

Конструкционные требования к гибочному станку
Рекомендуется изготовить чертеж изделия, с учетом обязательных требований.
Толщина металла для станины вычисляется исходя из предполагаемого размера изгибаемого трубопровода – не менее 1/6 от диаметра или ширины.

Например, если предполагается работа с профильной трубой сечением 20*30 мм, то толщина уголков, из которых сооружается станина, должна быть не менее 5 мм. В противном случае гибочный станок будет гнуть себя, а не профильную трубу.
- Толщина опорного основания в два раза больше, чем величина уголков, так же как и толщина матрицы.
- Диаметр роликов равен не менее чем утроенным параметрам сечения.

Изготовление гибочного станка
В первую очередь сваривается основа. Для нее понадобится чертеж, чтобы не ошибиться в размерах.
- Болгаркой нарезаются элементы станины и свариваются.
- Валы и ролики для устройства, как правило, заказывают у токаря. Но если есть токарный станок и соответствующие навыки, то изготавливают самостоятельно.
- Собирается верх механизма: вырезается металлическая пластина по чертежу, высверливается отверстие для прижимного винта, приваривается гайка требуемого диаметра.
- Монтируется П-образная конструкция по чертежу, сваривается. Внутрь помещается вал на двух подшипниках и ролик – деформирующий. Затем вся конструкция приваривается к станине.
- На равном расстоянии от краев станины и так, чтобы деформирующий ролик был точно по центру, устанавливаются два других вала с роликами. На оси закрепляются звездочки передачи – можно использовать звездочки с автомобильного распредвала, на них надевается цепь.
- Если предполагается ручной привод, то к оси приваривается рукоятка. Гибочный станок можно оборудовать электроприводом: тогда к оси закрепляется шкив с ременным приводом.
На видео можно увидеть все подробности изготовления устройства.
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения. Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик
Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия. Чертеж трубогиба
Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
- С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Трубогиб для намотки: пошаговая инструкция
Трубогиб — это инструмент, который используется для создания изгибов и кривых в трубах. Он является важным инструментом в ремонтных работах, строительстве и рукоделии.

Список инструментов:
- Металлическая труба (предпочтительно изготовленная из стали)
- Железный прут (диаметром равным диаметру трубы)
- Труборез или пила для металла
- Песочная бумага (грубость 120-150)
- Ручка (предпочтительно из дерева)
- Опорные подставки
- Сварочный аппарат (опционально, для крепления ручки)
Подготовка материалов:
Выберите металлическую трубу желаемого диаметра и длины. Убедитесь, что она не имеет трещин или дефектов.
Используя труборез или пилу для металла, отрежьте трубу на необходимую длину
Обратите внимание, что концы трубы должны быть ровными и гладкими.
Подготовка железного прута:
- Используя труборез или пилу для металла, отрежьте железный прут на длину, равную диаметру трубы.
- Заточите концы прута, чтобы они были острыми и гладкими.
- Очистите поверхность прута с помощью песочной бумагы, чтобы удалить ржавчину и сделать ее гладкой.

Создание ручки:
- Если вы хотите, чтобы ваш трубогиб имел ручку, приступите к этому шагу. Возьмите деревянную ручку и при необходимости подгоните ее по размеру.
- Если у вас есть сварочный аппарат, приварите ручку к железному пруту. Убедитесь, что сварка прочная и надежная.

Сборка трубогиба:
- Поместите отрезанную трубу между двумя опорными подставками.
- Вставьте железный прут внутрь трубы так, чтобы он располагался вдоль желаемого пути изгиба.
- Удостоверьтесь, что ручка (если она у вас есть) располагается в удобном положении и хорошо закреплена.

Использование трубогиба:
- Хватитесь за оба конца трубы и медленно поворачивайте ее вокруг железного прута. Упражняйтесь в мягких и плавных движениях, чтобы изгибы были равномерными и качественными.
- Постепенно увеличивайте угол изгиба по мере продвижения трубы вдоль железного прута.
- Остановитесь и проверьте изгибы, чтобы убедиться, что они соответствуют вашим требованиям. При необходимости можно внести корректировки.

Создание трубогиба своими руками не только позволяет сэкономить деньги, но и становится увлекательным творческим процессом. Благодаря этому инструменту мы можем неограниченно экспериментировать с формами и размерами труб, открывая новые возможности для создания поделок.

Независимо от того, являетесь ли вы опытным мастером или только начинаете свой путь в мире рукоделия, трубогиб станет незаменимым помощником, позволяющим воплотить в жизнь самые смелые идеи.
Самый простой профилегиб – приспособление шаблонного типа
Для изделий с относительно невысоким сопротивлением изгибу (например, стальных труб диаметром до 20 мм и другого металлопроката с аналогичными или меньшими прочностными характеристиками) можно сделать профилегиб шаблонного типа. Для него нужна опорная поверхность – слесарный либо иной стол, пол, стена, стальной каркас, как на фотографии, или даже ровное место на земельном участке, асфальте, бетонной площадке или плите.







 Шаблон изгибающего элемента профилегиба
Шаблон изгибающего элемента профилегиба
Ширина его рабочей части должна быть немного больше поперечного размера обрабатываемого изделия. Если делать из досок, то последние сначала скрепляем между собой любым доступным способом – с помощью болтов, гвоздей, уголков, клея. Затем отпиливаем лишнее, формируя огибаемую поверхность. По ней и с радиусом ее закругления будет производиться гибка профиля. Готовый шаблон и упор из доски крепим к выбранному основанию. Между ними должно быть расстояние, равное наружному размеру изгибаемого профиля. Упор в процессе работы будет фиксировать один конец изделия, в то время как за другой его надо гнуть.
Остальные варианты шаблонного профилегиба аналогичны деревянному. Трубы, уголок, швеллер, скобы или что-то другое прикручиваются, привариваются, вкапываются, бетонируются в соответствующем выбранном основании с некоторым шагом по линии окружности с радиусом необходимой кривизны изгиба. Это будет шаблон. Рядом с ним крепим упор из такого же материала.
Гибка профильных труб с помощью самодельного станка
При сгибании труб необходимо знать диаметр материала и принципы процесса. Это обусловит корректную деформацию материала без перегрузки и изломов. На станках с применением гидравлики возможна гибка участка трубы с нагревом, что позволяет гнуть изделия с большой толщиной стенки, из прочных сплавов и полимерных материалов.
Горячий и холодный методы гибки труб
Деформация труб проводится двумя способами:
- холодный;
- горячий.
Второй метод применяется для деформации труб с повышенной кольцевой жесткостью (нержавеющая сталь и т. п.). Способ может использоваться для всех видов труб, кроме металлопластиковых.
Таблица минимальных радиусов гибки труб
| d | R | L min |
| 3 | 6 | 10 |
| 4 | 8 | 12 |
| 6 | 12 | 18 |
| 8 | 16 | 25 |
| 10 | 20 | 30 |
| 12 | 24 | 35 |
| 15 | 30 | 45 |
| 18 | 36 | 50 |
| 24 | 72 | 55 |
| 30 | 90 | 60 |
Где наименьший радиус изгиба – R, диаметр трубы в мм – d, минимальная длина прямого участка – Lmin.
| d | R при толщине стенки | |
|---|---|---|
| До 2 | Свыше 2 | |
| 5-20 | 4d | 3d |
| 20-35 | 5d | 3d |
| 35-60 | – | 4d |
| 60-140 | – | 5d |
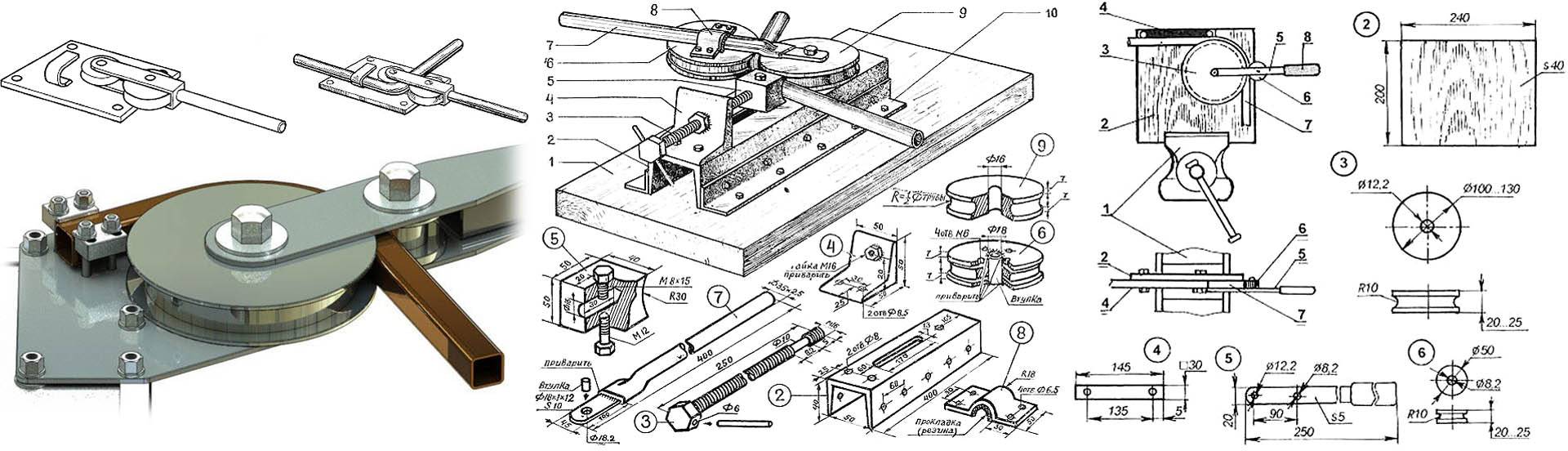
Как сделать шаблон для гибки труб по радиусу
Наиболее простым методом является гибка трубы по шаблону. Принцип заключается в деформации материала путём приложения к деревянной конструкции с радиусом закругления. Способ подходит для алюминиевых и стальных труб с небольшой толщиной стенки.
Шаблон выпиливается из деревянных досок, которые между собой крепятся болтами или другим наиболее удобным способом. Вся конструкция прикручивается болтами к столу или другой устойчивой основе.
Толщина шаблона, где непосредственно прикладывается труба – на несколько сантиметров больше, чем диаметр сгибаемой трубы. Торец этой части (край шаблона) выпиливается с наклоном, чтобы труба не соскальзывала с выступа.
На шаблон монтируется упор. Между ним и основой шаблона вставляется труба и аккуратно надавливается – материал гнётся.
Полезные советы от мастеров
- Если вы собираете ручной прокатный трубогиб для профильных материалов, то звёздочки можно не использовать, а соорудить конструкцию с приводом на одном ролике. Но механизм будет периодически пробуксовывать. Прижимной винт можно сменить на домкрат.
- При изготовлении шаблона воспользуйтесь крючками, прикрепленными к древесине, чтобы труба не соскальзывала.
- Если предстоит согнуть трубу под большим радиусом, то лучше изготовить агрегат с тремя роликами.
- Чем больше расстояние между роликами, тем меньше сил прилагают для сгиба. Чтобы менять радиус изгиба, предварительно предусматривайте возможность движения роликов по горизонтали относительно друг друга.
Видео-урок гибки профильных труб
https://youtube.com/watch?v=xeFQEQgPTrs
Изгиб профильных труб в домашних условиях осуществляется посредством разных трубогибов, собранных своими руками. Профессиональные инженеры и любители всё больше совершенствуют самодельное оборудование и делятся своими открытиями в Интернете.
Трубогиб из металлолома за пару часов
Тот, кто когда-нибудь задумывался об изготовлении теплицы из поликарбоната, сначала задавался вопросом, как сделать дуги. В этом поможет моя статья.
Здравствуйте, уважаемые читатели Дзен! В этой публикации речь пойдёт об изготовлении профелегибочного станка. Обычно они имеют такой вид:

картинка взята из свободного доступа на Яндекс.Картинки
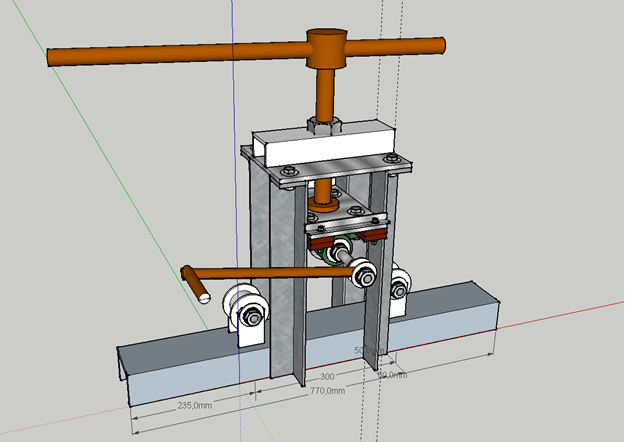
Но т.к. у нас всё авторское, мы пойдём другим путём и исполним несколько другую конструкцию. Кроме того, в ней одновременно можно будет изгибать до 4-х профилей.
Итак, делаем очень простой станок для изготовления дуг. Его, кстати, я использовал не только при изготовлении теплицы, но и для подготовки навесов различного профиля. Также при помощи моего трубогиба можно изогнуть швеллер и двутавр небольшого сечения (до № 12).
Конечно, готовые дуги можно найти в продаже (как и готовую теплицу), но мне, например, гораздо приятнее и дешевле всё сделать своими руками.
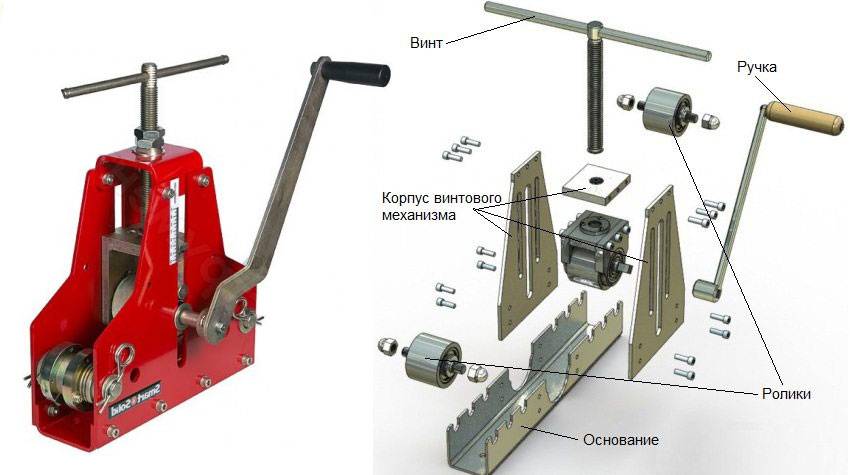
Для изготовления станка нам понадобятся такие основные детали:
— вальцы (3 шт.);
— шток и гайка к нему с небольшим шагом резьбы;
— подшипники (6 шт);
— мотоциклетные звёздочки (2 шт.);
— мотоциклетная цепь (примерно 90-100 см).
— обрезки металлопроката разного сортамента).
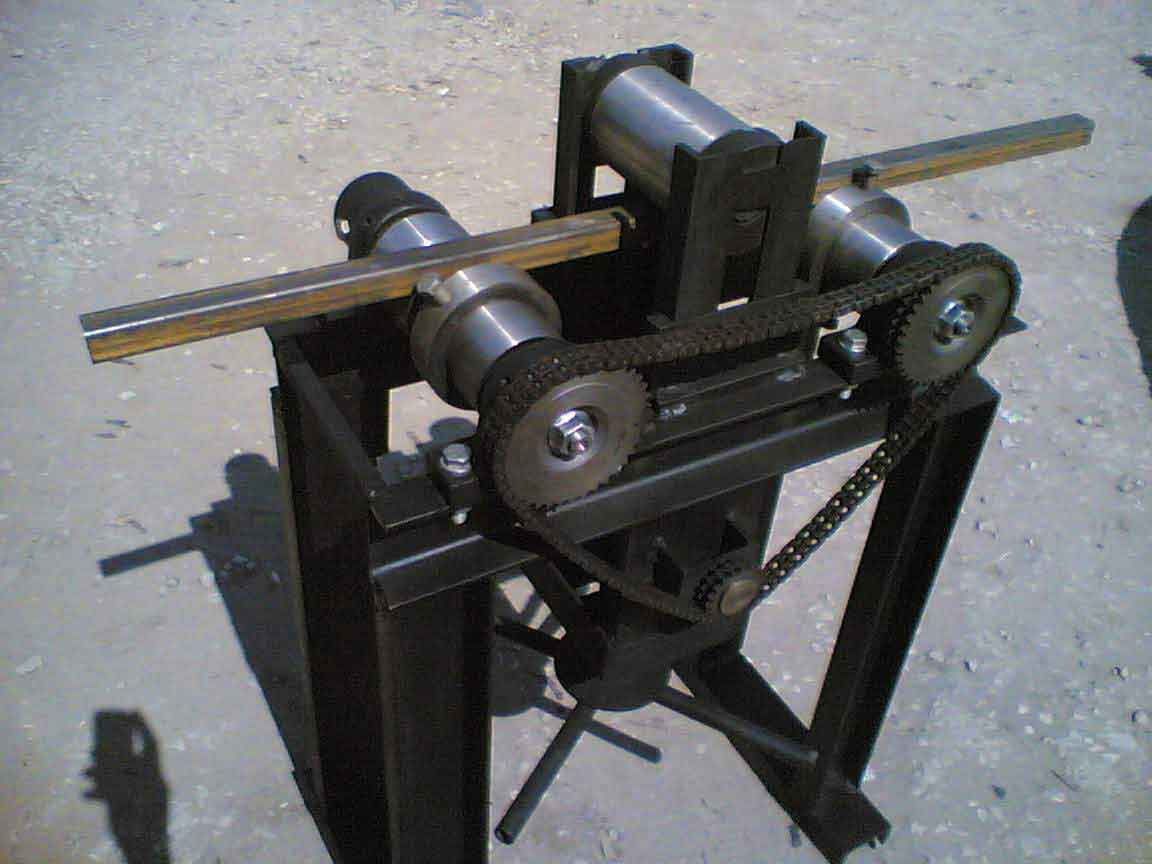
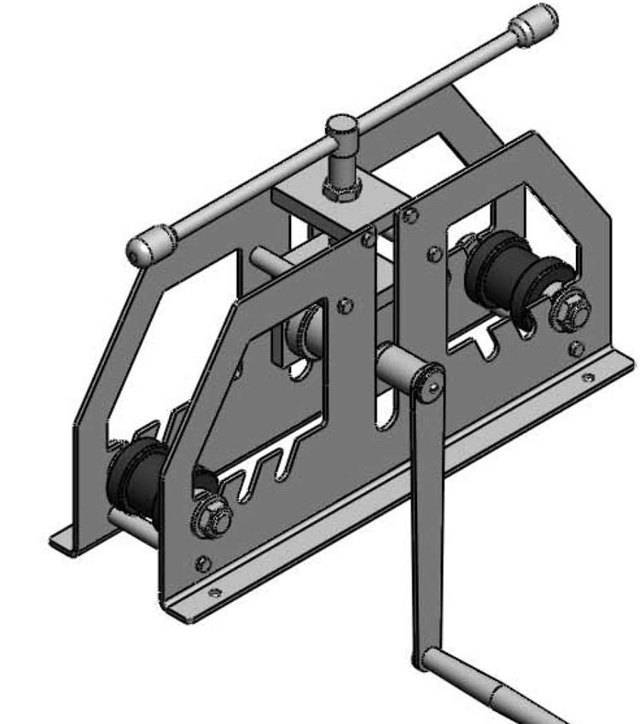
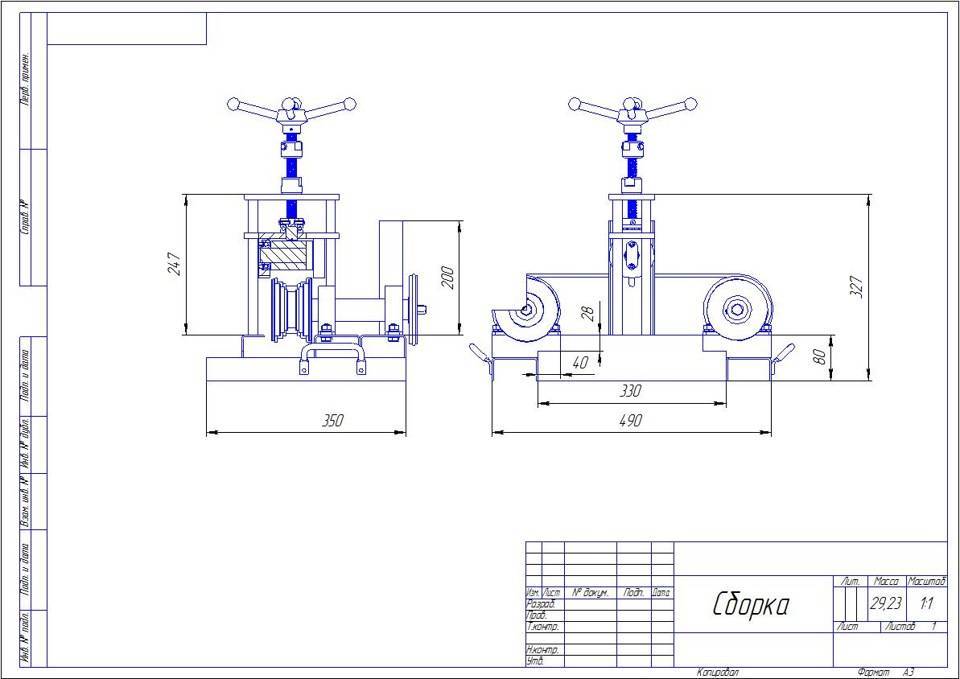
Как собран мой станок, прекрасно видно на фотографиях:

Вальцы я изготовил у знакомого токаря, на их осях закрепил подшипники, которые зажал в самодельных креплениях. Два нижних вальца соединены между собой мотоциклетной цепью, поэтому при вращении ручки вращаются оба вала. Верхний вал может подниматься и опускаться при помощи штока. Вся конструкция установлена на ножки из обрезков труб на уровне пояса человека для более удобного использования. Как видите, конструкция очень простая и надёжная.
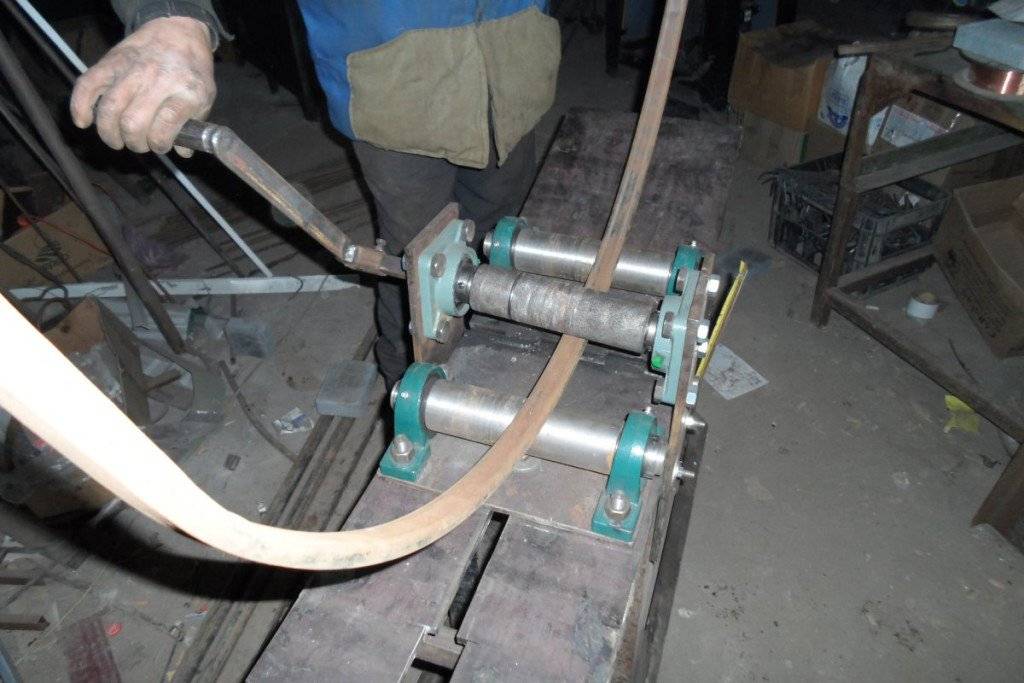
Теперь коротко, как этим пользоваться.
Берём 4 профильных трубы и свариваем их друг с другом на «прихватки». Это, во-первых, ускоряет прокатку дуг, а во-вторых, позволяет сделать все 4 дуги одинаковыми. Аккуратно прокатываем их вперёд-назад, немного опуская верхний валик с помощью штока. Т.к. трубы очень длинные, удобнее пользоваться услугами помощника (хотя я обходился и в одиночку). Прокатываем дуги до достижения необходимой кривизны.

Остаётся только вытащить дуги и аккуратно удалить болгаркой прихватки. Всё, дуги готовы!
zen.yandex.ru
Станок для гибки профильной трубы: Конструкция и виды
Когда для изготовления определённой конструкции нужно сделать загиб профильной трубы по заданному радиусу, то с данной задачей с лёгкостью справится гибочный станок для профильной трубы, при помощи которого можно выполнить загиб под углом до 180 градусов. Данное устройство может поменять конфигурацию труб из алюминия, металлопластика, нержавеющей стали. Причём гибка выполняется по необходимой форме и размерам.
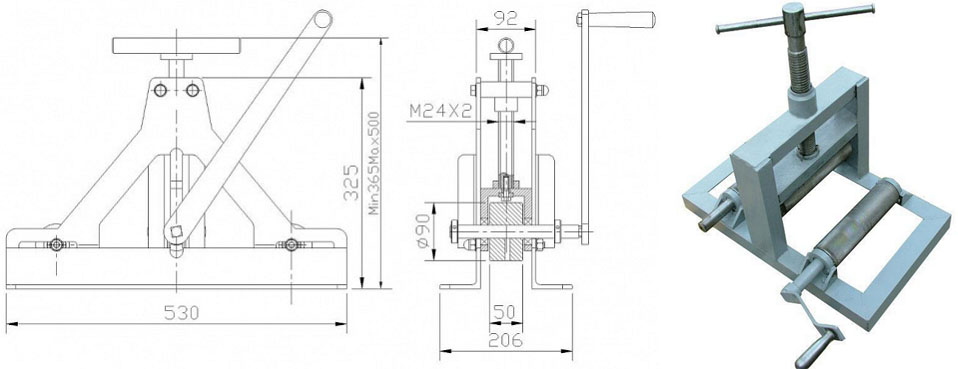
Конструкция трубогиба
Конструкция этого устройства будет зависеть от его разновидности. Но основными элементами являются:
- закрытая или открытая рама;
- гидроцилиндр – основная часть станка, который выполняет силовую функцию;
- верхняя и нижняя планки;
- два трубных упора;
- выдвижной шток, обеспечивающий гибочное усилие трубогиба;
- перепускной клапан, рукоятка и нагнетательное устройство, находящиеся на задней части корпуса;
- упор конструкции или цапфа, концы которой устанавливаются на планках в отверстия;
- пружина, при помощи которой возвращается назад выдвижной шток.
Поверх основной части инструмента может находиться пробка для залива масла и проверка для уровня. На резьбовую часть станка наворачиваются установочные планки, являющиеся сварной конструкцией. Верхняя планка прижимается замком и двумя винтами, а нижняя закрепляется фиксирующей гайкой.
На поперечных пластинах устройства для установки опор находятся специальные отверстия. Внизу трубогиба есть резьбовые отверстия для установочных болтов, регулирующиеся по высоте. На этой конструкции изгибаемая труба находится на ручье, расположенного в центре её упора. Обеспечивающие изгибание элементы обязаны быть изготовлены из стального точного литья.
Для изготовления различных конструкций на сегодняшний день все чаще применяются профильные трубы, имеющие тонкую стенку. Потому чертёж конструкции трубогиба для этих заготовок немного отличается. Чтобы при изгибе трубы не случилась деформация её поперечного сечения, ролики по профилю необходимо подбирать такого же сечения, как и само изделие.
Виды трубогибов
Находящиеся в продаже профессиональные инструменты для гибки труб могут иметь гидравлический, электрический или ручной привод.
 Причём наиболее удобными являются электромеханические устройства, при помощи которых можно обеспечить самый точный угол и радиус изгиба. Применение этого трубогиба за собой не повлечёт каких-то деформаций профиля.
Причём наиболее удобными являются электромеханические устройства, при помощи которых можно обеспечить самый точный угол и радиус изгиба. Применение этого трубогиба за собой не повлечёт каких-то деформаций профиля.



Устройство с ручным приводом используется для изгибания труб небольшого сечения.
Трубогибы, оборудованные гидроприводом, могут согнуть заготовку, сечение которой может находиться в пределах 3 дюймов. Потому этот инструмент используется для проведения крупномасштабных работ.
Помимо того, трубогибы отличаются по способу действия на изделие, при помощи которого оно будет выгнуто. К этим способам относится:
- Намотка. Во время этого способа изгиба заготовка вначале прижимается к ролику станка. После в точке гибки устанавливается упор. Ролик начинает своё вращение и наматывает трубу между упором и собой. Причём изделие и шаблон остаются подвижными.
- Арбалетный способ, при этом на два стационарных ролика опирается труба и выгибается между упорами под действием шаблона, который находится на штоке.
- Способ вальцовки или прокатки под собой подразумевает применение трёх крутящихся роликов. Из которых два являются опорными, а один центральным. На трубу начинает давить центральный ролик, потому касательно опорных элементов он обязан быть установлен с учётом необходимого радиуса изделия.
- Обкатка считается наиболее простым методом изгиба трубы. На этом оборудовании шаблон находится неподвижно. Труба просто фиксируется, а прижимной ролик изгибает трубу вокруг шаблона благодаря его перемещению.
Во время изгиба труб тремя первыми методами радиус загиба задаётся шаблоном. Помимо этого, во время арбалетного метода изгиба все давление от штока переходит на заготовку изделия в верхнем месте шаблона, в котором металл наиболее сильно подвергается растяжению. Потому тонкостенные трубы в этой точке могут утратить свою форму или даже разорваться.
Способ прокатки почти не имеет недостатков. В заводских условиях именно вальцовкой создаются стальные отводы. Таким же способом намного эффективней и проще выполнять изгиб профильных труб.
Устройство и принцип работы
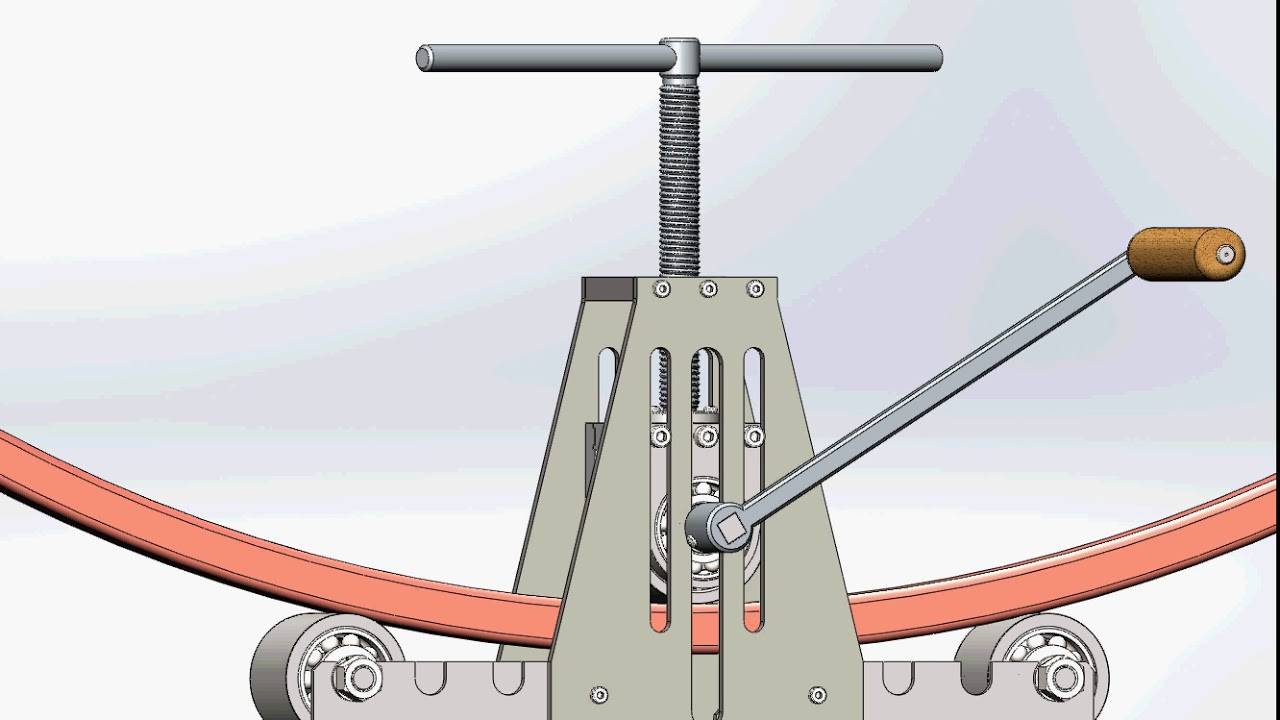
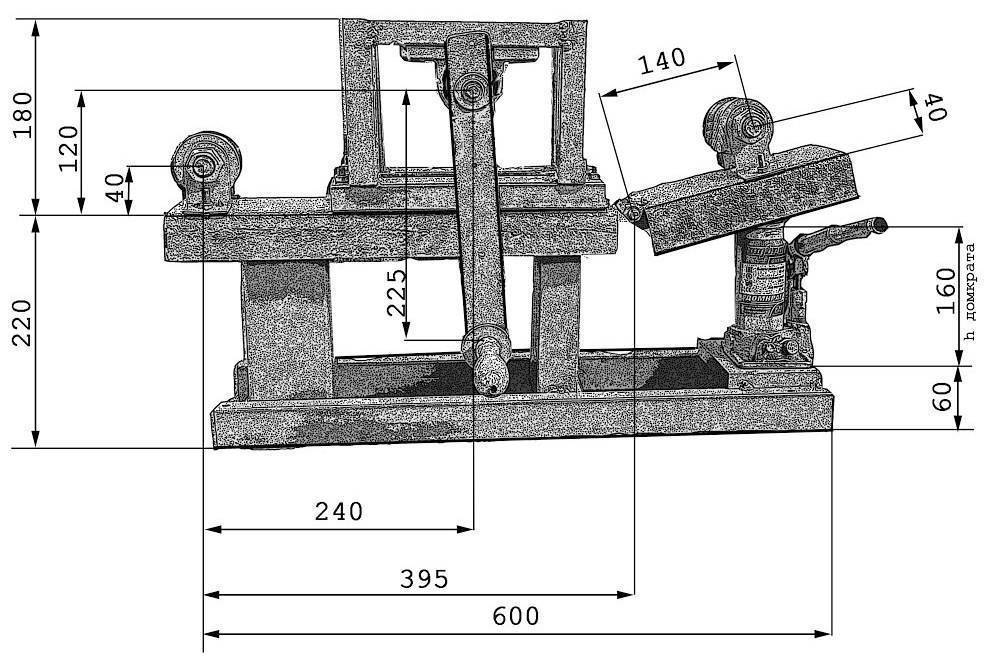
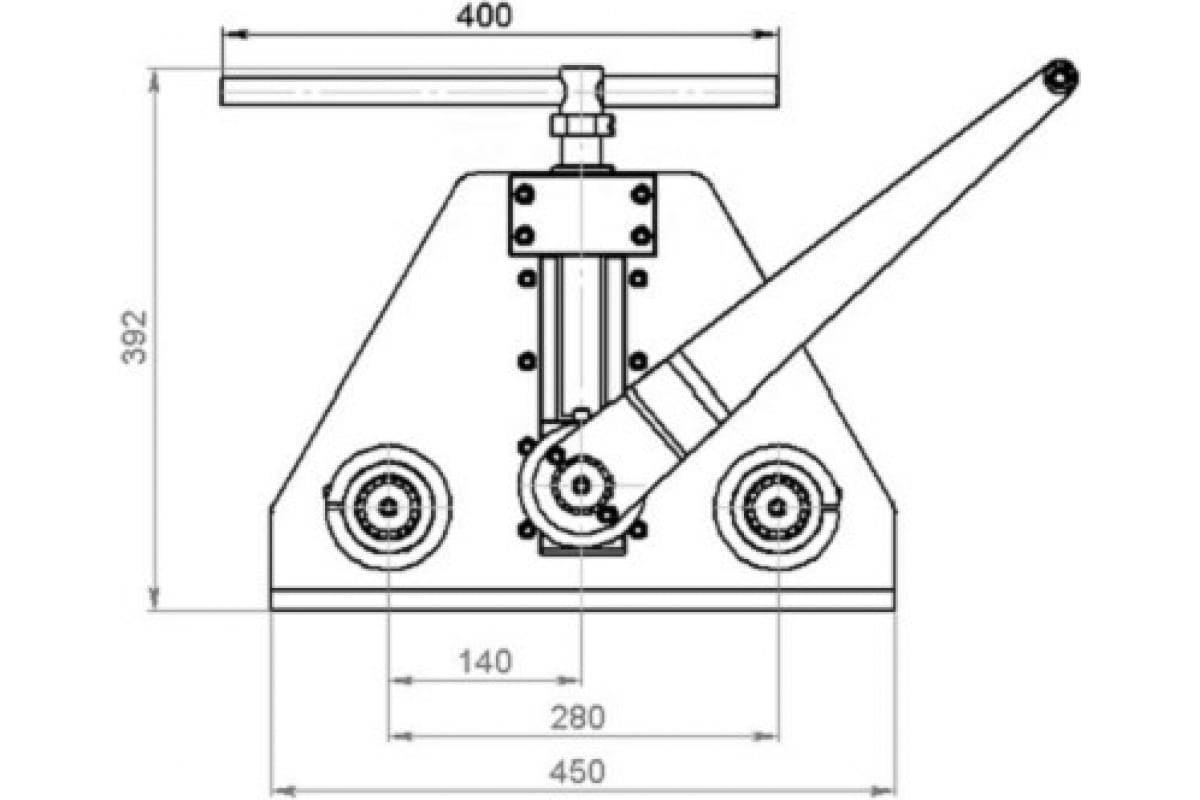
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
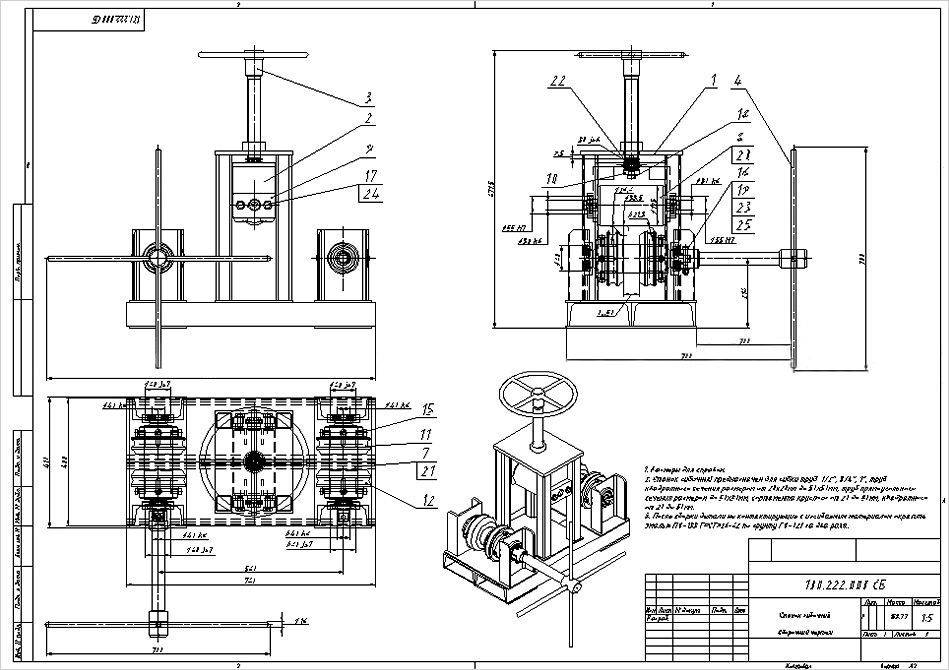
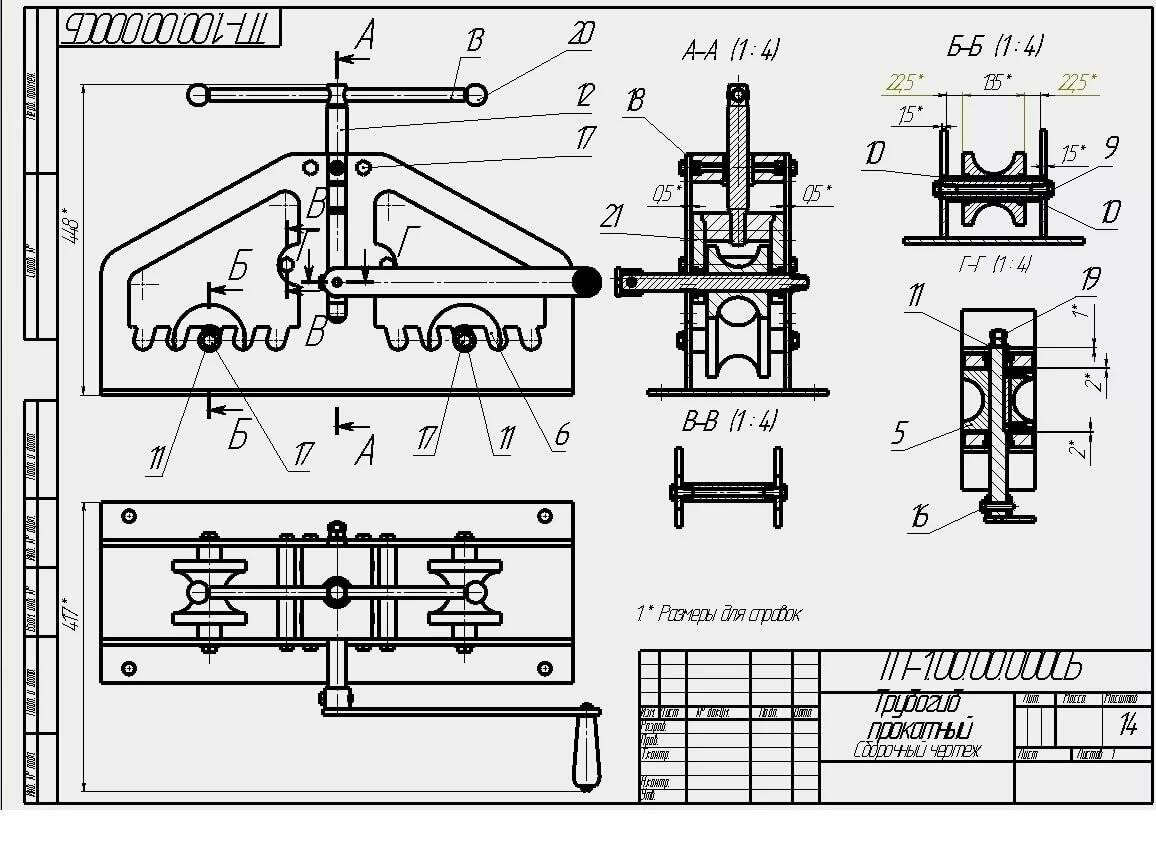
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Механизм прибора
Станки, работающие от электрической сети, имеют одинаковый принцип передачи движения от мотора до непосредственно тех деталей, которые производят деформацию. Нужно об этом помнить, если решиться делать такой вид самостоятельно. Чертежные заготовки нужно постараться сделать самим. В чертеже необходимо продумать и предусмотреть, чтобы при создании изгибов трубы она не подвергалась расплющиванию и раздавливанию, а также не создавались переломы в местах деформации. Естественно, такие трубы не будут пригодны в эксплуатации. Чтобы не было таких казусов, желательно изначально проработать все нюансы, касающиеся гибки труб, имеющих различные срезы. Деформированные трубы, в большинстве случаев, пользуются спросом у огородников, которые из них мастерят разнообразные изделия
Чтобы не тратить материальные средства на покупку таких труб или на оплату услуг по их деформации, рекомендуется иметь такой трубогиб в наличии.Если все-таки было решено его купить, тогда при его покупке нужно обратить внимание на следующее:
- какой вид станка: мобильный, который можно двигать и переставлять или неподвижный, фиксированный;
- с каким видом управления: ручным или механическим;
- с каким видом энергетических затрат: с ручной рукояткой или электрическим двигателем.
Конечно же, диапазон цен самый широкий, от моделей с низкой ценой до моделей с достаточно высокой себестоимостью. Все зависит от функций и возможностей аппарата. Если же для создания изделия не нужны трубы с высокоточными параметрами, тогда будет рациональней остановить свой выбор на покупке более простой модели или же сделать станок самостоятельно.
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90 0 ).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
 Станок для усиления профиля Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
Станок для усиления профиля Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
 Профильная труба
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.



Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
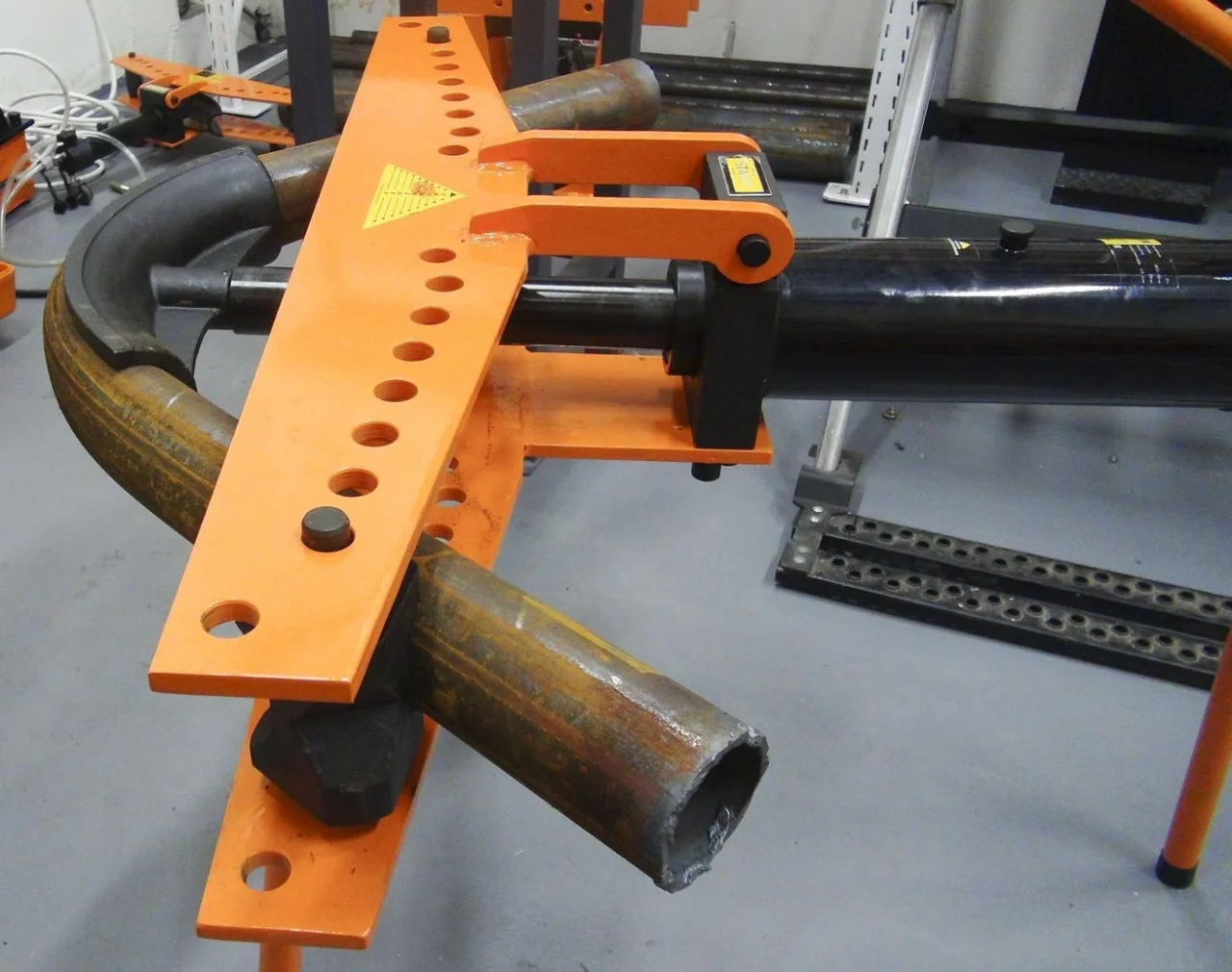
Варианты трубогиба
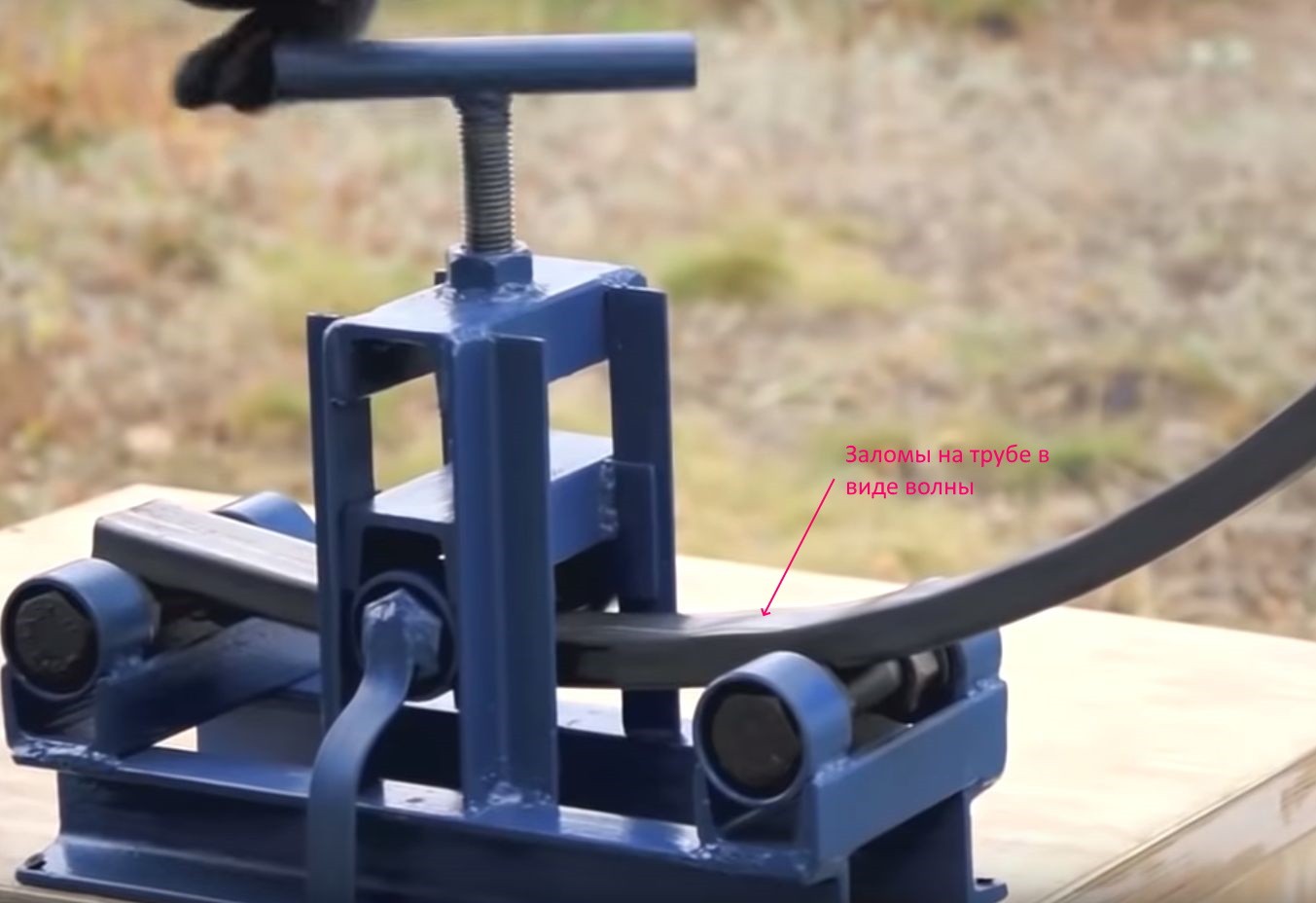
Вы можете согнуть трубу «домашним» способом, заполнить трубу песком, нагреть до красна паяльной лампой либо газовой горелкой, после этого гнуть трубу. Такой метод не признан приоритетным среди мастеров, он трудоемкий и не дает достаточной точности, также могут появится заломы и деформации.
Чтобы получить идеально согнутую трубу, с соблюдением норм и заданных параметров, не нанести урона исходному материалу, мастера применяют в работе специализированные трубогибы.
Большую популярность приобрели трубогибы рычажного типа. Это элементарное изобретение работает по принципу «рычага» — усилие концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно снять и заменить на другой.
Чаще всего в комплекте таких конструкций предусмотрено сразу пара дополнительных шаблонов под трубы разного диаметра. Есть схожие по конструкции агрегаты, ручные трубогибы, дроновые либо арбалетные, они позволяют гнуть короткие участки круглых стальных труб, подвергая лишь холодной обработке.





