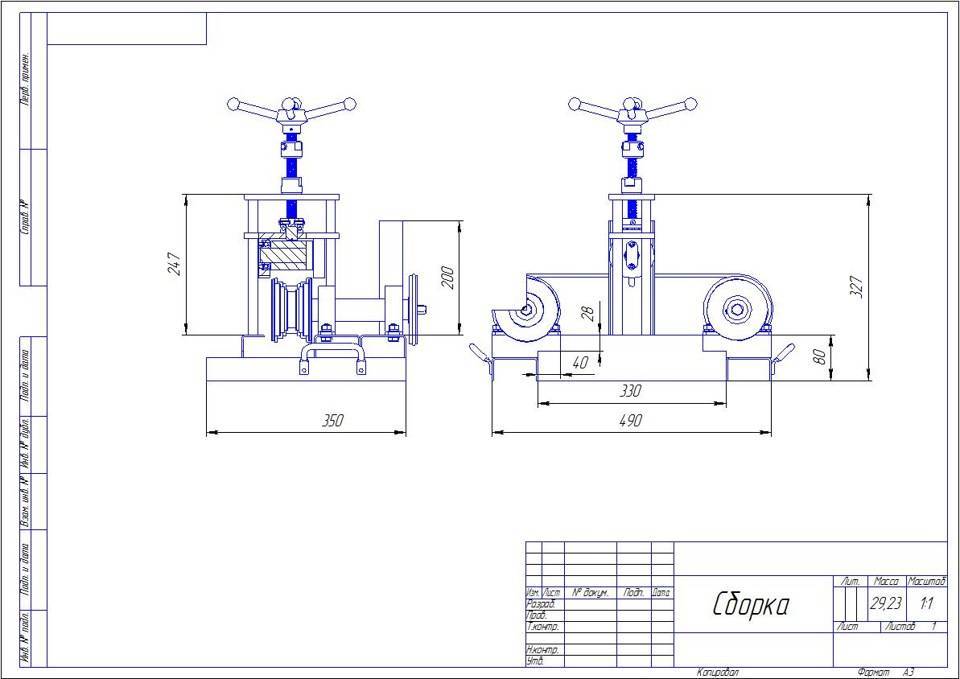
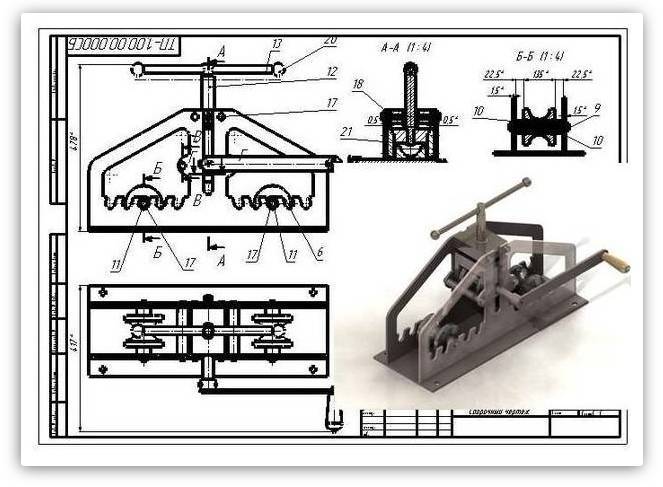
Станок для высокоточной гибки профиля
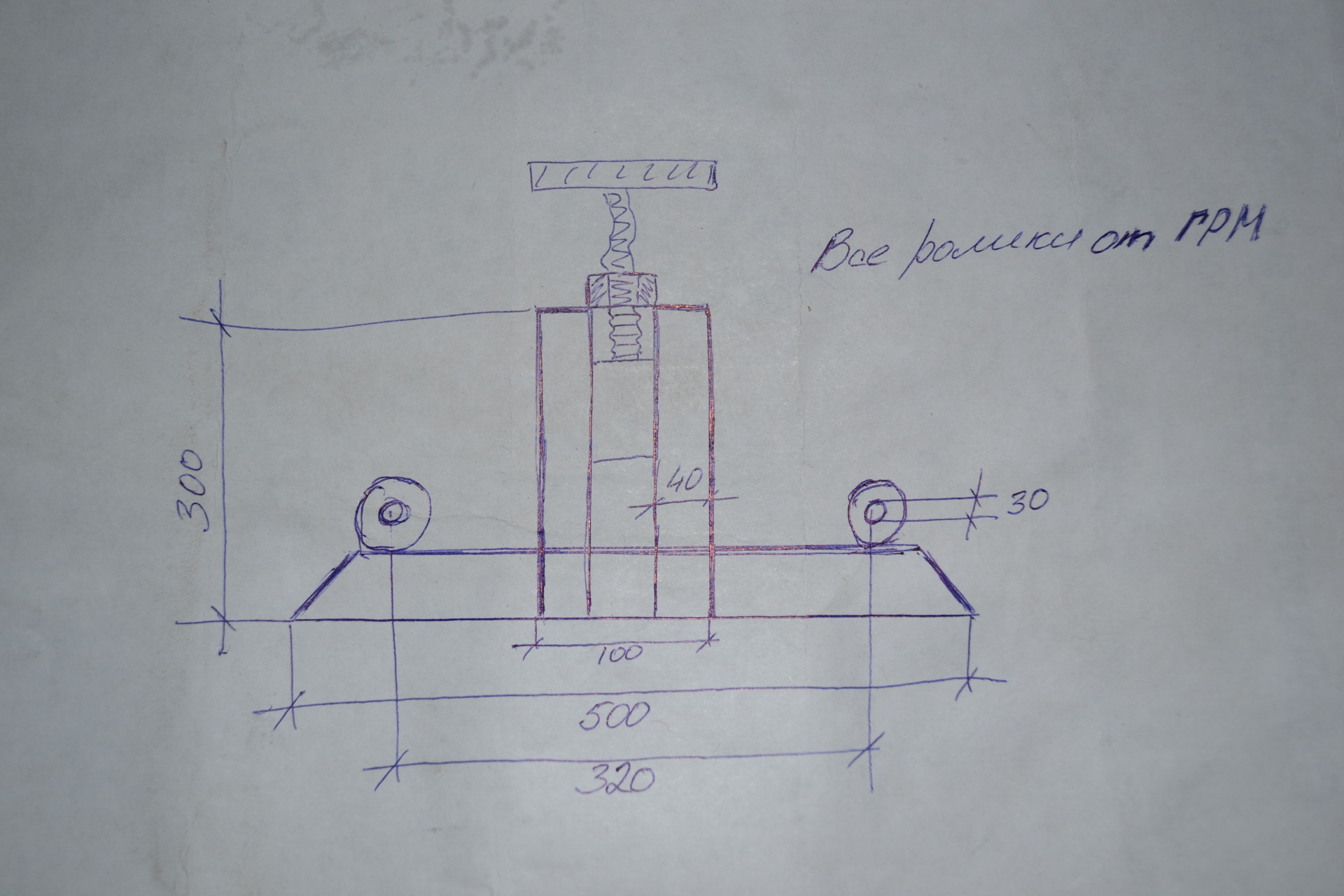
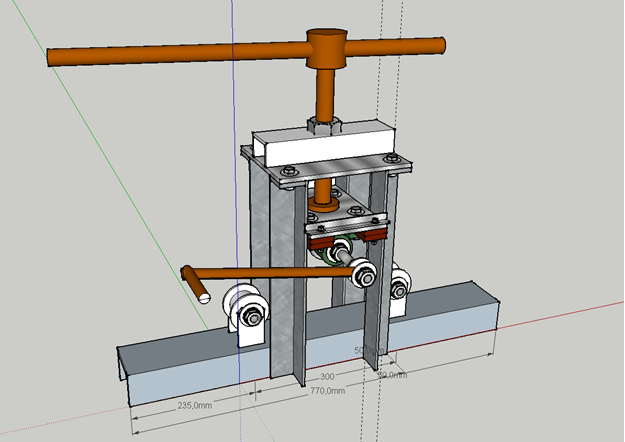
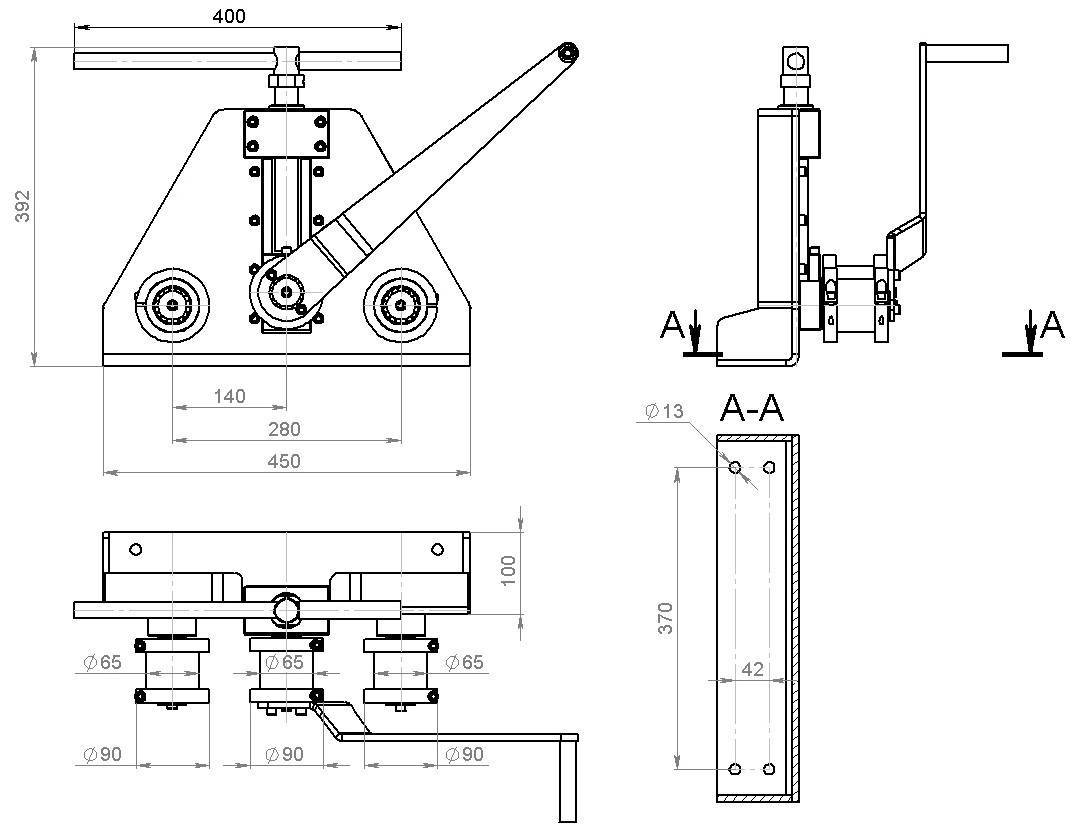
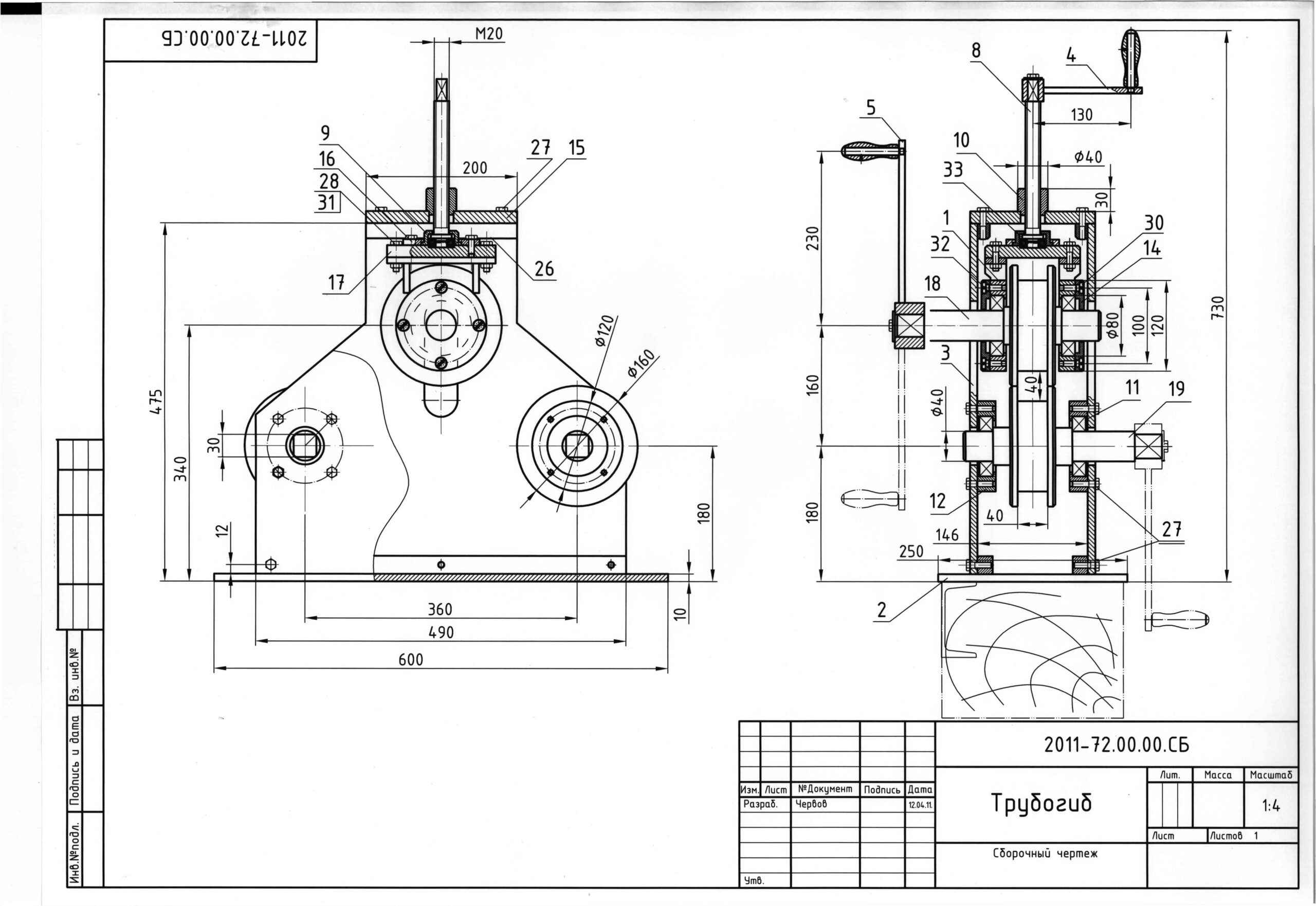
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.
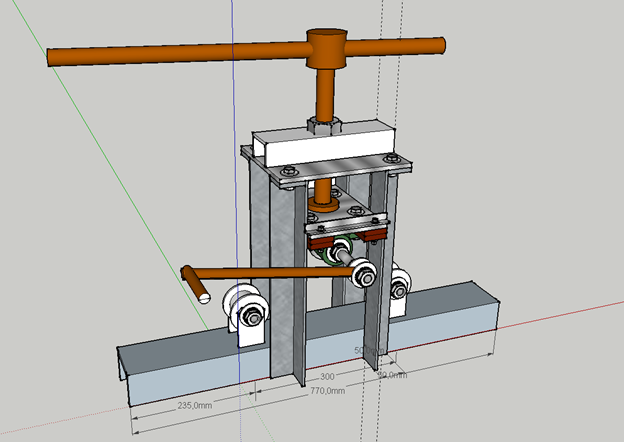
Схема станка-трубогиба
Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см.
Чтобы сделать трубогиб следуйте инструкции:
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек — 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных ворот. После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.
- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины — 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.
- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.
- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.
- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.

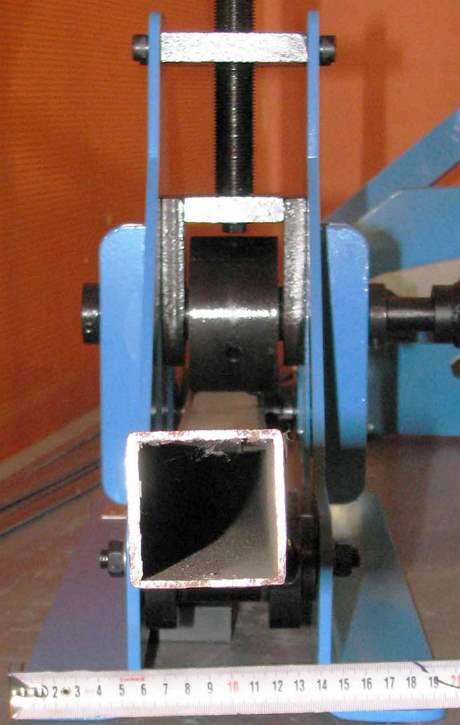
Самодельный трубогиб после покраски
Как согнуть профильную трубу с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
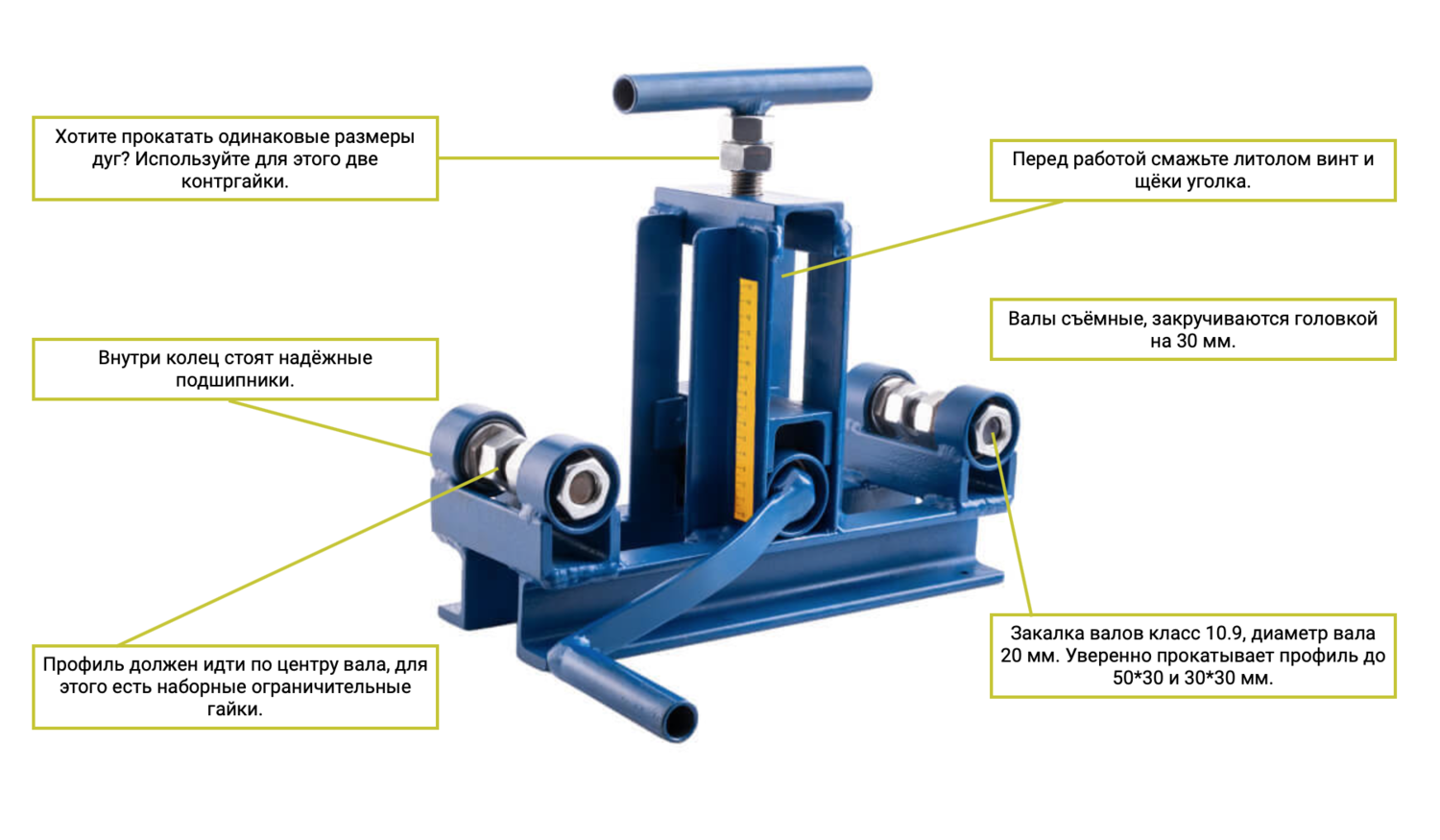
Трубогиб для прокатки
Трубогиб — это устройство, позволяющее гнуть металлические трубы различных диаметров. Покупка готового трубогиба может быть дорогой, но вы также можете создать собственный трубогиб в домашних условиях.

Список инструментов:
- Сварочный аппарат
- Пилы (циркулярная и ножовка по металлу)
- Болтрезы
- Шлифовальный станок или наждачная бумага
- Рулетка или линейка, клещи
- Болты, гайки и шайбы, маркер или карандаш
- Металлическая полоса (длиной около 2 метров и толщиной 5 мм)
- Металлические уголки (длиной около 30 см и толщиной 5 мм)
- Кусок трубы (диаметром, который вы планируете гнуть)

Измерьте и отметьте на металлической полосе точки для сварки уголков. Расстояние между точками должно быть равно длине трубы, которую вы собираетесь гнуть.

Прикрепите металлические уголки к металлической полосе, используя болты, гайки и шайбы. Уголки должны располагаться параллельно друг другу и находиться на равном расстоянии от края полосы.

Установите металлическую полосу в горизонтальное положение и закрепите ее на рабочей поверхности с помощью зажимов или других подходящих методов.

Используйте сварочный аппарат, чтобы сварить уголки к металлической полосе
Обратите внимание на то, чтобы сварочные швы были прочными и устойчивыми

Установите кусок трубы между уголками и закрепите его при помощи болтов и гаек. Убедитесь, что труба надежно закреплена и не будет смещаться при гибке.

Возьмите пилу или болтрезы и сделайте надрез на одном конце трубы, который поможет вам контролировать процесс гибки. Наденьте защитные очки и перчатки, затем начните медленно прокатывать трубу вокруг своего трубогиба, постепенно повышая усилие, чтобы добиться желаемой кривизны.




Проверьте кривизну трубы, когда достигнете желаемого результата. Если необходимо, продолжайте корректировать гибку до достижения нужной формы.
Когда гибка завершена, удалите трубу из трубогиба и проверьте ее на наличие дефектов или неровностей. При необходимости проведите дополнительную обработку, используя шлифовальный станок или наждачную бумагу, чтобы сгладить поверхность трубы и устранить острые края.
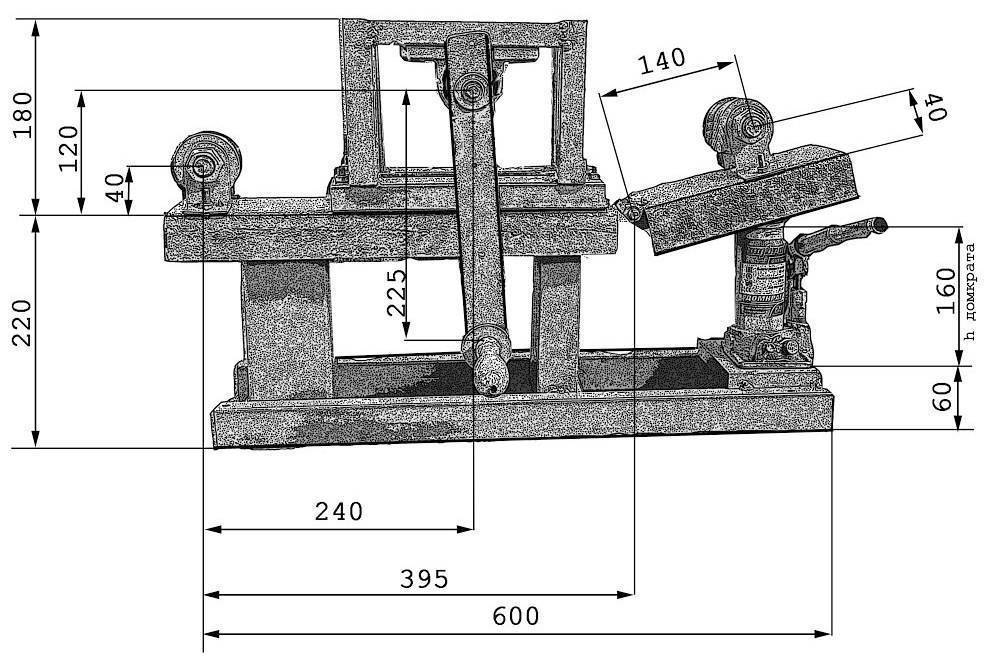
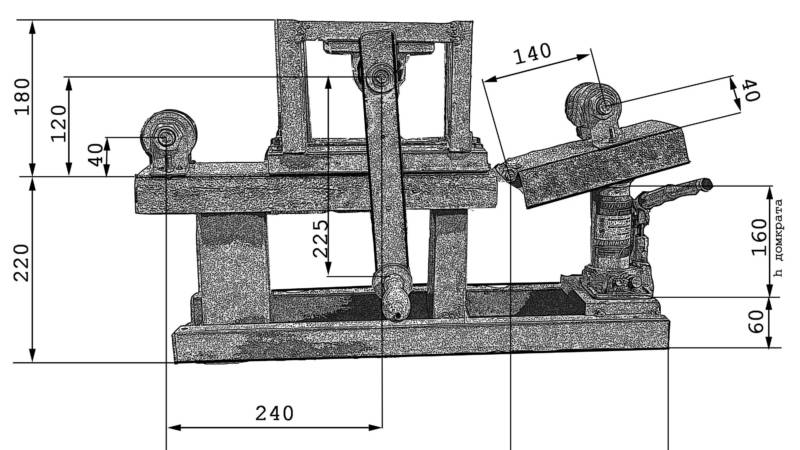
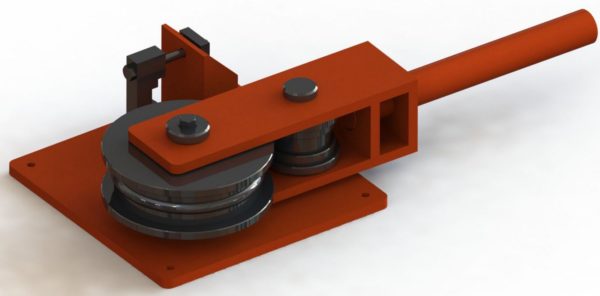
Намоточный трубогиб
В качестве примера можно привести конструкцию гидравлического трубогиба.
Имеется мощный шкив, к которому крепится труба в конце точки изгиба. Шкив закреплен на стационарной станине, в основании станины под углом к ней закреплен шток с гидравлическим приводом (домкрат). Шток упирается в рычаг, который крутит шкив и наматывает на него трубу. Рычаг жестко крепится к шкиву в отверстиях по его окружности (но может менять свою позицию) и свободно вращается вокруг оси шкива.
Вначале он закреплен на одном уровне с точкой крепления трубы. Приводят в действие гидравлику, шток выдвигается и рычагом крутит шкив. Труба наматывается на него, опираясь на упор, закрепленный в станине. После того, как рабочий ход штока гидравлики дошел до предела, давление сбрасывают и переустанавливают рычаг в новую позицию под первоначальным углом. Процесс повторяется до достижения необходимого угла поворота.
Можно привести еще один пример такого же по устройству самодельного трубогиба, использующего реечный домкрат.
В этом случае для гибки необходимо прикладывать больше усилий.
Еще один образец намоточного трубогиба использует деревянные ролики, описанные выше.
Конструкция трубогиба для профильной трубы очень проста в исполнении, использует мускульную силу работника, а в качестве упора применяют подвижный ролик, который своим вращением уменьшает необходимое усилие на рычаг. Труба зажимается при помощи обычного хомута к основному ролику (шкиву-шаблону). На шаблоне расположен держатель под рычаг. Одной рукой придерживают трубу (можно усовершенствовать — установить в этой плоскости опору), а другой рукой рычагом поворачивают шкив.
Трубогиб с прижимающим роликом
Обладает рядом преимуществ и технологических возможностей. Благодаря этому обеспечивается увеличенная точность сгибания. Отличия конструкции:
- Сменный ролик профилированного типа вращается без препятствия на вертикальной либо горизонтальной оси;
- Используется поворотный рычаг снабженный рукояткой;
- На противоположном плече рычага закрепляется гибочный ролик, который можно по мере необходимости заменять;
- Применяется упорная проводка;
- Станина.


Каждая пара применяется для осуществления изгиба трубы с разным диаметром. Потому такие ролики обязательно должны легко сниматься и устанавливаться с другим размером, если потребуется.

Как собирать:
Важно осознать какая будет нагрузка. Это определяющий момент в процессе выбора материала — дерево либо металл;
Создаётся неподвижное основание
Оно требуется для монтажа стационарного ролика;
Крепится прижимной механизм или скоба;
Следует прикрепить ручку в виде п-образного рычага для закрепления подвижного ролика с монтажом у основания того самого неподвижного ролика. Эта конструкция позволит сгибать даже жёсткие трубы. Но для мягких можно сделать немного проще.

Для эксплуатации труба вставляется между роликами. Она фиксируется прижимным устройством либо скобой. Передаётся усилие к рычагу, и осуществляется сгибание трубы. Всё просто, но процесс изготовления выгодно изучить по фото схеме или на видео.

Два варианта простейших самодельных профилегибов
Ручное приспособление для сгибания металлических профилей различного сечения, как уже было сказано выше, легко сделать своими руками. Профилегиб может оказаться полезным во многих бытовых ситуациях. Самодельное устройство, с помощью которого можно гнуть профили небольшого сечения, поможет вам самостоятельно изготовить или отремонтировать конструкции, в которых используются изогнутые под разными углами трубы или профили.
Начнем с самых простых конструкций, простота которых автоматически означает, что функционал таких устройств будет весьма ограниченным. Но в ряде случаев возможностей таких приспособлений вполне хватит, а простота и дешевизна их производства позволят в сжатые сроки приступить к работе.
Для того чтобы сделать приспособление для гибки труб диаметром до 20 мм, вам не придется даже смотреть обучающее видео. Такой профилегиб имеет очень простую конструкцию, состоящую из бетонного основания и зафиксированных в ней стальных штырей, между которыми и производится гибка.
Профилегиб: вид сбоку
Прежде всего, необходимо утрамбовать участок грунта небольшого размера, засыпать его щебнем и выровнять. Затем этот участок надо залить бетонным раствором, который готовится из смеси песка и цемента (в соотношении 4:1). Прежде чем вы начнете заливать бетонный раствор, на подготовленном основании необходимо укрепить несколько отрезков швеллеров или труб диаметром не меньше 70 мм. При этом зафиксировать их необходимо так, чтобы с поверхностью основания они составляли угол 90°, а между выставленными металлическими отрезками было выдержано расстояние порядка 4–5 см.

Неказистая на вид, но вполне работоспособная самоделка
После того как будет залит бетонный раствор, надо выдержать определенное время. Через 2–3 дня таким самодельным трубогибом уже можно пользоваться. Сгибаемую трубу или профиль помещают между выступающими над бетонным основанием штырями и загибают на требуемый угол. Что удобно, такой трубогиб, сделанный своими руками, можно успешно использовать для сгибания изделий из нержавеющей стали.
Если же вам надо сгибать трубы с диаметром более 20 мм, то самодельное приспособление для этого будет выглядеть несколько сложнее. Чтобы сделать такой трубогиб, вам также необходимо залить бетонное основание и зафиксировать в нем два металлических прутка круглого сечения. Штыри в данном случае будут служить осями для размещения на них роликов, размеры желобков которых должны соответствовать диаметру сгибаемой трубы. Используют такой профилегиб следующим образом: трубу заводят между роликами и один ее конец надежно фиксируют. Второй конец посредством металлического троса крепят к ручной или электрической лебедке, которая и создает необходимое усилие для выполнения изгиба.

Простой ручной профилегиб для сгибания профтруб на угол 90°
Существует еще один вариант несложного устройства, которое позволит вручную сгибать профильные трубы на угол 90°. Его конструкция вполне понятна по фото, стоит лишь отметить, что невысокая борозда на сгибе значительно упростит работу и уменьшит необходимое усилие, которое нужно будет прикладывать при сгибании профильных труб.
Простейший шаблонный трубогиб ручной
Привод — ручной. Материал — дерево. Способ — обкатка. Если стальная труба тонкостенная с небольшим диаметром, то прижимной ролик можно не использовать, а гнуть трубу «голыми» руками.
Из дерева изготавливают шаблон. Толщина шаблона должна быть больше диаметра трубы, а форма соответствовать необходимому радиусу изгиба. Лучше, если она буде профилирована в торце, чтобы обеспечить необходимый профиль можно даже использовать две доски по высоте со скошенной во внутрь линией распила.
Шаблон крепят к неподвижному основанию, прикладывают трубу и с одного бока (для правши слева) прикручивают к основанию упор.
Если рычаг недостаточен, то его можно увеличить куском арматуры. Гнуть надо медленно, следя за тем, чтобы труба не соскочила с шаблона.
В отличие от фабричных механизмов этот «примитивный» способ позволяет быстро и без существенных затрат сделать приспособление трубогиба с большим диаметром изгиба трубы. На основании чертят линию изгиба, монтируют по этой линии шаблон из нескольких сегментов. Дальше по стандарту — упор, труба, рычаг.
Есть варианты, когда в таких случаях используют «разборную» модель — на вертикальной деревянной основе вместо шаблона по окружности крепят точечные упоры (лучше стальные крюки с диаметром под трубу).
После использования крюки снимают. Их можно всегда переустановить с новыми размерами.
Это были простейшие стационарные модели с шаблоном. Более сложные используют классическую схему с прижимным роликом.
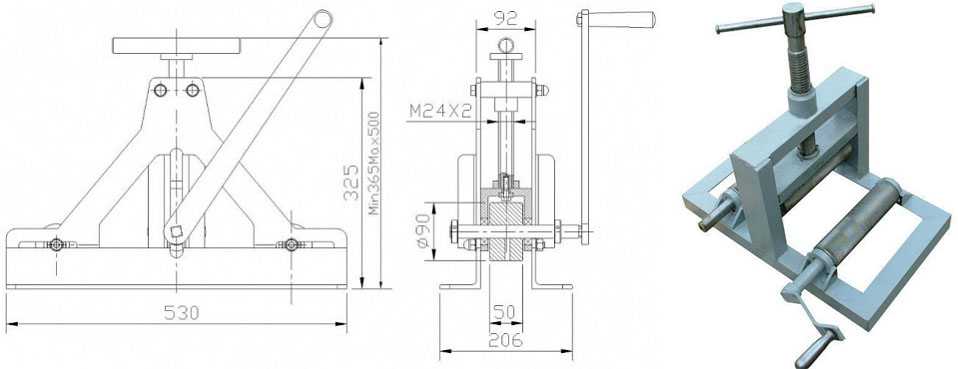
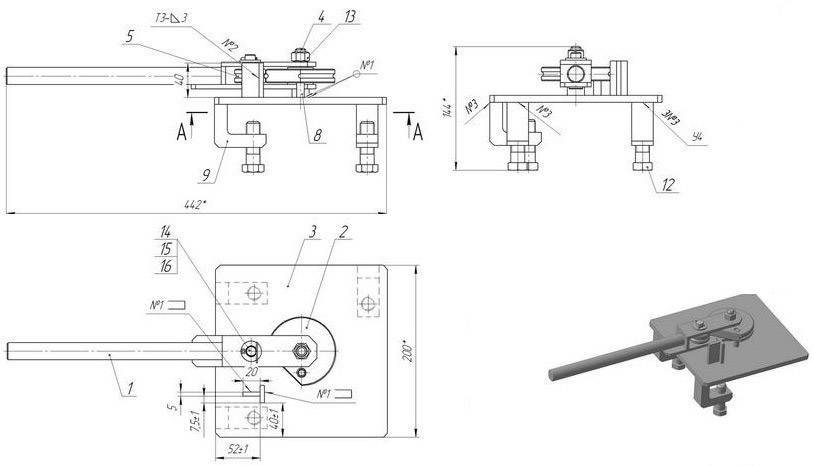
Арбалетный трубогиб
Схематически инструмент представлен тремя роликами, один из них предназначен для сгиба трубы при продольном передвижении. Два других фиксируют и направляют ее по краям. Все изделие размещается на раме (основе). Два равных по размеру ролика неподвижно крепят с обеих сторон рамы. На их оси размещается хомут для обеспечения нежесткой фиксации сгибаемой заготовки в лузе.
В средней части основания пол бокам с помощью болтов крепятся 2 перпендикулярные стойки из п-образного профиля, их ребра размещают внутрь для направления каретки. Ролик с лузой, соответствующий сечению труб, фиксируется в каретке. Верхняя полка каретки оснащается пятачком с бортами для обеспечения взаимодействия с винтом. Каретка и ролики размещаются внутри стоек. Сечение ролика аналогично радиусу сгиба заготовки.
Для движения по ролику, размещенному по центру, используется домкрат, представленный в виде продолговатого винта с резьбой, размещенного в основании домкрата. Основа фиксируется в неподвижном положении на стойках трубогибного устройства. Вверху винт оснащен двусторонней рукояткой. В нижней части винт образует упор в пятачок каретки.
При сгибе, заготовки направляют через хомуты роликов, размещенных с обеих сторон конструкции. Средний ролик опускают к трубе с помощью рукоятки домкрата. Сечение центрального и боковых роликов идентично. Отрезок между осями боковых роликов составляет 3-5 диаметра.

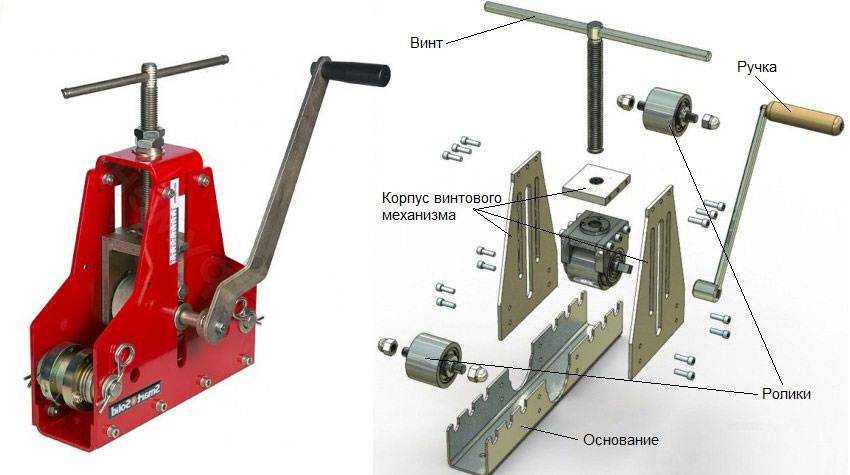
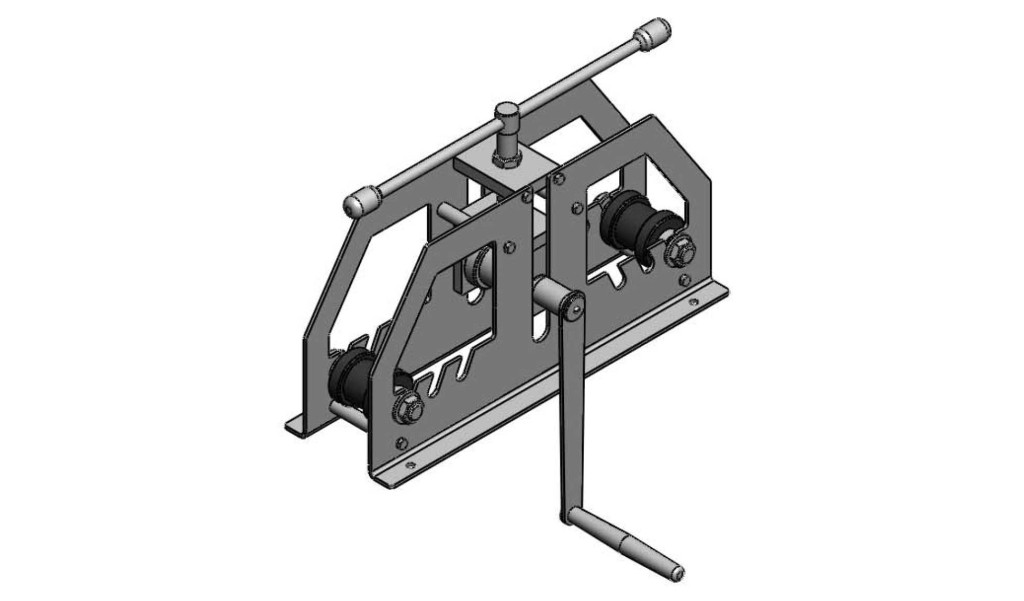
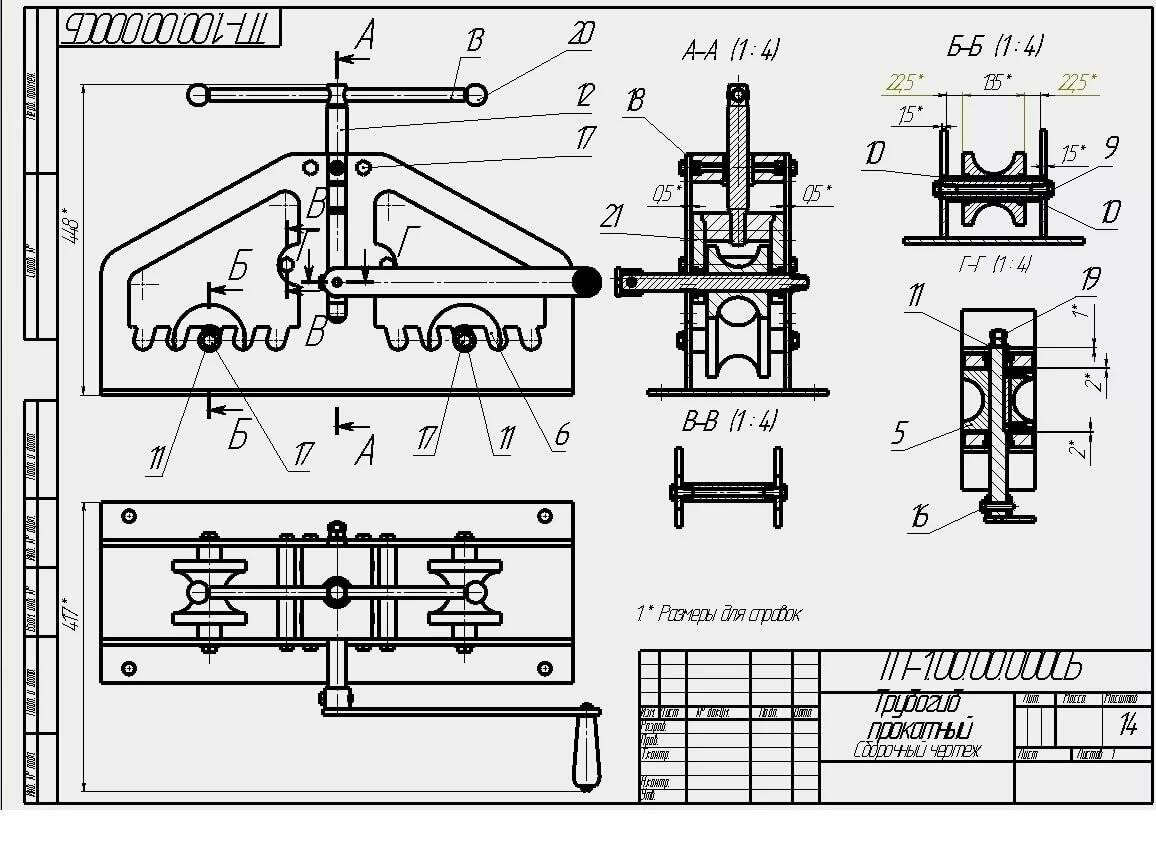
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
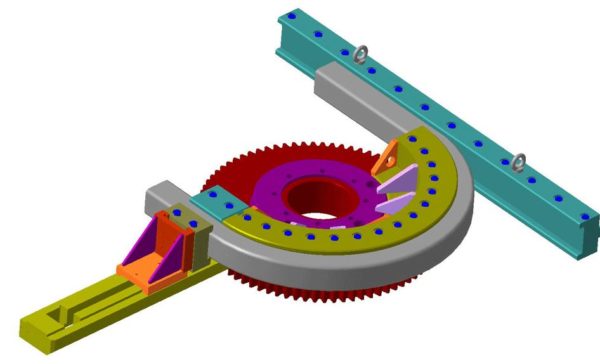
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.





