

Электромуфтовая сварка
Сварка полиэтиленовых труб муфтами с закладными нагревателями обходится дороже, чем применение сварки встык, но иногда без этого способа не обойтись.
Перед тем как начать работу сварочным аппаратом, необходимо обезжирить соединяемые поверхности включая внутренние части фасонных деталей. Трубы рекомендуется дополнительно очистить скребком вручную или механически, чтобы снять окислы и загрязнения.
Нельзя применять для этого наждачную бумагу или иные абразивные поверхности, поскольку результатом их агрессивного воздействия на пластик станут повреждения материала. При этом грязь на поверхностях останется, что приведет к нарушению герметичности соединения.
После снятия стружки с помощью скребка трубы помещаются в центратор для полного выравнивания. Зафиксировав их, вводим ровно обрезанную торцевую часть в муфту, с другой стороны вставляется вторая труба. Затем на электрические спирали фитинга подается ток, и начинается нагрев, вследствие которого поверхности трубы и электромуфты размягчаются, плавятся и становятся одним целым.
Используя сварку полиэтиленовых труб муфтами, можно получить высокопрочные соединения, которые будут выдерживать давление до 15 атмосфер.
Данный вид соединения полиэтиленовых труб менее распространен, чем сварка электромуфтами или встык. Это объясняется тем, что раструбная контактная сварка идеально подходит для внутренних бытовых трубопроводов с большим количеством поворотов, а трубы ПЭ чаще используются на открытых прямолинейных участках значительной протяженности. Тем не менее, этот метод обеспечивает надежную стыковку, а потому заслуживает внимания.
Для создания неразъемного соединения враструб потребуется нагревательный инструмент, который оплавляет внутреннюю и внешнюю поверхности стыкуемых труб. Нагревание может происходить как от электрической спирали, так и от открытого пламени горелки. По достижении состояния оплавления нагревательный элемент извлекается, и трубы соединяются друг с другом. Рекомендованная температура окружающей среды во время работы – от 0°С и выше.

Вне зависимости от способа соединения, в каждой инструкции по сварке полиэтиленовых труб отдельное внимание уделяется процессу естественного остывания. Не следует пытаться охладить трубы самостоятельно с помощью полива или обдува воздухом
Только постепенное понижение температуры обеспечит герметичный, качественный шов.
По завершении сварочных работ обязательно убедитесь в качестве обработки стыков.
Основными требованиями к сварным стыкам являются следующие:
- трубы соединены в одну соосную прямую
- стыковой шов располагается на поверхности трубопровода, он не должен быть впалым
- высота грата не более 2,5 мм для труб толщиной до 5 мм и не более 5 мм для более толстостенных.
Если швы соответствуют данным показателям, то полученное соединение будет прочным и качественным.
Полиэтиленовые трубы в производстве и бытовом назначении используются все чаще: они отличаются легким весом и низкой ценой, не ржавеют, а главное, их легко монтировать. Самым надежным видом крепления остается сварка полиэтиленовых труб. Это более трудоемкий метод, чем механическое соединение, однако и его качество выше. Главное, чтобы была соблюдена технология сварки полиэтиленовых труб. Все квалифицированные сварщики обязательно проходят аттестацию.
Чаще всего используются три вида сварки: враструб, встык и при помощи электромуфты. В статье речь пойдет о стыковой сварке.
Сварка встык может использоваться в случае, если монтируемые трубы имеют диаметр не меньше 50 мм и толщину стенок не менее 5 мм. По этой технологии, отрезки плотно фиксируются, края выравниваются для лучшего контакта, разогреваются при помощи специального агрегата и расплавляются, после чего трубопровод стыкуют и сваривают. Если сделать все правильно, то образуется аккуратный и ровный шов.
При стыковой сварке нужно также помнить о следующих нюансах:
- температура воздуха в помещении, где будут проводиться работы, или на улице должна быть не меньше -15° и не выше +45°;
- трубы должны быть одного диаметра и SDR, а также изготовлены из одной марки полиэтилена.
Рейтинг качества по странам производителям
Существует негласный список рейтинга качества производителей, который основывается исключительно на реальных отзывах потребителя:
- Первое место принадлежит Германии;
- Второе — Чехии;
- Третье – Турции;
- Четвертое уверенно занимает Россия;
- Китай.
Теперь более детально о странах производителях.
Германия
Это прежде всего передовые технологии, возможность протоколирование процесса и сохранение информации на флешку (для контроля и анализа процесса), большое внимание уделяется безопасности и защитным функциям. Чехия
Аппарат для сварки этой страны отличается функциональностью и высоким уровнем качества элементов и насадок.
Турция. Эта страна продолжает рейтинг производителей. Изделия страны стали отменной альтернативой чешским товарам. Но, среди предоставленных моделей от турецкого производителя часто можно встретить оборудование низкого качества. Самыми популярными моделями являются: Valtec, Kalde и Candan. Они заслуженно получили большое количество положительных отзывов, и выгодно отличаются хорошим сочетанием стоимости и качества.
Россия. С недавнего времени отечественные производители стали выставлять на рынок аппараты для сварки высокого качества. При этом оборудование данной линейки выгодно отличает доступная стоимость.
Китай. К сожалению, товары этого производителя из-за своего невысокого качества, не получили высокой оценки от профессионалов.
Инструкции по монтажу полиэтиленовых труб
Для соединения полиэтиленовых труб с элементами водопровода могут использоваться такие соединения:
- неразъемные;
- разъёмные.
Неразъёмные соединения получаются путем припаивания труб друг к другу или к специальным сварным фитингам. Этот способ дешев, но получаемые при этом конструкции часто получаются громоздкими. Использование неразъемных соединений оправдано при монтаже подземных стационарных водопроводов.
Для сборки временных систем из полиэтиленовых труб, а также при отсутствии сварочного оборудования можно использовать резьбовые компрессионные фитинги, монтаж которых будет рассмотрен далее.
Присоединение трубы к компрессионному фитингу
Стоят компрессионные фитинги дороже сварных моделей, но являются разборными и простыми в эксплуатации. Рекомендации по их монтажу рассмотрены в нижеприведенной пошаговой инструкции.
Шаг первый: внешний осмотр
Сборка системы из полиэтиленовой трубы и пластикового компрессионного фитинга начинается с их ревизии на предмет наличия трещин и глубоких царапин. Дефектный участок трубы лучше сразу обрезать.
Шаг второй: обрезка
Резать полиэтиленовую трубу можно и ножом и специальным труборезом. В итоге должен получиться идеально перпендикулярный срез без зацепов и волн. Для удаления неровностей краев можно приобрести ручной торцеватель.
Видов труборезов много, но все они имеют широкое основание, которое обеспечивает строго перпендикулярное положение трубы относительно режущего элемента
Шаг третий: одевание элементов фитинга на трубу
Сначала на шланг одевается зажимная гайка, потом цанга, затем зажимное кольцо, а в конце натягивается резиновая прокладка.
Комплектация фитинга может быть различной, поэтому важно запомнить последовательность его элементов при раскручивании, чтобы правильно одеть их при сборке соединения
Шаг четвёртый: закручивание
Конец трубы до упора вставляется в корпус фитинга, а надетые на шланг элементы подсовываются к резьбе. После этого зажимная гайка плотно закручивается руками. При наличии цепного ключа можно поджать соединение им.
Спешить с закручиванием зажимной гайки не стоит – она может перекоситься. При тугом ходе лучше лишний раз раскрутить соединение и повторить процесс сборки
После монтажа фитинга стоит проверить герметичность соединения. В случае протекания можно легко перекрутить гайку, поправив элементы конструкции.








Врезка седелки в трубу
При необходимости сделать ответвление от полиэтиленовой трубы не обязательно покупать тройник. Будет достаточно просверлить в ней отверстие и поставить седелку. Как это сделать, будет разобрано в пошаговой инструкции.
Шаг первый: подготовка
Первоначально нужно осмотреть соединяемые изделия на отсутствие царапин и трещин и протереть их поверхность влажной тряпкой.
Шаг второй: сборка зажима
Одеть на трубу обе части хомута, закрутить его гайки ключом. Целью процедуры является жёсткая фиксация седелки.
Существуют седелки, которые можно устанавливать под работающим водопроводом. Они имеют встроенный механизм, просверливающий отверстие без разгерметизации конструкции
Шаг третий: сверление
В центре отверстия седелки наметить точку, а по краям фитинга сделать маркером полоски для запоминания его положения. Раскрутить седелку и снять её части. Просверлить полиэтиленовую трубу в намеченном месте с помощью сверла требуемого диаметра.
Существуют сверла в оболочке, которые позволяют делать отверстия в трубах и углублениях без риска повредить окружающие стенки
Шаг четвертый: сборка седелки
Вычистить ПЭ трубу внутри от стружки и убрать возможные зацепы с краев просверленного отверстия. Приложить, согласно начерченным ранее меткам, части фитинга к трубе и сильно затянуть фиксирующие гайки.
Простые сиделки могут не комплектоваться зажимным механизмом для присоединения трубы. В таком случае резьбу присоединяемого фитинга или трубы рекомендуется обмотать фум-лентой
При вкручивании в сиделку трубы или фитинга можно намотать несколько слоев фум-ленты.
Часть седелки с выходным отверстием может иметь со стороны трубы канавку для уплотнительного резинового кольца. Поэтому, при наличии уплотнителя, необходимо подложить его между трубой и фитингом.
Агрегаты для стыковой сварки

Оборудование для стыковой сварки может использоваться для труб разного диаметра. Для выполнения работы заготовки нужно закрепить в специальном держателе. Концы труб разогреваются при помощи нагревателя. После этого они соединяются друг с другом. Торцы изделий стоит плотно прижать до полного остывания шва.
Оборудование для стыковой сварки делится на следующие виды:
- ручное;
- механическое;
- гидравлическое.
Рассмотрим подробнее особенности каждого из них.
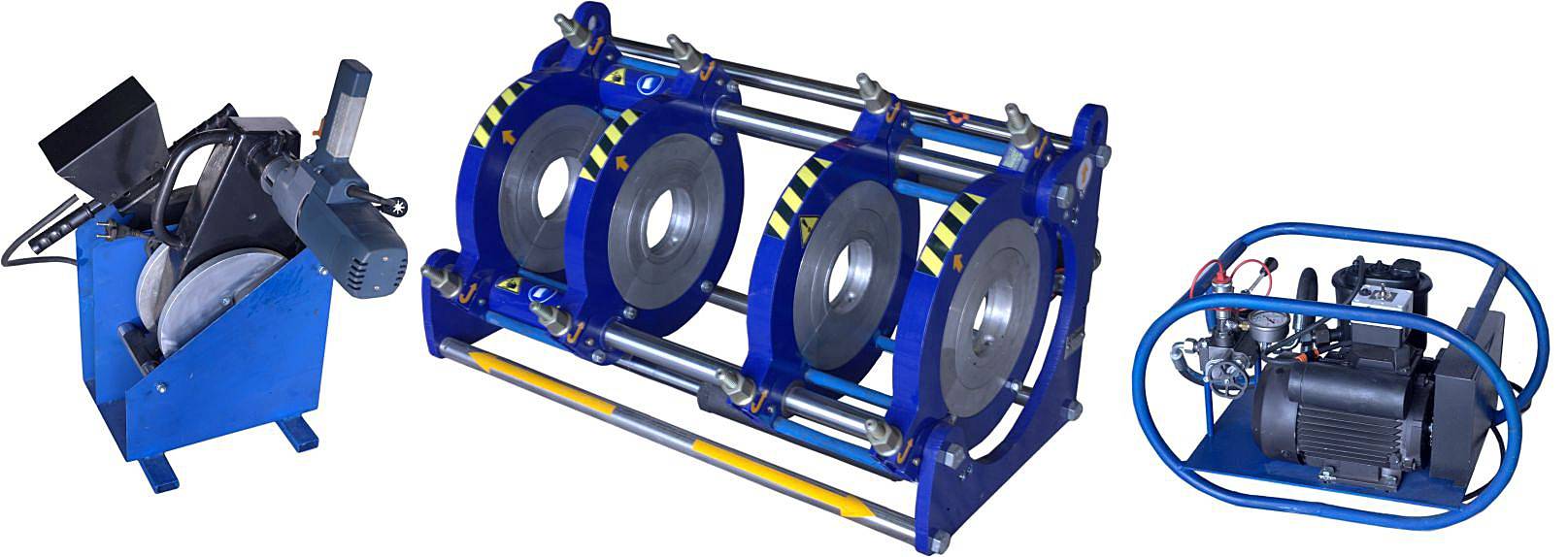
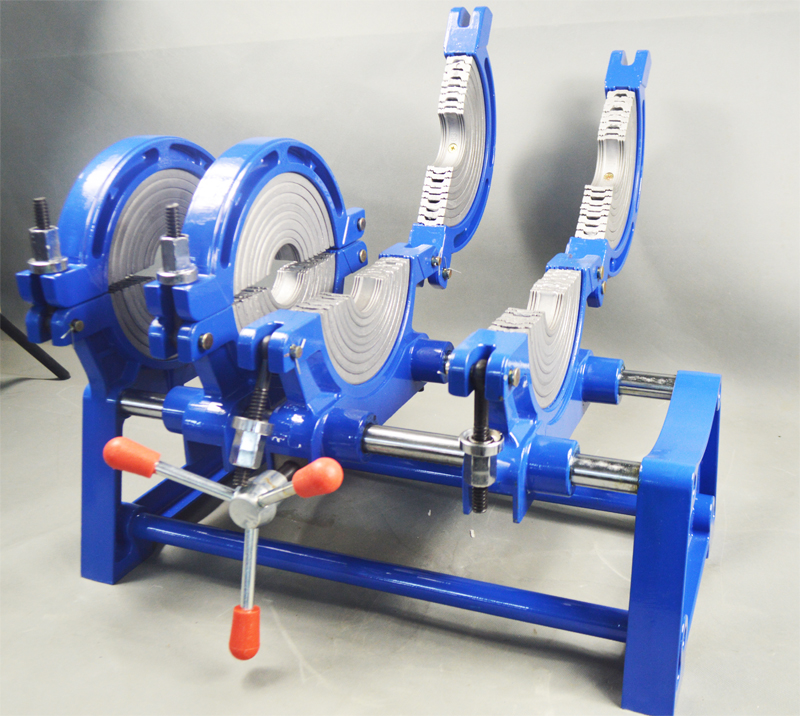
Ручные агрегаты

Ручной аппарат для сварки полиэтиленовых труб подходит для изделий с небольшим диаметром (4-12,5 см). Некоторые ручные сварочные агрегаты могут работать с заготовками шириной до 30 см. Это компактное, простое в использование оборудование подходит для эксплуатации в домашних условиях.
Стыковой ручной агрегат состоит из следующих составных частей:
- центратор, позволяющий выравнивать положение соединяемых деталей;
- для обрезки труб используется торцеватель;
- для плавления материала применяется нагревательная плита.
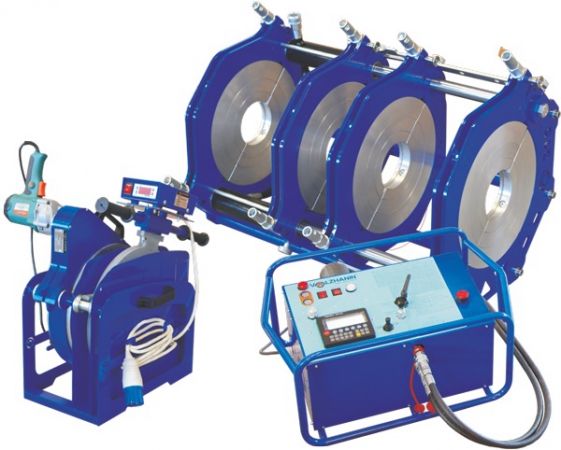
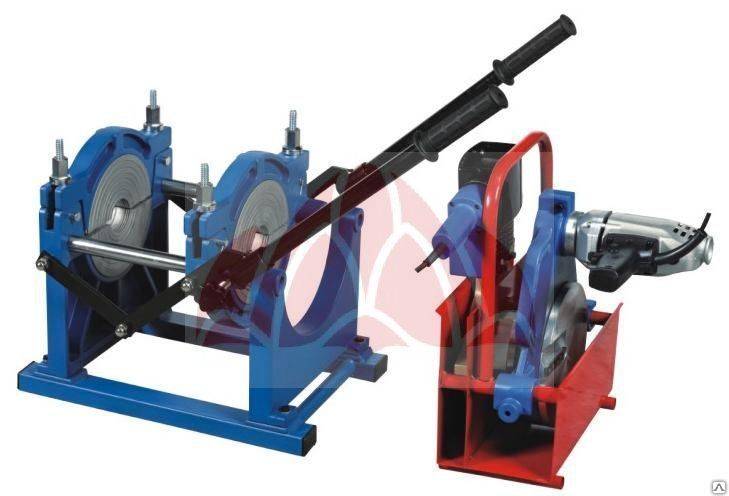
Механические приборы

Механический агрегат для стыковой сварки полиэтиленовых труб позволяет работать с элементами диаметром не более 25 см. Обычно с помощью таких труб выполняются напорные системы низкого давления.
Если подобный прибор для стыковой сварки будет использоваться для обустройства безнапорных инженерных коммуникаций, то диаметр труб может быть больше – до 31,5 см. Данные изделия могут применяться для сварки на месте прокладки или в специальных цехах.
Главные достоинства таких приборов, за которые они так ценятся, – это небольшой вес, что гарантирует мобильность изделия, и надёжная бесперебойная работа. У некоторых производителей такой сварочный аппарат выпускается с полезной дополнительной функцией – возможностью создания пластиковых отводов.
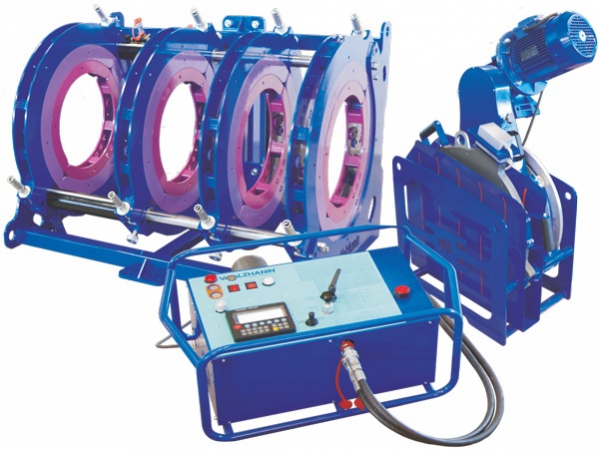
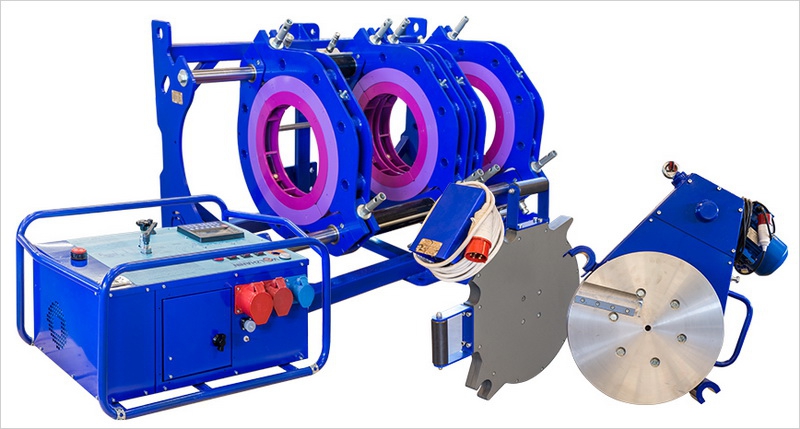
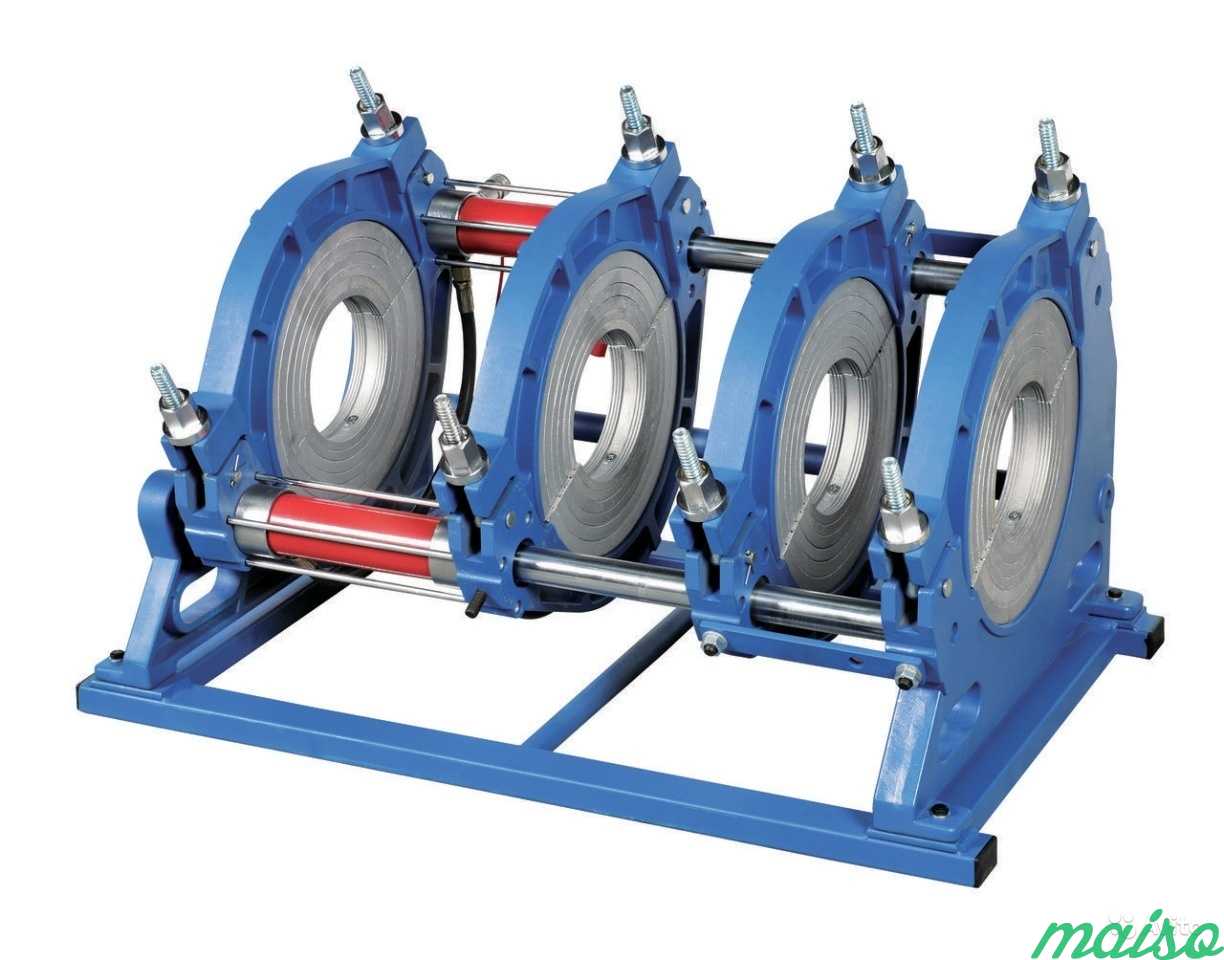
Гидравлическое оборудование
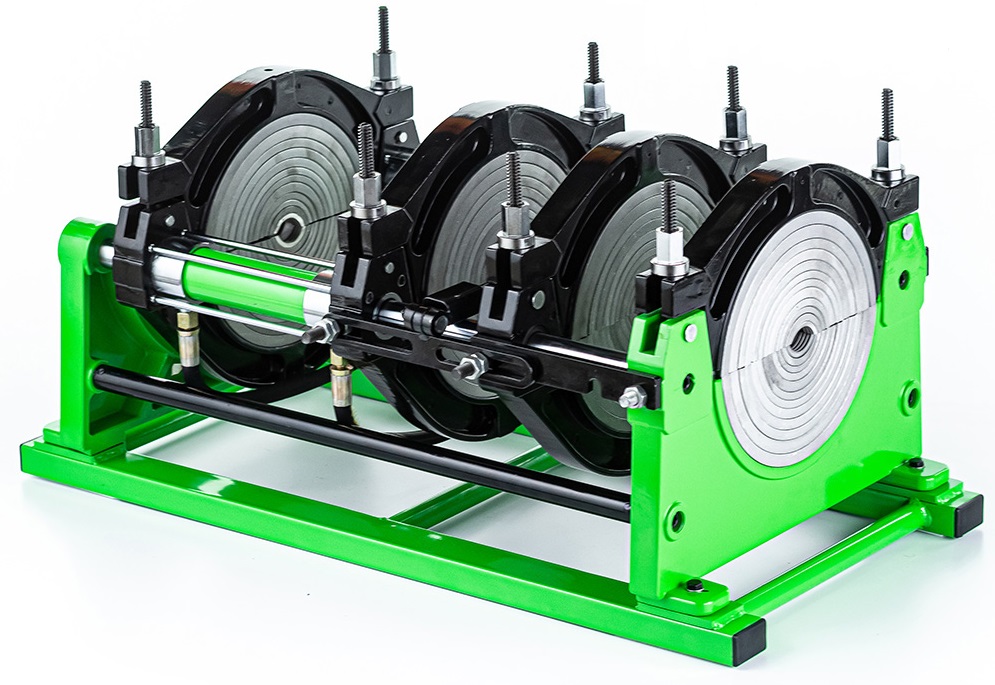
Стыковой сварочный агрегат данной разновидности имеет центратор, который укомплектован гидравлическим приводом. Благодаря такой конструкции прибор может соединять трубы любого диаметра (4-200 см). Однако большинство приборов рассчитаны на максимальный диаметр свариваемых труб, равный 1,6 м.
В свою очередь гидравлические агрегаты делятся на три вида по степени автоматизации:
- Ручные гидравлические приборы . Область использования такого оборудования – это прокладка трубопроводов среднего и низкого давления. Управление агрегатом и регулировка температуры плавления производятся вручную. Остальные параметры сварки необходимо выбирать и задавать по специальным сварочным таблицам. Данные приборы не имеют функции протоколирования.
- Полуавтоматические гидравлические устройства . Эти приборы со средним уровнем автоматизации чаще всего применяются для сваривания заготовок большого и среднего диаметра. Такое оборудование укомплектовано электронным блоком, снимающим температурные данные с нагревательной плиты и определяющим давление масла в приводном механизме. После сверки полученных данных с программой блок выводит на дисплее сигналы для оператора. Когда процесс сварки завершён, выдаётся протокол.
- Автоматические гидравлические агрегаты . Это современные высокотехнологичные приборы, у которых процесс сварки полностью автоматизирован и контролируется при помощи специального электронного модуля. Оператору достаточно лишь задать данные свариваемых труб – материал, диаметр и некоторые важные параметры, после чего прибор сам выбирает подходящий режим сварки с учётом температуры окружающего воздуха. По завершении процесса прибор выдаёт протокол сварки, в котором указываются все важные параметры.
Аппарат для стыковой сварки пластиковых труб
Одним из способов сварки полиэтиленовых труб является стыковая сварка.
Этот способ заключается в нагреве и постепенной расплавке соединяемых торцов с помощью нагревателя сварочного агрегата. Следующим этапом будет состыковка труб с оказанием давления.
Выполнение стыковой сварки труб требует определенной квалификации, знаний и умения для получения качественного результата этого вида сварки.
Однако, именно при проведении стыковой сварки нет необходимости в привлечении тяжелой техники, наибольшее количество сварщиков – 2 человека, маленький расход на энергозатраты. Таким образом, при стыковой сварке труб уменьшаются не только расходы на труд человека, но еще и сокращается время прокладки труб.
При приготовлении к проведению стыковой сварки необходимо подготовить полиэтиленовые трубы и фитинги с одинаковыми качествами, такими как, размеры, марка и т.д.
Кроме того, при подготовке к сварке трубы выравниваются, очищаются от грязи для достижения полного контакта элементов.
Далее, с использованием сварочного аппарата происходит расплавление торцов труб.
Следующим этапом при применении сварочного аппарата тепло должно растечься внутри каждой трубы для начала процессы плавки полиэтилена. Для сохранения физических и химических качеств выбирается специальный температурный режим и время плавки по таблице сварки.
Через некоторое время необходимо убрать очень аккуратно сварочный аппарат в целях недопущения повреждения труб и проседания частиц грязи.
После того, как будет убран сварочный аппарат трубы стыкуются между собой с дальнейшим формированием молекулярной связи
Обращаем внимание, что давление должно быть точно таким же, как и при плавке полиэтилена
И завершающим этапом при стыковой сварке труб служит охлаждение сварного шва. Полиэтилен на стыке усаживается и получает максимально допустимую прочность. В итоге получается качественный и ровный шов.







При допущении монтажных ошибок шов будет лишен этих качеств.
Еще одним из видов полиэтиленовых труб являются пластиковые трубы из полиэтилена низкого давления (трубы ПНД).
Данный вид труб в настоящее время заменяет металлические трубы в таких видах строительных работ, как канализация, водоснабжение, проведение электро- и газоснабжения и т.д.
Трубы ПНД обладают долговечностью, теплоизоляцией и легкостью материала, что позволяет экономить на транспортных расходах.
Также в случае прокладки труб ПНД в целях организации водопровода в жилых помещениях в зимнее время года эти трубы не треснут, как металлические.
Существует несколько вариантов соединения труб ПНД. Однако наиболее доступным и качественным является сварка.
Оборудование для стыковой сварки полиэтиленовых труб
Стыковая сварка осуществляется с помощью профессионального сварочного агрегата для сварки ПНД труб. Все виды сварочной техники для ПНД труб объединяет небольшая масса и низкое энергопотребление. Данное оборудование дает возможность осуществлять сварку даже с минимальными образцами в автоматическом порядке.
Таким образом, строительный рынок рекомендует профессиональное оборудование для сварки полиэтиленовых труб, имеющее механический, гидравлический приводы и работающие с помощью программного управления.
Где купить аппарат для стыковой сварки полиэтиленовых труб
PLAST.RU – онлайн-гипермаркет пластиков и отделочных материалов с доставкой по всей России
Мы являемся официальным дилером и у нас можно купить стыковая сварка труб, а также заказать полимерные изделия, отделочные материалы и напольные покрытия по выгодным ценам. Располагаем широчайшим в интернете ассортиментом товара и обеспечиваем низкие цены. Предлагаем большой склад для самовывоза и осуществляем доставку по Москве и Московской области собственным курьерским автопарком, а в представленные ниже города доставляем транспортными компаниями:
- Архангельск
- Астрахань
- Балашиха
- Барнаул
- Белгород
- Брянск
- Великий-Новгород
- Владимир
- Волгоград
- Вологда
- Воронеж
- Дзержинск
- Екатеринбург
- Иваново
- Иркутск
- Ижевск
- Йошкар-Ола
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Кострома
- Краснодар
- Красноярск
- Курган
- Курск
- Липецк
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Набержные Челны
- Нальчик
- Нижневартовск
- Нижнекамск
- Нижний Новгород
- Новокузнецк
- Новоросийск
- Новосибирск
- Омск
- Орёл
- Оренбург
- Пенза
- Пермь
- Петрозоводск
- Псков
- Ростов-на-Дону
- Рыбинск
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Сыктывкар
- Тамбов
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- Улан-Удэ
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Череповец
- Чита
- Шахты
- Якутск
- Ярославль
Принцип работы и разновидности аппаратов
В основе рабочего процесса сварочного аппарата для полиэтиленовых труб лежит нагревание двух концов до большой температуры и соединение разогретых участков в единую конструкцию. Способы соединения бывают трёх видов:
- Стыковой – выполняется при нагревании двух концов пвх или полиэтиленовых труб и соединении их. Впоследствии получается ровная цельная конструкция. Такой способ самый экономичный, но и менее надёжный, так как тут не нужно использовать никаких дополнительных соединителей, которые увеличивают крепость и герметичность сварки.
- Муфтовый – соединение пластиковых труб производится при помощи соединительной муфты, в которую помещаются два конца. Один из наиболее популярных способов соединения. Его популярность обоснована быстротой монтажа и высоким качеством стыков.
- Раструбный – наиболее простой и очень качественный, так как и муфтовый. Больше применяется в пвх и пнд чем в пп трубах встречается реже.
Сварочный аппарат разогревает два элемента до температуры 260 градусов Цельсия, чем доводит их до частичного расплавления. При таких условиях участки пнд трубы соединяются и не уступают крепостью цельной.

Устройство сварочника для труб
Сварочные аппараты для пластиковых и полиэтиленовых труб разделяют на два вида:
- Механические аппараты – применяются для полиэтиленовых труб большого диаметра, соединяют их без ручной работы человека, достаточно только установить два элемента в держателях. Зачастую используются на больших производствах или при обустройстве очень крупных систем коммуникации.
- Ручные сварочные приспособления – имеют небольшие габариты, работать с ними может один человек, без дополнительной помощи. Такие сварки могут соединять пп и пнд трубы до 125 мм в диаметре. Применяются как любителями, так и профессионалами в строительных работах.
Правильные стыковые сварные швы
Правильность выполнения всех сварочных инструкций можно оценить по итоговому внешнему виду полиэтиленового соединения. В случае формирования неправильного шва и высокого риска нарушения герметичности при дальнейшей эксплуатации, лучше обрезать соединение по краям и сварить новое.
В правильно выполненном шве размеры валика грата должны соответствовать нормативным значениям.
Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода
Существуют и дополнительные требования к параметрам валиков:
- Симметричность и равномерность по всей окружности стыка.
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины.
- Цвет валиков должен быть идентичен окрасу трубы.
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
И конечно, полностью исключается наличие трещин и пор.
Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы
Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке
Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью
Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки
Причиной несимметричности валиков по окружности может быть некачественное предварительное торцевание или расположение торцевателя под наклоном к трубе.
Способы и технология
По технологии сварка ПНД труб похожа на паяние: сварочные поверхности очищаются, нагреваются до размягчения, соединяются под давлением и фиксируются до полного остывания. Разница заключается в способе состыковки поверхностей и рабочей температуре (не более 270°C). Вид сварки выбирается для каждого отдельного случая, исходя из параметров материала и других факторов. Рассмотрим на примерах:
1. Стыковая сварка. Этот вид применяется для труб диаметром свыше 50 мм с толщиной стенки более 5-7 мм и является самым распространенным. Методика проведения цикла следующая: сначала торцы труб с помощью плоского инструмента нагреваются до плавления, затем соединяются встык под большим давлением и удерживаются в таком положении до остывания. Полученное соединение по прочности даже превышает сам материал.
Данный процесс не требует большого количества рабочих и денежных средств. Стыковая сварка имеется один нюанс: она не применяется при монтаже безнапорного трубопровода или канализации из-за того, что оплавленный материал образует внутри валик (грат).
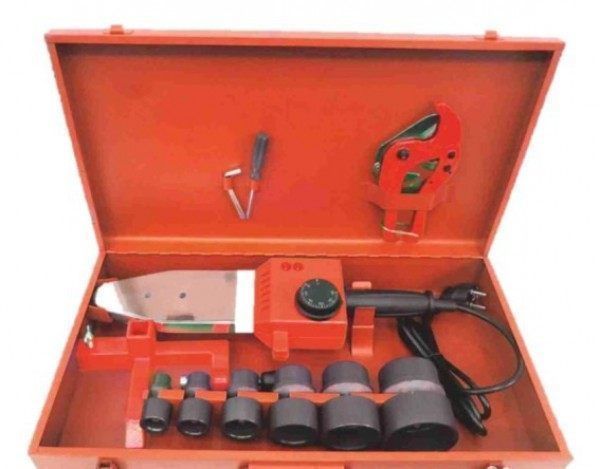
2. Электромуфтовая (терморезисторная). Это простой и быстрый способ. Трубы соединяются с помощью фитинга, в роли которого выступает электромуфта, одновременно представляющая собой сварочное устройство. Применяется для соединения труб разных марок полиэтилена, а также малых диаметров с тонкими стенками (для монтажа водопровода и канализации в частном доме например).
Методика сварки следующая: после подготовки поверхностей к внутренней части муфты плотно присоединяются концы труб и нагреваются до нужной температуры. После остывания образуется плотное соединение. Муфта остается на трубопроводе как его элемент. Это удобный способ для соединения магистралей разного размера. Его недостатком является высокая цена (нужно покупать муфты), поэтому он используется нечасто, больше для работы в траншеях или других труднодоступных местах.
3. Раструбная. Раструбом называется расширенная часть одной трубы, в которую вставляется конец другой. При сварке враструб трубы соединяются не напрямую, а посредством фитингов, в виде которых выступают простые гладкостенные муфты, тройники, отводы. Это делает процесс дорогостоящим, поэтому он используется редко, в основном для монтажа магистралей, имеющих сложный рельеф (уклоны, повороты, ответвления).
4. Экструзионная, напоминающая электросварку металла. Осуществляется с помощью присадочного материала, который выталкивается из экструдера. Этот способ самый простой и используется для монтажа толстостенных труб и конструкций, на которые не будет оказываться сильное давление: прочность стыков не более 80% от прочности материала.
Технология сварочного процесса предусматривает, что перед началом работы любое оборудование нужно настроить с помощью специальной таблицы. Второе требование — соединяемые изделия должны иметь одинаковый химический состав, иначе они расплавятся в разной степени, отчего стыковочный шов получится непрочным. Кроме этого, края деталей должны быть очищены и обезжирены, а срезы обработаны с помощью торцевателя, чтобы минимизировать возможные зазоры между поверхностями. Выполнение всех требований технологии — это залог прочного сварного соединения.
ПОЛИМЕРНЫЕ ТРУБЫ
Достоинства полимерных труб:
высокая коррозийная и химическая стойкость, долговечность (гарантированный срок
эксплуатации — от 25 лет),
незначительная вероятность образования
отложений на внутренней поверхности трубы;
низкий коэффициент шероховатости,
равный 0,01,что в среднем в 20 раз меньше, чем у стальных и примерно
в 40-50 раз меньше, чем у чугунных);
требуют меньших затрат
электроэнергии на перекачку жидкости (актуально для горячего и холодного водоснабжения,
поскольку там используется большая скорость потока транспортируемой среды);
в 5-7 раз легче стальных, что облегчает монтажные работы, особенно
в стесненных условиях (небольшие перемещения их при монтаже не требуют грузоподъемных
механизмов), и удешевляет доставку;
низкая теплопроводность материала,
снижающая тепловые потери и уменьшающая образование конденсата на наружной поверхности
труб;
Полимерные Гарантированный |
отсутствие необходимости в обслуживании и катодной защите;
стыковая сварка полиэтиленовых труб дешевле, проще, занимает меньше
времени, не требует дополнительных расходных материалов; возможность многократного
монтажа и демонтажа при низких затратах;
высокая надежность сварных
швов соединений в течение всего срока эксплуатации трубопроводов;
ремонтопригодность, позволяющая быстро ликвидировать механические повреждения;
низкая вероятность физического разрушения трубопровода при замерзании
жидкости, так как при этом труба увеличивается в диаметре, а затем, при оттаивании
жидкости, приобретает прежний размер;
практически отсутствует опасность
физического разрушения трубопровода от гидроударов вследствие сравнительно низкого
модуля упругости. Стандартный запас прочности полимерных труб — 50-60%
сверх расчетного рабочего давления;
возможность поставки длинномерными
отрезками (бухтами), что сокращает сроки и стоимость монтажа и прокладки трубопровода
(на 1 км трубопровода диаметром 110 мм приходится всего два стыка);
гибкость труб позволяет проходить повороты трассы трубопровода без использования
фасонных деталей;
возможность объединения в одной оболочке до четырех
труб, что позволяет максимально оптимизировать схему прокладки нескольких сетей
(горячего и холодного водоснабжения и теплоснабжения) в зависимости от назначения
и характера трассы;
возможность использования полимеров для ремонта
(фактически для восстановления) стальных трубопроводов. Протяжка профилированных
полиэтиленовых труб внутри изношенных стальных незначительно изменяет диаметр
водопровода, что позволяет сохранить в нем давление. Профилированная труба восстанавливает
свою первоначальную форму и плотно прилегает к стенкам трубы под воздействием
пара. Протяжка применима для реконструкции водопроводов диаметром от 100
до 500 мм. Существующая труба используется как футляр. Это напрямую уменьшает
объем земляных работ, затраты на капитальный ремонт, сокращает сроки работ;
cущественная экономия воды при промывке вводимых в строй трубопроводов.
Их достаточно промыть один раз, тогда как стальные — как минимум три раза;
Полимерные В них не выделяются токсичные соединения, не |
экологическая чистота. Трубы из ПВХ являются безвредными
и не опасны для здоровья человека. В процессе их эксплуатации не происходит выделения
токсичных соединений, а при транспортировке питьевой воды не изменяются ее органолептические
свойства.
ПВХ не способствует размножению бактерий, а, следовательно, решает
проблему вторичного загрязнения в водоснабжении. Прежде чем попасть к конкретному
потребителю, предварительно очищенная вода проходит длинный путь (до нескольких
десятков километров), на котором происходит ее вторичное загрязнение вследствие
низкого качества самой системы трубопроводов и застаивания в них воды.
В традиционной
системе стальных трубопроводов в воду попадают ионы железа и размножаются бактерии.
Использование труб из ПВХ исключает первую и снижает вторую составляющую такого
загрязнения.






минимальная звукопередача в помещении за счет высокой
пластичности стенки, что позволяет увеличивать скорость транспортируемой жидкости
в напорных трубопроводах до 6-9 м/с без нарушения санитарных акустических
норм;
«полимеры»
имеют жесткие ограничения по рабочему давлению, напрямую зависящему от средней
температуры в течение всего срока эксплуатации, а также максимальному диаметру
трубы.
Рейтинг сварочных аппаратов от Техсвар.ру
5. Nowatech Zern и Zeen
Электромуфтовые сварочные аппараты Nowatech отличаются функциональностью и качеством изготовления, имеют электронную систему управления и защиту от механических повреждений, пыли, песка и дождя.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| ZERN-160 | 160 | 1,15 | — |
| ZERN-800 Plus | 160 | 1,45 | — |
| ZEEN-800 Plus | 160 | 1,45 | + |
| ZERN-2000 Plus | 400 | 3 | — |
| ZEEN-2000 Plus | 400 | 3 | + |
| ZERN-4000 | 1200 | 4 | — |
| ZEEN-4000 | 1200 | 4 | + |
Достоинства
- Максимальный диаметр трубы — 1200 мм.
- Протоколирование и передача данных на USB-накопитель.
- Большой дисплей индикации параметров сварки.
- Возможна аттестация НАКС.
Недостатки
- Высокая стоимость моделей серии ZEEN.
- Необходимость использования дорогостоящих муфт.
4. Volzhanin CNC
Сварочные аппараты Volzhanin CNC с гидравлическим приводом — высокофункциональные и автоматизированные аппараты позволяющие производить сварку по ГОСТ.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| CNC-160 | 160 | 3 | + |
| CNC-225 | 225 | 4 | + |
| CNC-315 | 315 | 5 | + |
Достоинства
- Автоматизированный сварочный процесс.
- Системы контроля температуры, давления, времени и др.
- Устройство для автоматического извлечения нагревателя.
- Аттестация НАКС.
- Гарантия 18 месяцев.
Недостатки
- Высокая стоимость.
- Диаметр свариваемой трубы — 315 мм.
3. Volzhanin ССПТ
Сварочные аппараты Volzhanin ССПТ с гидравлическим приводом для контактно-стыковой сварки труб диаметром до 1200 мм. Каждая модель имеет несколько модификаций: с механическим или электрическим торцевателем, а также с гидроблоком или ручным насосом.
| Модель | Мин. диаметр трубы, мм | Макс. диаметр трубы, мм | Мощность, кВт |
| ССПТ-160 | 40 | 160 | 1,3-3 |
| ССПТ-225 | 63 | 225 | 1,9-4 |
| ССПТ-315 | 75 | 315 | 2,9-5 |
| ССПТ-400 | 160 | 400 | 5,7-7,9 |
| ССПТ-500 | 225 | 500 | 8,3-10,5 |
| ССПТ-630 | 315 | 630 | 11,1-13,3 |
| ССПТ-800 | 450 | 800 | 18,8 |
| ССПТ-1000 | 630 | 1000 | 23,4 |
| ССПТ-1200 | 710 | 1200 | 27,4 |
Достоинства
- 4 модификации аппаратов.
- Гидравлический привод.
- Возможна аттестация НАКС.
- Гарантия 18 месяцев.
Недостатки
Цена выше средней.
2. Robu
Сварочные аппараты Robu — сверхпрочное, надёжное и высокопроизводительное оборудование разработанное совместно с немецкими инженерами.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| W160S | Механический | 160 | 1,6 |
| W160 | Механический | 160 | 1,6 |
| W160G | Гидравлический | 160 | 2,4 |
| W250S | Механический | 250 | 2,5 |
| W250 | Гидравлический | 250 | 3,8 |
| W315 | Гидравлический | 315 | 4,8 |
| W500 | Гидравлический | 500 | 9,5 |
| W630 | Гидравлический | 630 | 12,2 |
| W800 | Гидравлический | 800 | 17 |
| W1000 | Гидравлический | 1000 | 21 |
| W1200 | Гидравлический | 1200 | 35,5 |
| W1600 | Гидравлический | 1600 | 53 |
Достоинства
- Высокое качество изготовления.
- Выносливая гидравлика.
- Диаметр сварки до 1600 мм.
- Гарантия 3 года.
1. Monster HL, EL и GL
Сварочные аппараты Monster отличаются компактными размерами, малым весом, низкой ценой и возможностью сварки труб самых распространенных диаметров.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| 160 HL | Механический | 160 | 1,3 |
| 160 EL | Механический | 160 | 2,2 |
| 160 GL | Гидравлический | 160 | 2,8 |
| 225 HL | Механический | 225 | 1,9 |
| 225 EL | Механический | 225 | 3,2 |
| 225 GL | Гидравлический | 225 | 3,4 |
| 315 HL | Механический | 315 | 2,9 |
| 315 EL | Механический | 315 | 4,2 |
| 315 GL | Гидравлический | 315 | 4,8 |
Достоинства
- Низкая стоимость.
- Облегченная конструкция.
- Минимальное потребление электроэнергии.
Недостатки
Максимальный диаметр трубы — 315 мм.
Аппараты для сварки полиэтиленовых труб каталоге Техсвар.ру
Это интересно: Как выбрать паяльник для полипропиленовых труб — критерии выбора





