

Подготовка к процессу
В отличие от трансформаторных агрегатов, инвертор позволяет работать от бытовой сети и не перегружает ее. Он обеспечивает мягкий розжиг, плавность линий, бесперебойность процесса. Учиться сваривать с нуля стоит на толстых кусках железа — на них легче тренироваться, и нет опасности пережога.

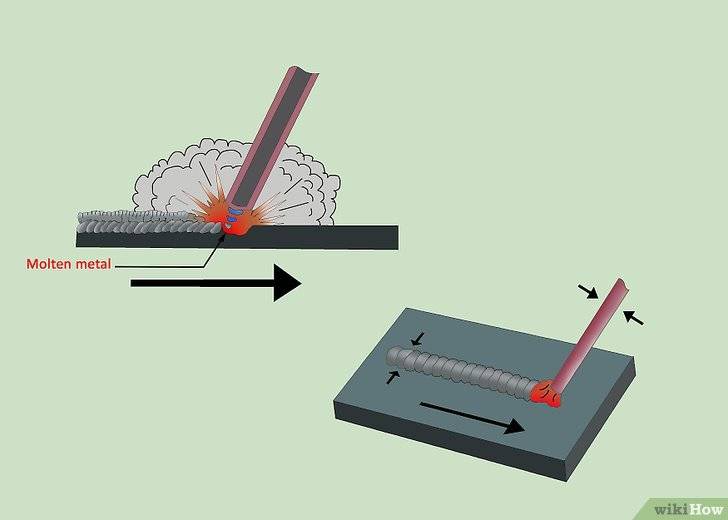
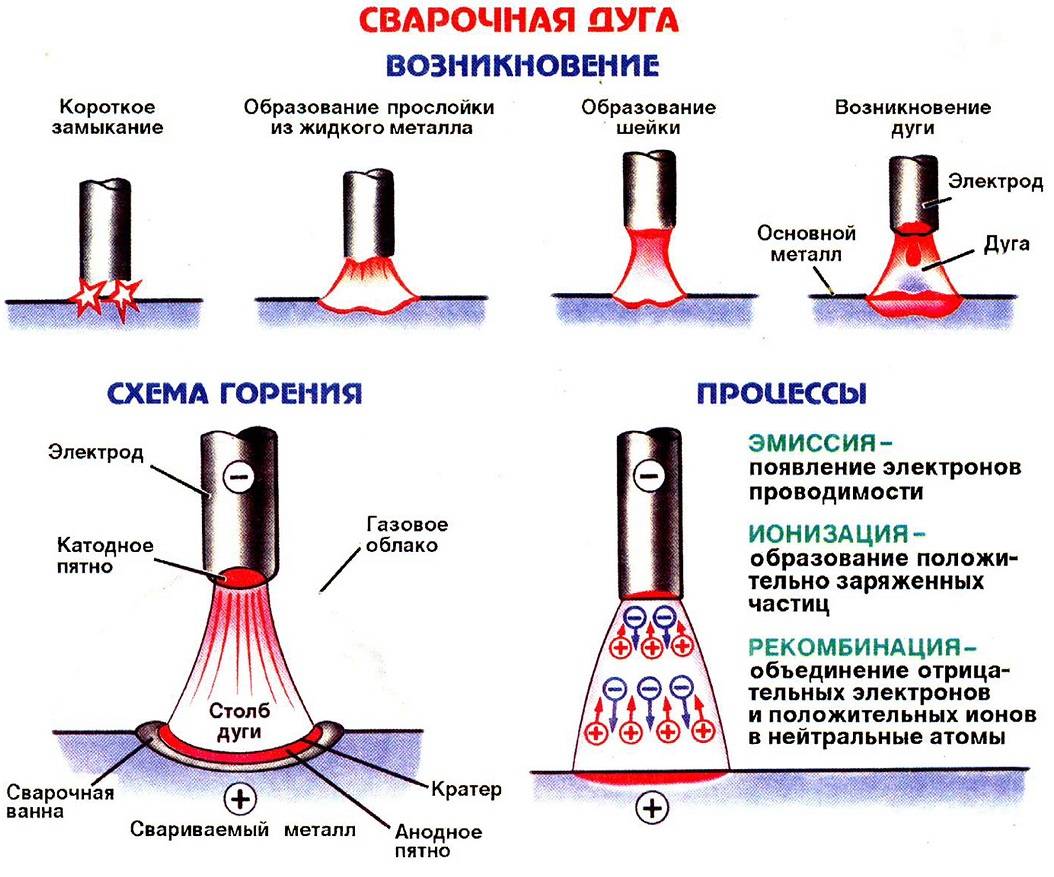
Дуга происходит при контакте детали и металла электрода. Расплав металла и стержня формируют ванну, а электродная обмазка переходит в газ и защищает место сварки от кислорода. Это необходимо для предотвращения появления окалины на деталях.
Просто научиться варить сваркой и создавать ванну для эффективного результата недостаточно. При дуговом нагревании отдельных частей деталей шов «тянет» металл в сторону. Результат получается с сильными отличиями от задуманного на чертеже. Деталь перекашивает.
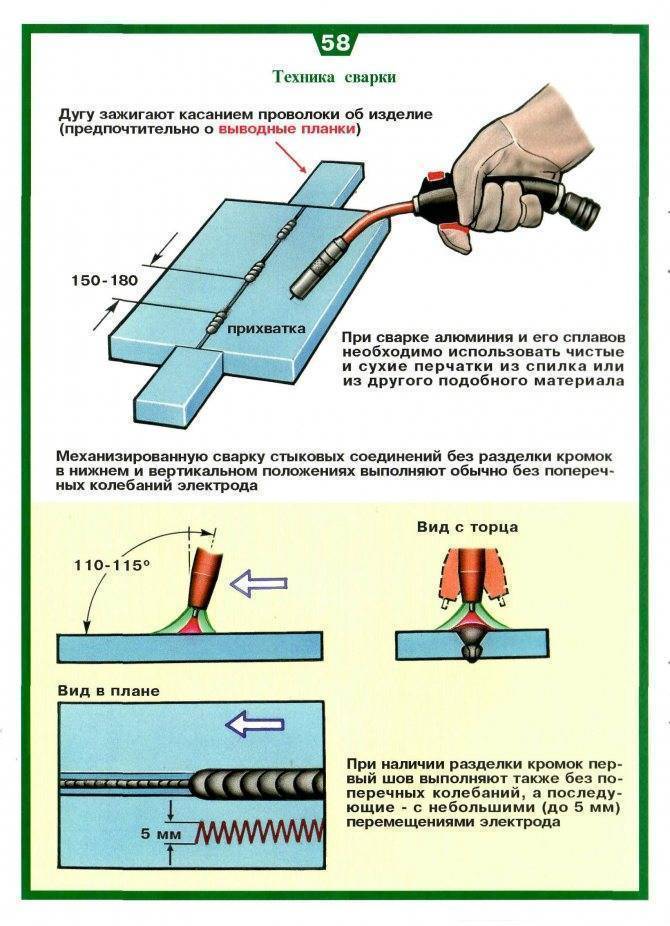
Для облегчения работы металл закрепляют тисками, струбцинами, хомутами или иными приспособлениями. Для фиксации первоначальной формы делают прихватки через 20—30 см. При работе со стыками прихватывают с обеих сторон, компенсируя взаимные напряжения на сторонах деталей. По окончании подготовки можно начинать сварочные работы.
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
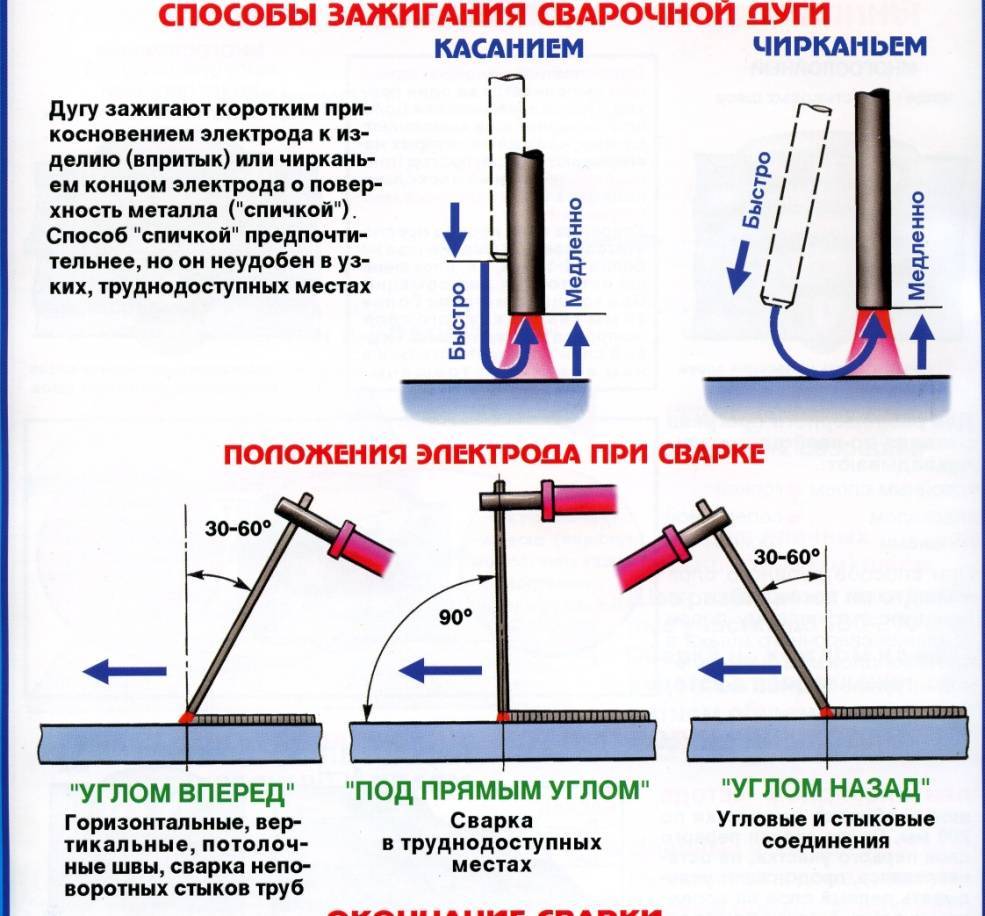
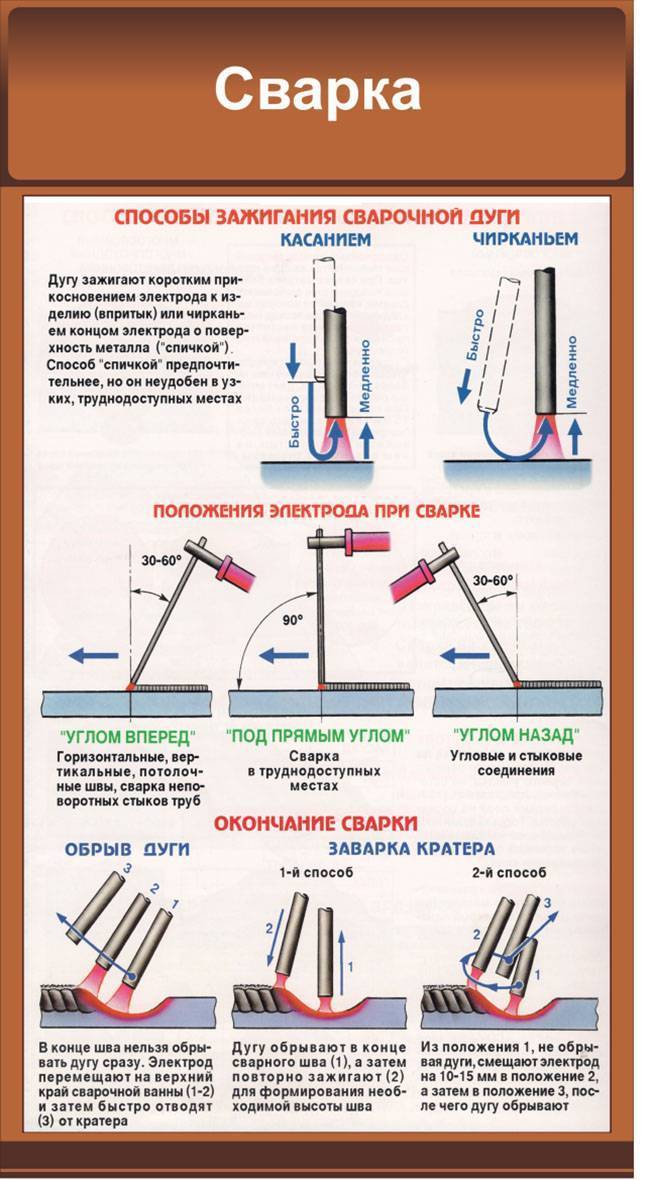
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
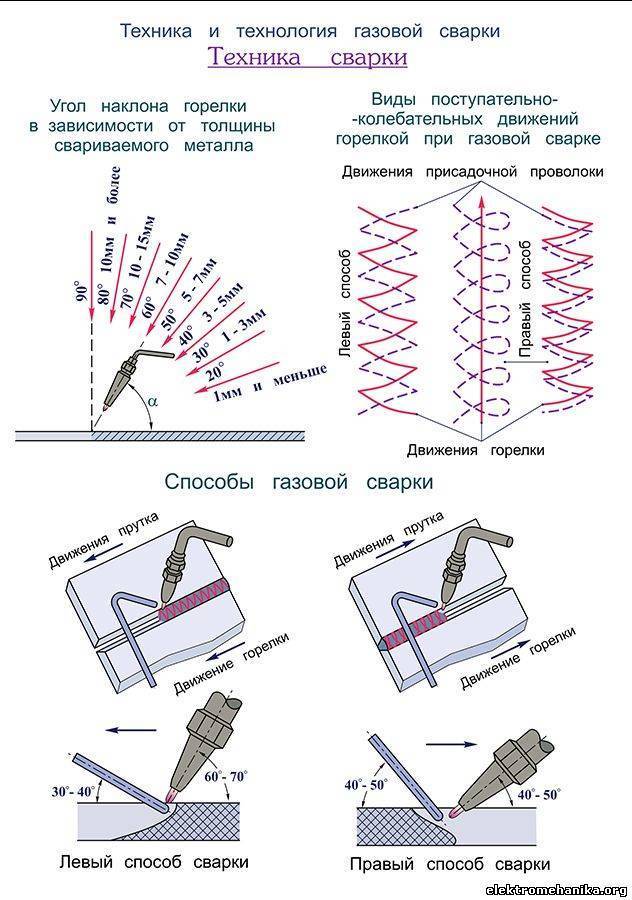
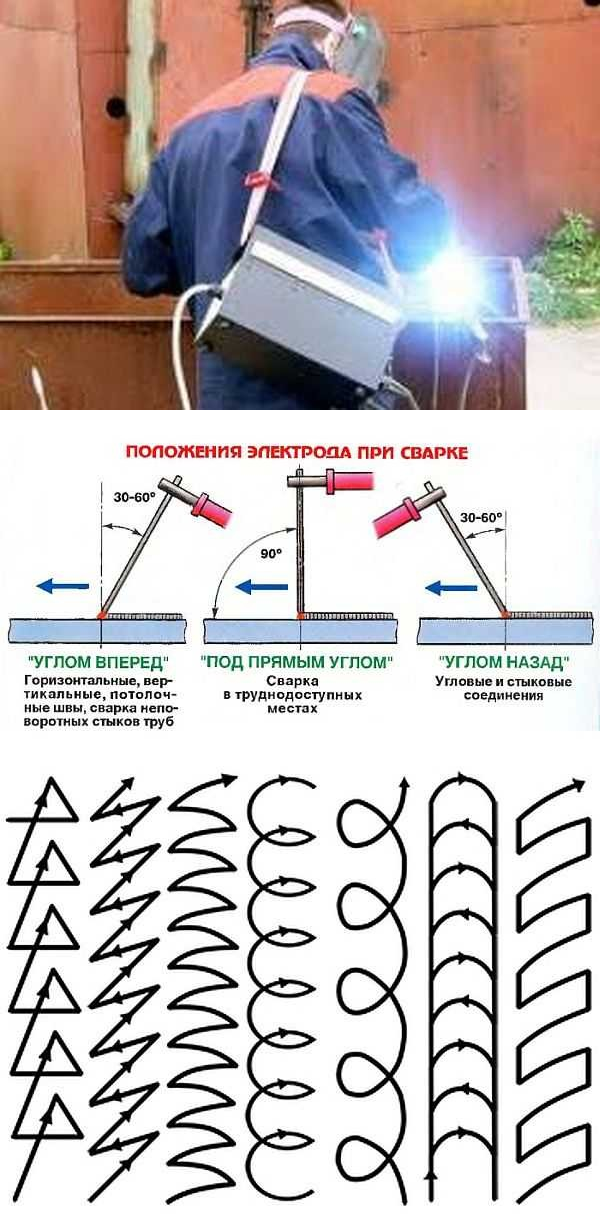
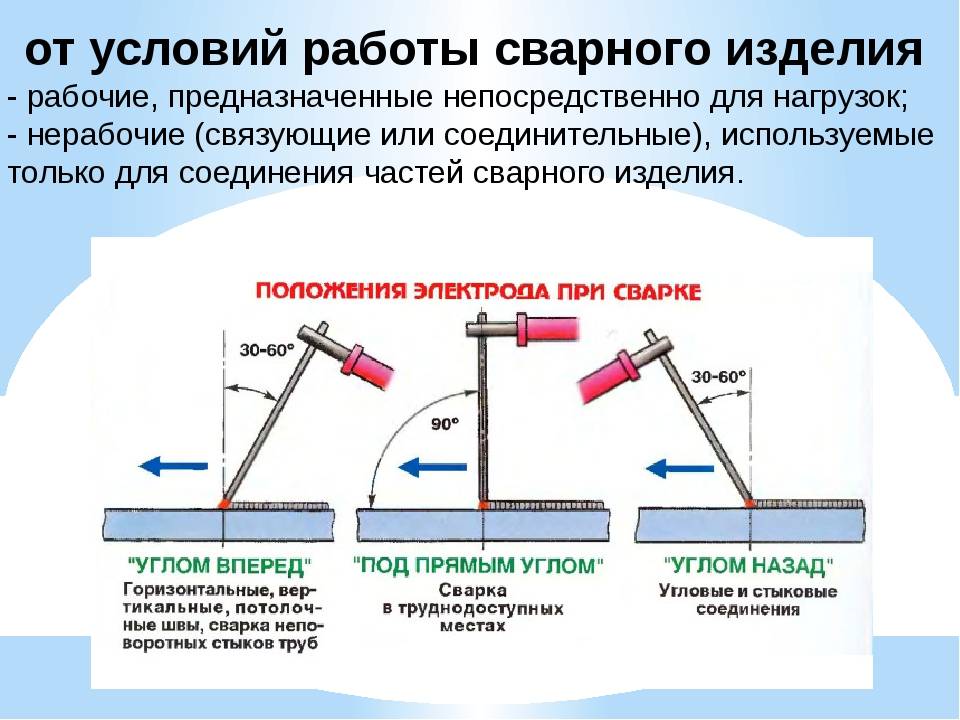
Угол наклона стержня должен составлять 70?
Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
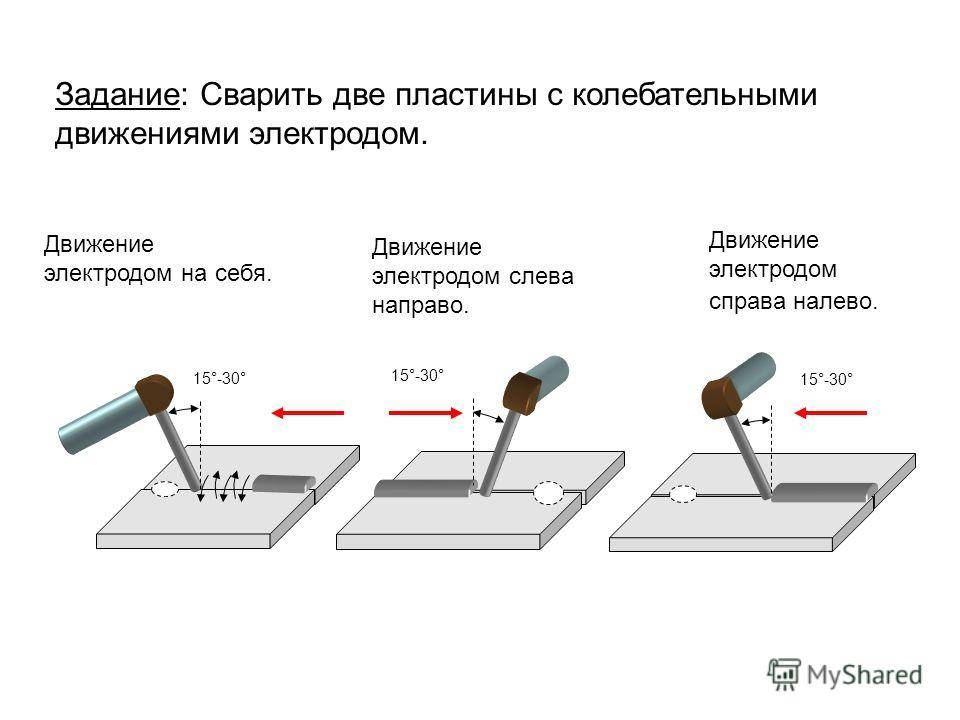
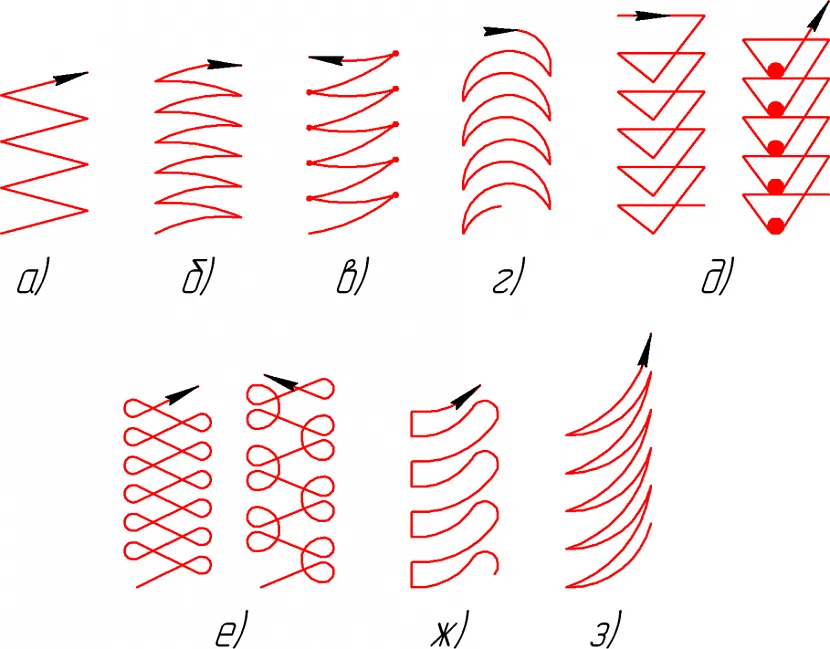
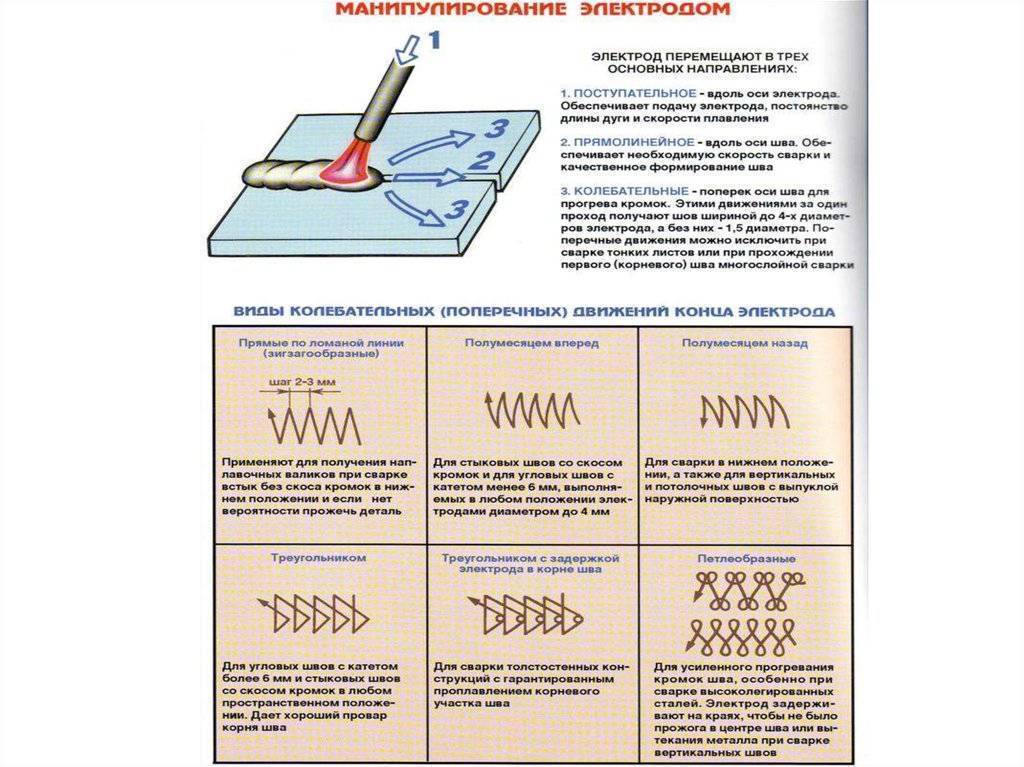
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Различные варианты сварочных соединений
Как научится работать сваркой в домашних условиях безопасно – экипировка
От оснащения зависит техника безопасности, а также удобство. Обязательно понадобятся:
- Маска или щиток. Первый более полноценный вариант, потому что не приходится держать изделие свободной рукой. Второй может применяться только для недлительной работы, когда нужно быстро приварить элементы. Защитное стекло защищает от искр и дыма. А светофильтр – от ожога роговицы и слезоточивости. При этом он должен хорошо отражать цвет, чтобы сварщик мог различать мельчайшие детали. Основа приспособления из качественного пластика, который не плавится от металлических брызг. Можно брать щиток с металлической ручкой, но они тяжелые.
- Одежда также должна быть специальной, очень прочной, без лишних карманов и накладок, чтобы ни на чем не могли задержаться стружки.
- Обувь лучше брать из твердой кожи с высокими голенищами.
- Рукавицы, или краги, шьются с наполнителем из брезента.
При выборе этих элементов спецодежды следует руководствоваться правилом – все части тела, особенно запястья и щиколотки, шея, должны быть прикрыты.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.





Простой аппарат, работающий на переменном токе
Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.

Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.

Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.

С помощью этого аппарата можно сделать качественный сварной шов
Техника безопасности
Перед тем как работать сваркой инвертором мастеру необходимо позаботится о собственной безопасности и обустройстве рабочего места. Для этого нужно:
- надеть специальный костюм, который имеет рукава, полностью скрывает участки шеи, на запястьях плотно застегивается. Костюм должен быть из натуральной ткани с повышенной прочностью и плотностью, устойчивой к плавлению и возгоранию;
- руки защитить сварочными рукавицами;
- обувь использовать лучше кожаную с толстой подошвой;
- для защиты глаз использовать маску;
- для предотвращения поражения током обустроить деревянный настил под ногами.
Из рабочего места следует убрать все лишние предметы, позаботится о качественном его освещении.
Порядок подготовки к работе и непосредственно выполнение сварочного процесса наглядно описывает самоучитель сварки инвертором, который можно найти в интернете.
Важные моменты обучения
При сварке полуавтоматом или инвертором для ручной сварки надо знать следующее. Основой сварки инвертором для начинающих является безопасность, аккуратность выполнения всех этапов работы и постоянная практика.
Обучение может сопровождаться ошибками, поэтому работа начинается с тренировки на различных соединениях.
Результатом тренировок и правильного подхода будет крепкое и ровное соединение. Шлак нужно оббивать, чтобы контролировать появление коррозии.
Если в процессе электродный наконечник не может прилипнуть, то целесообразно проверить силу тока, и проверить детали сварочного устройства на сухость. Чтобы не спровоцировать короткое замыкание в сети, надо следить за правильностью подключения проводов.
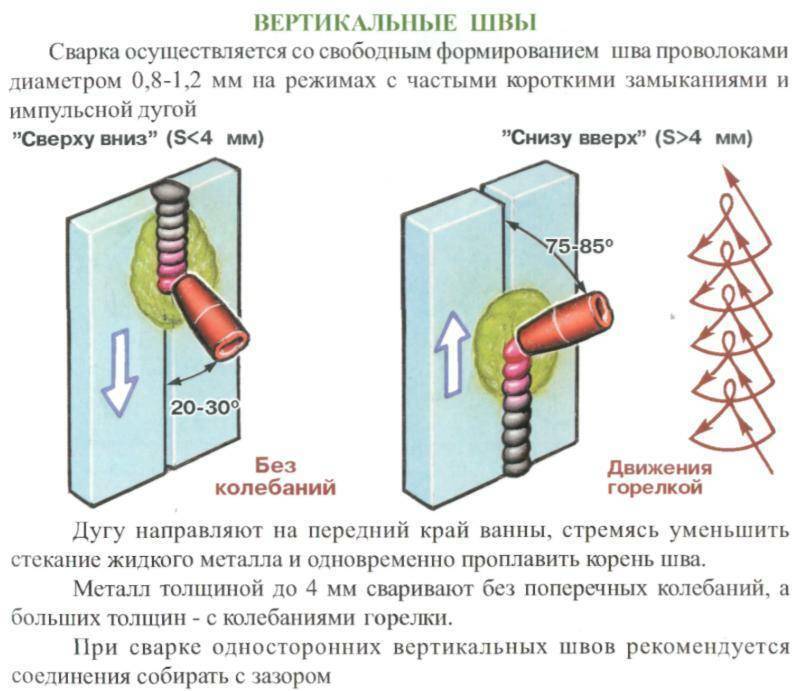
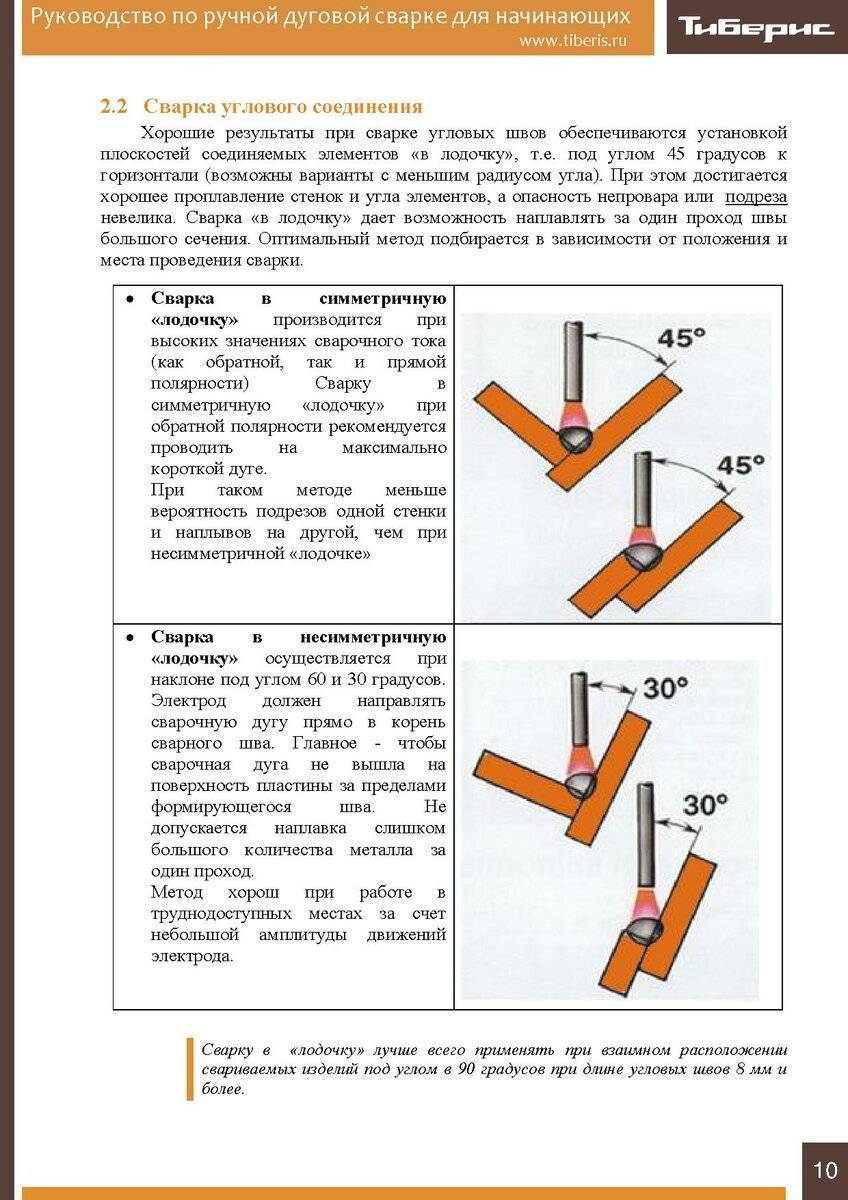
Обучение сварке инвертором рекомендуется проводить из нижнего положения, после освоения процесса можно переходить к кольцевым и вертикальным. При угловых и тавровых (в виде буквы «Т») соединениях трудно достичь качественного сваривания, так как металлические срезы сливаются в сторону, но можно расположить сварные части «лодочкой», что устранит эти проблемы.
В инструкциях и руководствах к использованию инвертора содержится информация об оптимальной непрерывной длительности работы. Чтобы не допускать перегрева, следует чередовать циклы.
Если появились явные дефекты, то часть сваривания надо удалить и провести сварку повторно, проварив слабые места соединения.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Необходимое оборудование и экипировка
Прежде чем постигать на практике основы электродуговой сварки, необходимо подготовить все необходимое:
Аппарат инверторной сварки. Чтобы познать азы сварки инвертором для начинающих, не нужно гоняться за дорогими моделями, но не стоит впадать и в другую крайность, покупая очень дешевое «нонэйм» оборудование. Лучше всего остановить выбор на бюджетном варианте от проверенного производителя


Следует обратить внимание на пределы регулировки сварочного тока. Для бытового и полупрофессионального применения подойдут аппараты с диапазоном регулирования до 200 А. Еще один важный параметр для новичка — легкость розжига дуги
Для этого нужно выбирать оборудование с максимальным напряжением холостого хода или с функцией облегчения розжига. Небольшой совет — практически все сварочные аппараты от бюджетных до дорогих комплектуются с завода короткими проводами, купите сразу им замену длиной 3−4 м
Еще один важный параметр для новичка — легкость розжига дуги. Для этого нужно выбирать оборудование с максимальным напряжением холостого хода или с функцией облегчения розжига. Небольшой совет — практически все сварочные аппараты от бюджетных до дорогих комплектуются с завода короткими проводами, купите сразу им замену длиной 3−4 м.
Сварочная маска — одни из главных элементов защиты. Защищает глаза от слепящего яркого свечения дуги и выделяемого при этом потока ультрафиолета, а также лицо от ожогов. Раньше маски комплектовались сменными затемненными стеклами, которыми ее подстраивали под необходимые рабочие условия и предпочтения. Сейчас в продаже имеются удобные маски с автоматическим затемнением — «хамелеоны». Степень затемнения легко регулируется. Это оптимальный выбор, чтобы учиться электродуговой сварке для начинающих, да и для профессионалов тоже. Роба и рукавицы защищают тело сварщика от ожогов и брызг раскаленного металла. Выбирайте качественную экипировку. Категорически запрещено использовать защитную одежду из «синтетики». Молоток, щипцы, струбцина и т. д. Молоток потребуется для сбивания шлака, остальное повысит комфорт работы.
Не забудьте также подготовить свое рабочее место — убрать все мешающие и легковоспламеняющиеся предметы. Желательно иметь под рукой огнетушитель, на случай возникновения нештатной ситуации. На случай ожога сетчатки глаз («нахвататься зайчиков») нужно купить специальные глазные капли или воспользоваться народными методами.
Работа инвертором
Перед включением аппарата желательно ознакомиться с тем, как варить инверторной сваркой. В комплекте с покупным оборудованием присутствует инструкция. Ниже будут описаны основные этапы работы.
Розжиг дуги
В первую очередь необходимо разжечь дугу. Для этого применяется два метода:
- Чирканье — сварщик начинает вести электродом по обрабатываемой заготовки, а потом поднимается над ней до образования искры.
- Постукивание — более популярный вариант розжига дуги. Сварщик постукивает концом электрода по месту будущего сваривания до появления искры.
Способ розжига дуги выбирается в зависимости от комфорта и удобства.
Передвижение электрода
Чтобы качественно приварить деталь к детали, необходимо знать, как двигать электродом. Новички думают, что достаточно зажечь дугу и медленно провести электродом по месту соприкосновения деталей, чтобы получился ровный шов
Важно правильно выбирать постоянный угол движения электрода, скорость перемещения рабочей части оборудования. Вести электрод прямо под прямым углом допустимо для тонколистового металла
Контроль дугового промежутка
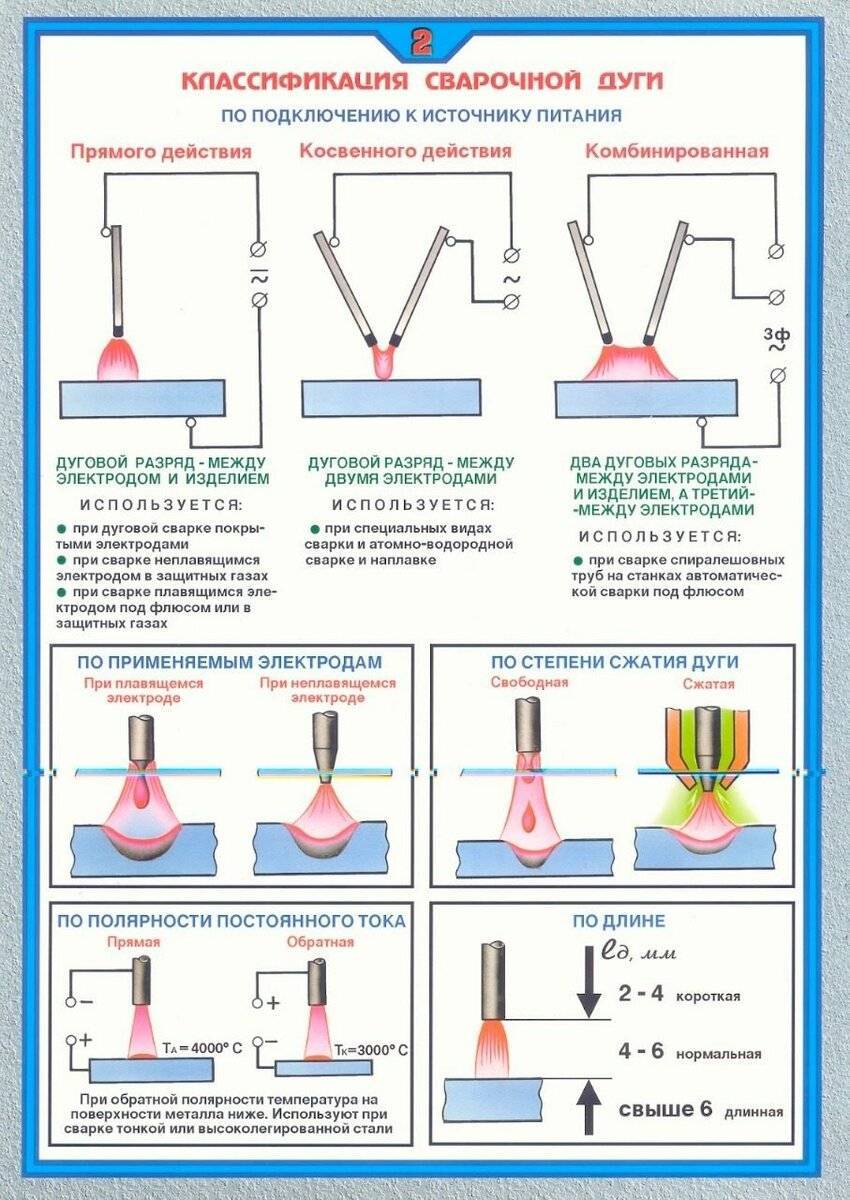
Ещё один важный момент при сварке инвертором — расстояние между концом электрода и металлической поверхностью. Если расстояние около 2-х мм, проварка будет неглубокой и шов получится не прочным. Когда дуга более 4 мм, она становится нестабильной. Разбрызгивание металла увеличивается, а точность шва снижается. Располагать рабочую часть инверторного аппарата желательно на расстоянии 3 мм от металлической поверхности.
Правила создания ровных швов
Чтобы правильно варить металл и делать ровные швы, требуется учитывать некоторые особенности:
- Выбор угла сварки. Оптимальным считается диапазон углов от 30 до 40 градусов.
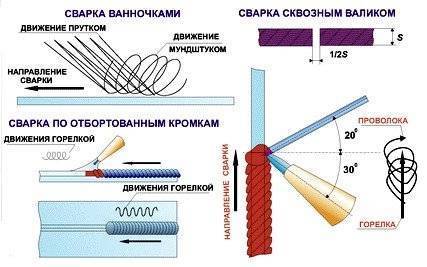
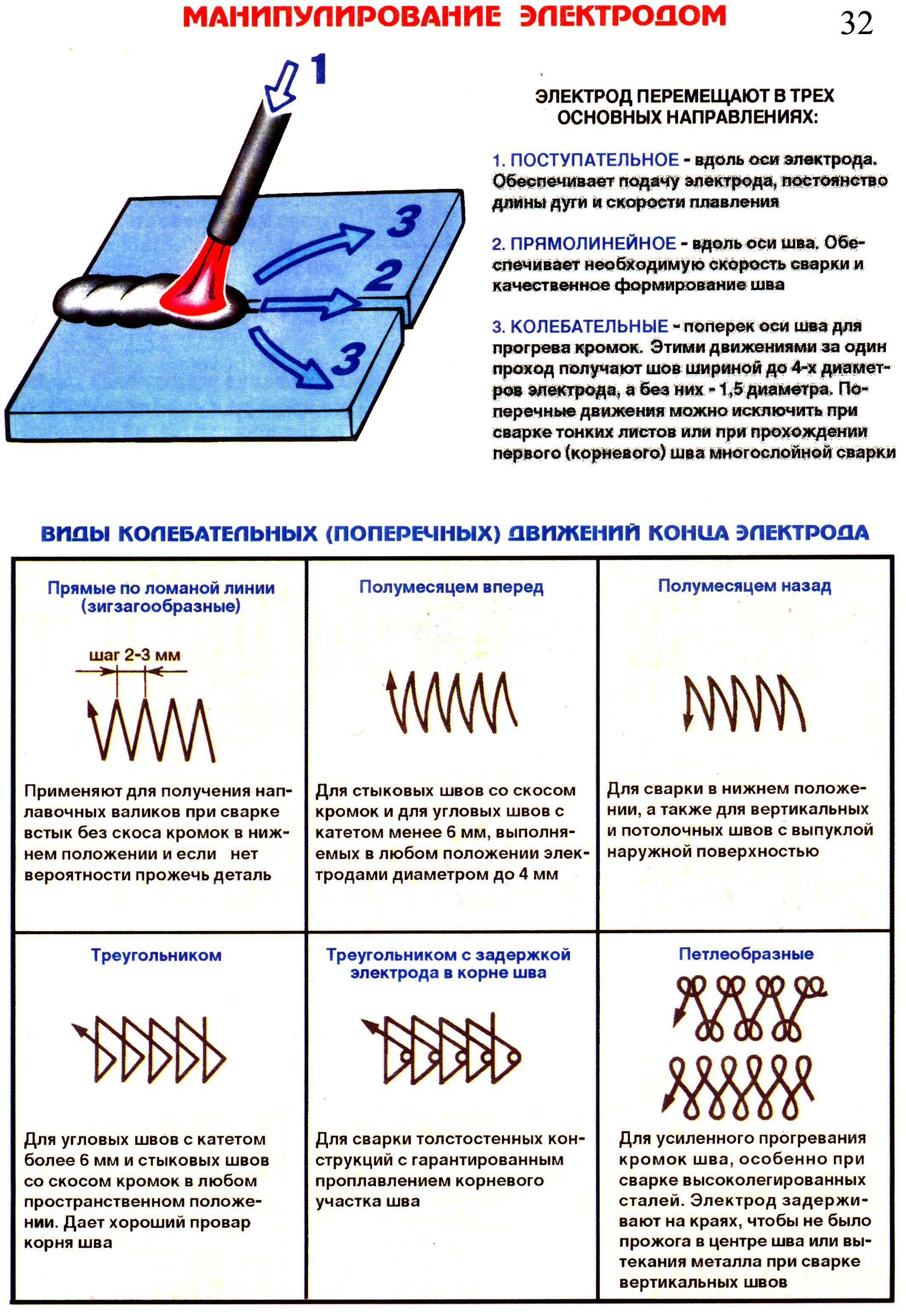
- Класть шов требуется продольными и поперечными движениями. В интернете существуют различные схемы, по которым можно тренировать движения нанесения шва.
Скорость выбирается в зависимости от выбранного способа работы электродом. Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.
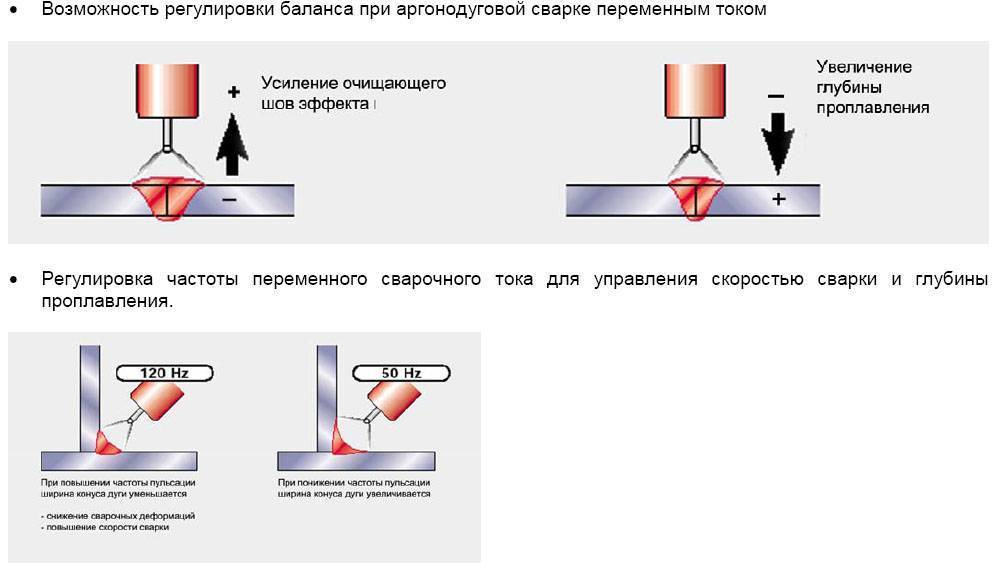
Переменный ток или постоянный
Чтобы выбрать вариант и правильно собрать устройство, необходимо ознакомиться с особенностями каждого из них:
- Прибор, работающий с переменными параметрами, должен давать напряжение 60 В и силу тока до 160 А. Для определения характеристик провода, подсоединяемого к сети 220 В, применяют специальные таблицы. Сечение не должно превышать 7 мм². Оптимальной считают величину 3 мм². При создании прибора для работы с алюминием данный параметр умножают на 1,6. Кабель обматывают тканевой изоляцией, препятствующей короткому замыканию. Вторую обмотку делают из толстого медного провода.
- Аппарат, функционирующий на постоянном токе. Оборудование применяют для сварки стальных или чугунных деталей. Для создания самоделки этого типа требуется минимум времени. Вторичная часть катушки здесь подключается через диодный выпрямитель. Блок должен выдерживать до 200 А, обладать качественной системой охлаждения. Для выравнивания силы тока в схему включают конденсаторы, для регулировки параметров — дроссель.

Как работать сварочным инвертором
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
Розжиг дуги
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.
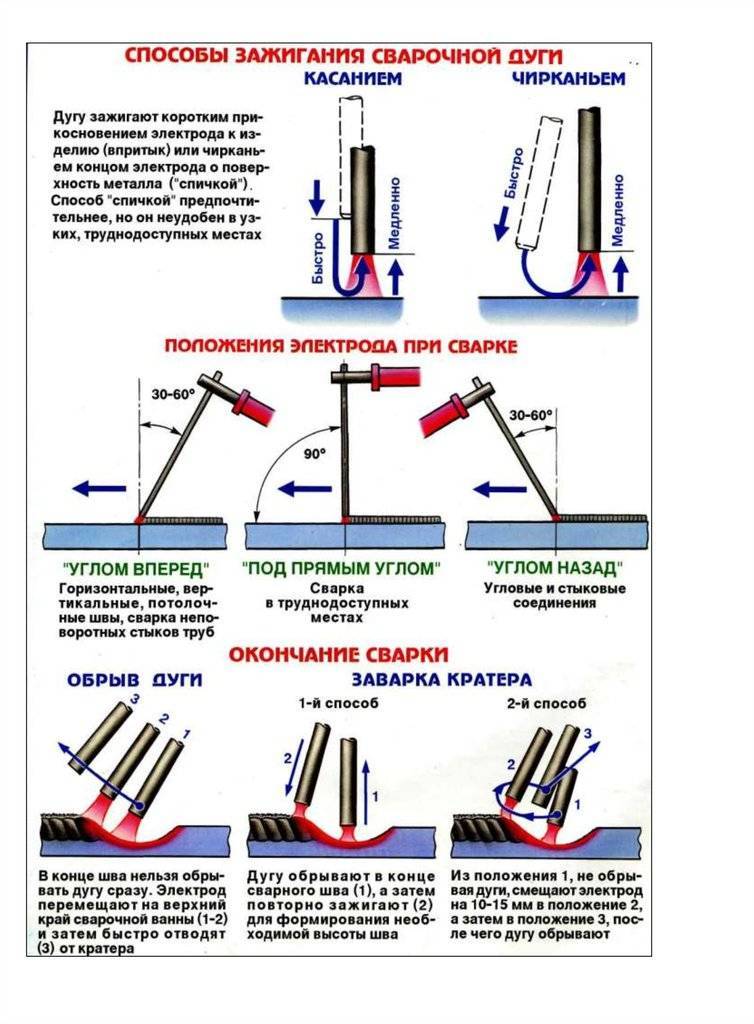
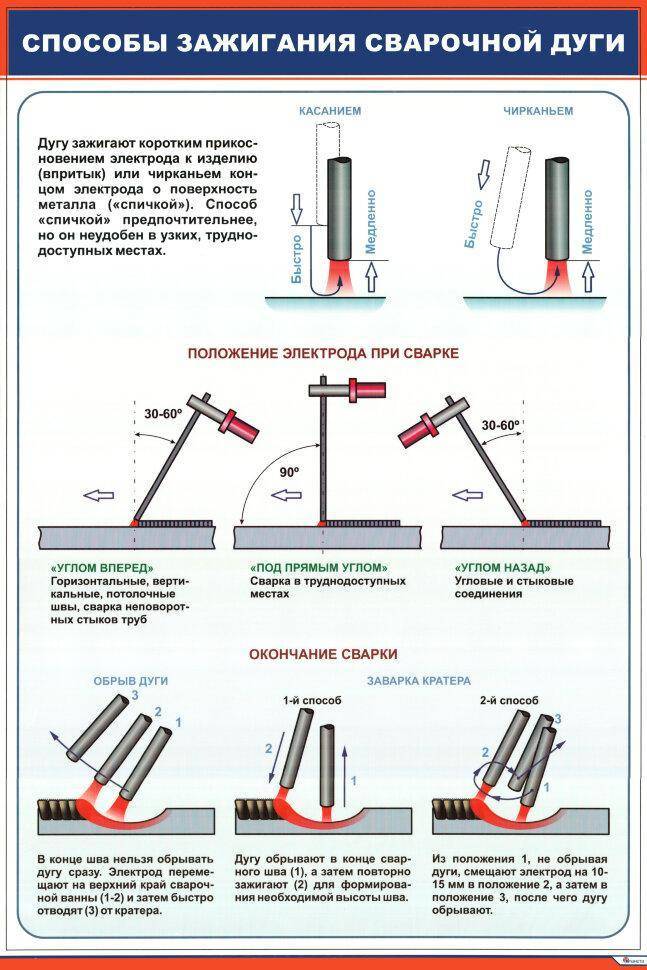
Способы зажигания дуги
Как передвигать электродом во время сварки
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам. Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва. Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно
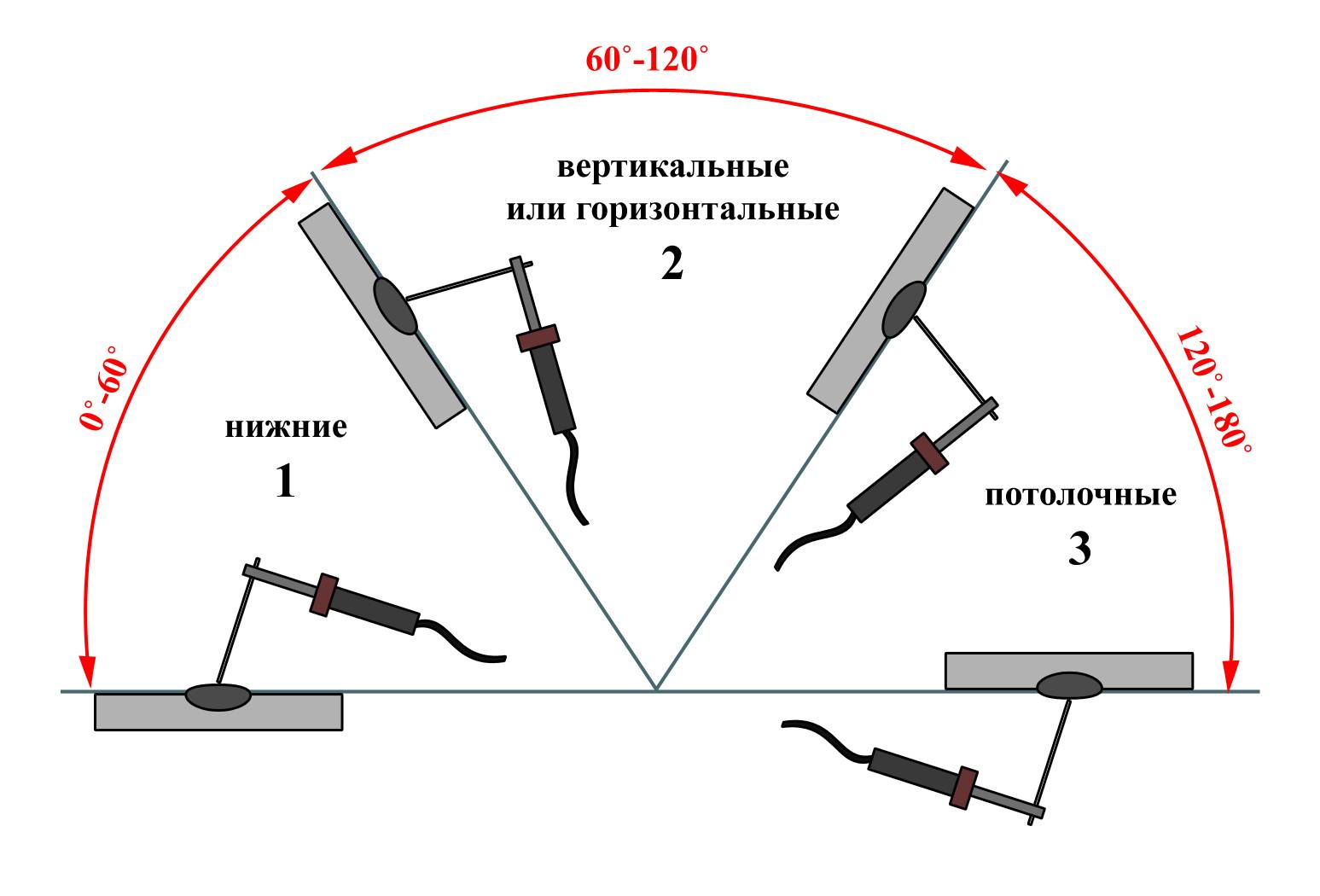
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.
Угол наклона электрода при сварке
Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
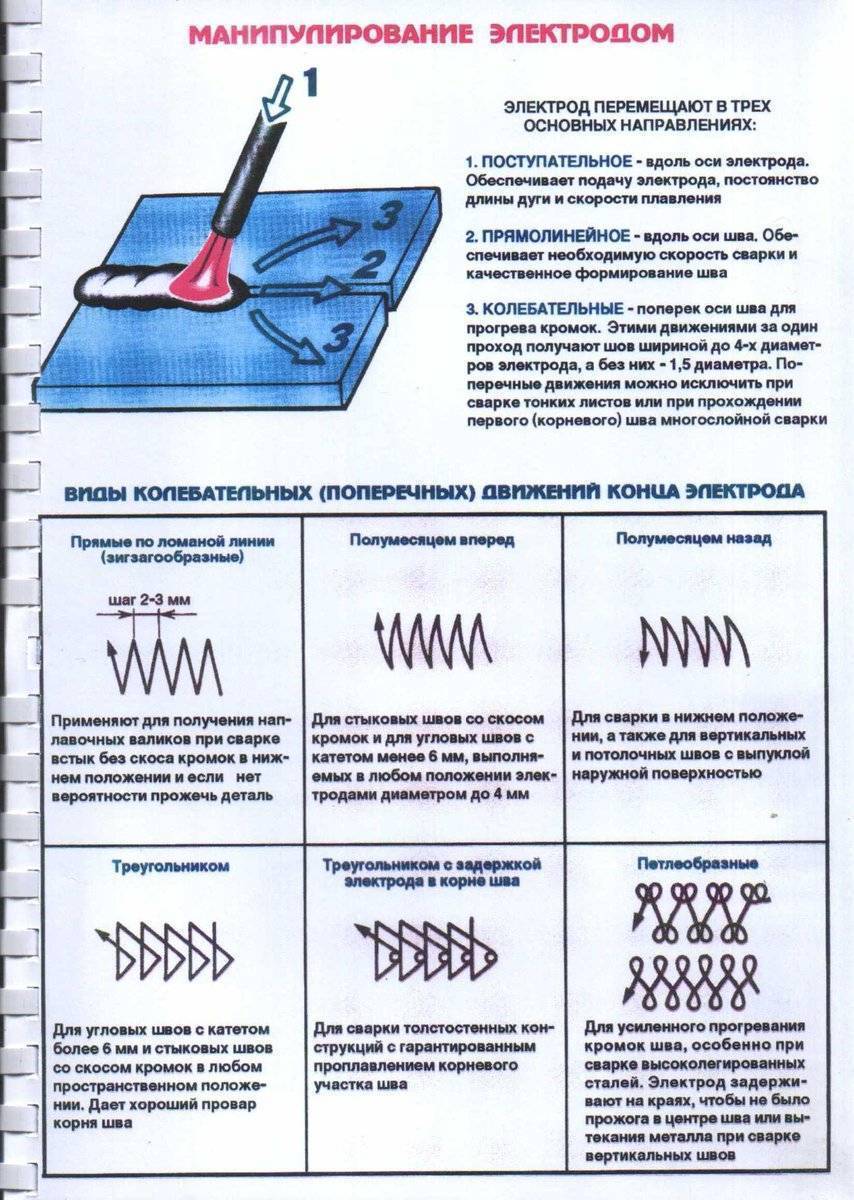


Способы выполнения сварочных швов
Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга
Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Полезным дополнением к описанному выше будет просмотр следующего видео:
Как научится варить сваркой
Обучаться варить электросваркой следует на толстом куске металла в соответствующих условиях и на качественном оборудовании. Прежде всего, надо приобрести сварочный аппарат. Обычно используются:
- Трансформаторы. Доступные устройства, но отличаются низким качеством дуги и сильно «просаживают» напряжение в сети.
- Выпрямители. Обеспечивают постоянный ток, который требуют многие современные технологии сварки. Качество дуги выше, чем у трансформаторов, но нагрузка на электросети остается высокой.
- Инверторы. Производят многоступенчатое преобразование входящего напряжения в необходимый для работы постоянный ток.

Из всех видов сварочных аппаратов наиболее удачным и не разрушающим электропроводку являются инверторы. Они обеспечивают высокое качество шва, в сравнении с трансформаторами или выпрямителями не создают нагрузку на сеть. Обучение варить электросваркой лучше всего проходить на инверторах.
Важный момент — выбор сварочного электрода, представляющего собой стальной пруток, покрытый слоем обмазки. Она необходима для создания газо-шлакового защитного слоя, стабилизирующего процесс. Для новичка наиболее удобен 3-мм электрод, дающий возможность обеспечить ровное соединение. Более толстые электроды требуют соответствующего оборудования. Для обучения необходимо припасти как минимум пачку электродов, одним-двумя тут не обойтись.

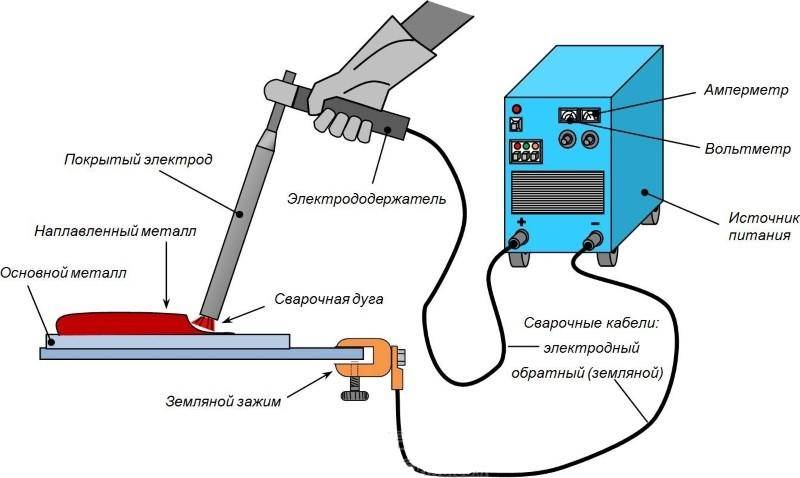
Устройство инверторного сварочного аппарата





