

3 Ручные листогибы своими руками – используем чертежи
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.
Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова. Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.
Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов “барашками” или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм. Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом “потечет” – образует волны. Поэтому нужно отдавать деталь только на фрезеровку. Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.
Принцип работы профилегиба
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
- Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.
Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
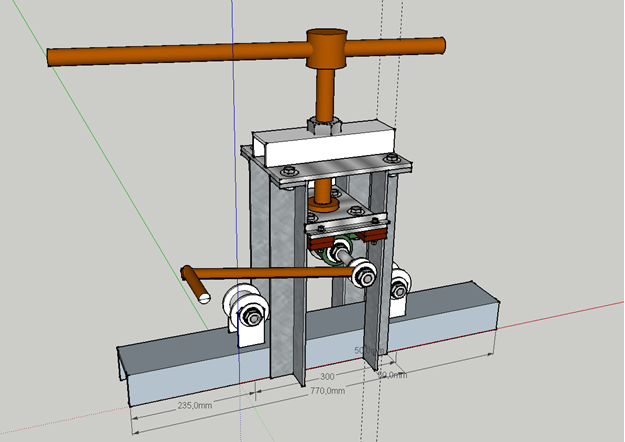
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы. Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус. В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.
Изготовление самодельных схем
 Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката. Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
- трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
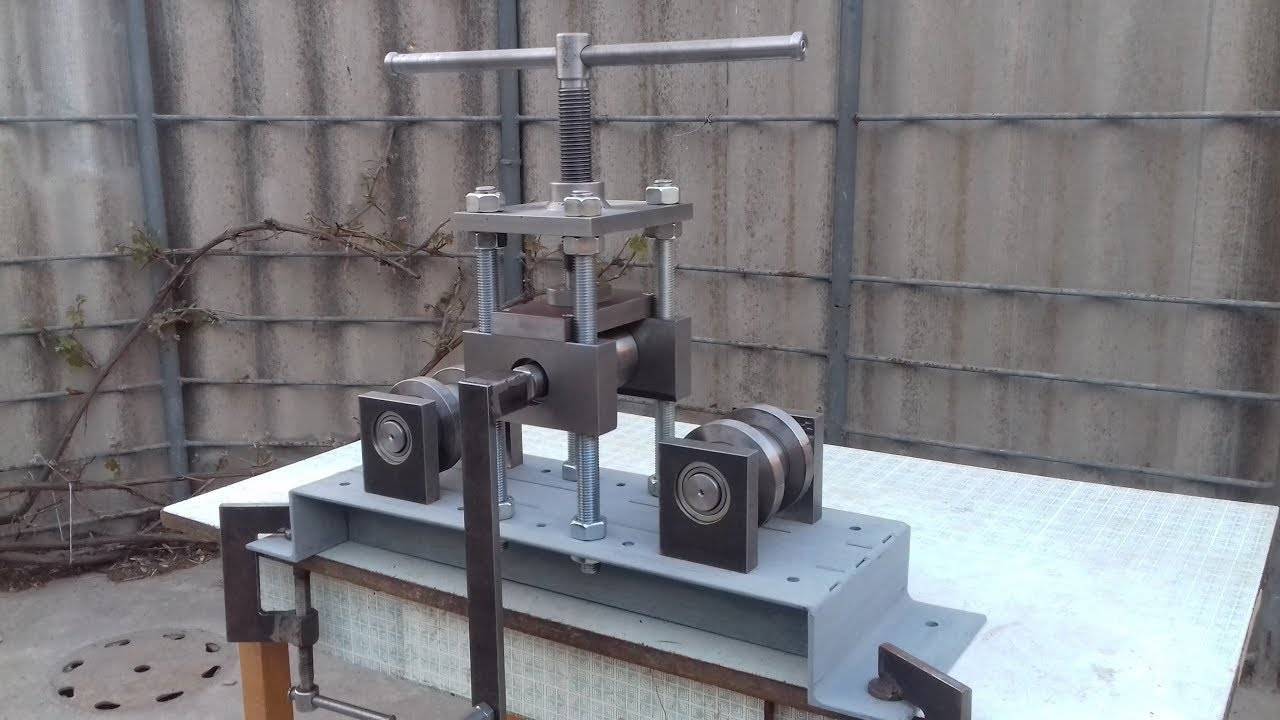
2-й способ
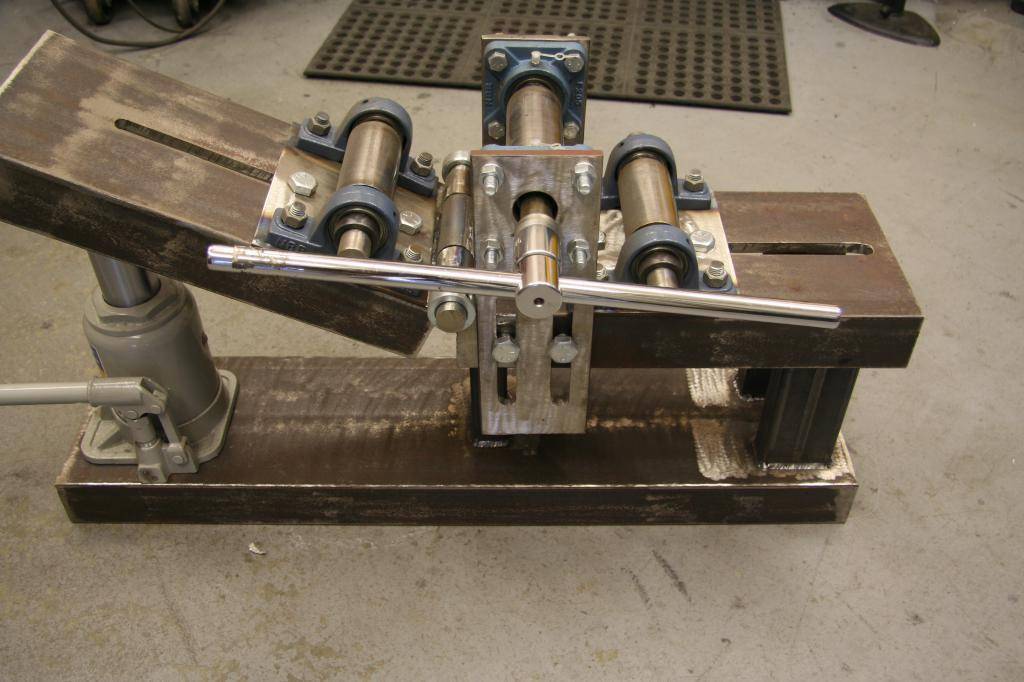
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.








Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
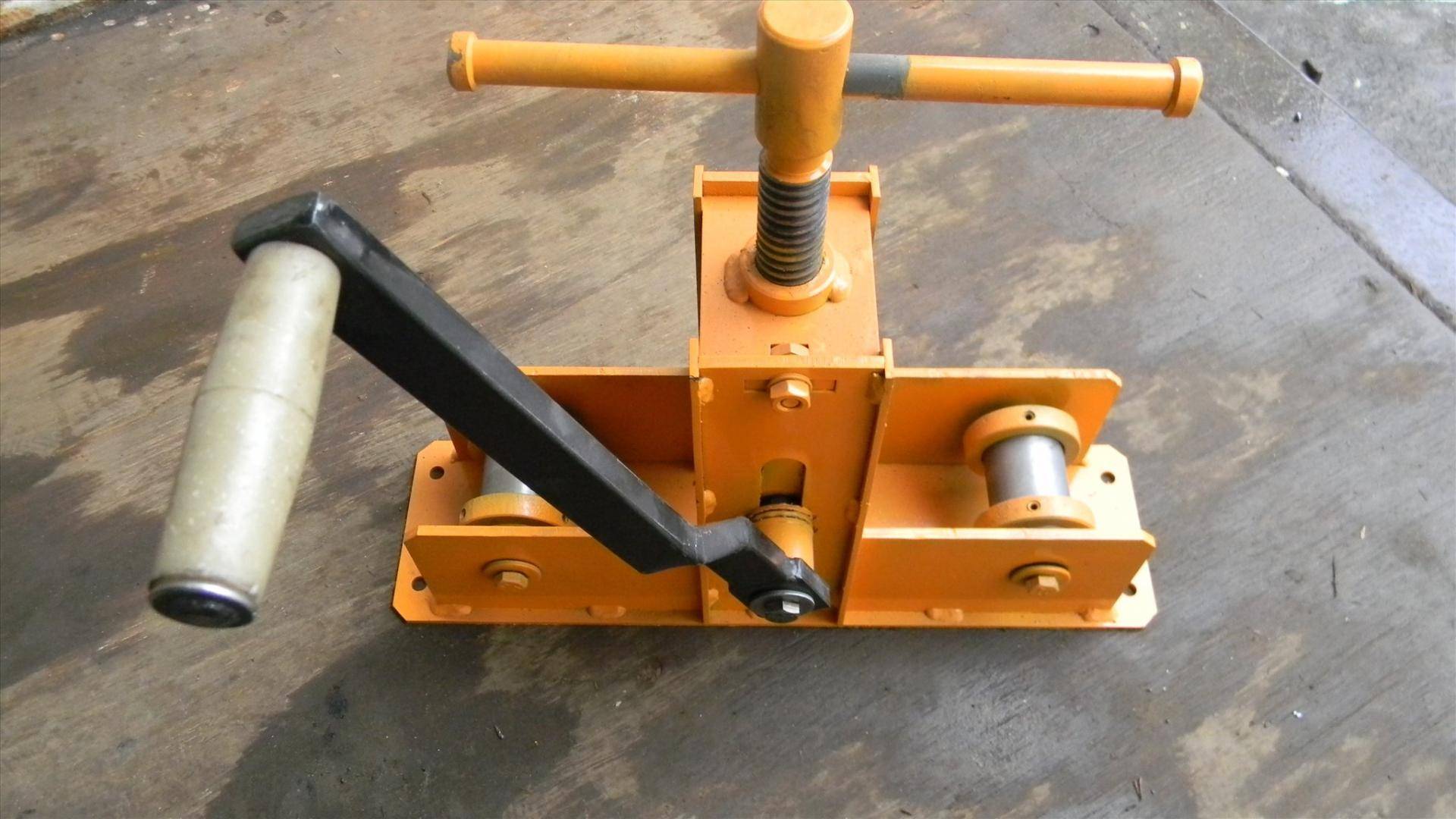
Станок профилегибочный
Станок профилегибочный ручной МГ-0040-П-Р
| Станок профилегибочный ручной МГ-0040-П-Р позволяет гнуть круглую, прямоугольную и квадратную профильные трубы, полосу из стали обыкновенного качества ГОСТ 380-94. В комплекте поставляются: |
| Технические данные | МГ-0040-П-Р |
| Межцентровое расстояние рабочих пазов, мм | 180; 340; 500 |
| Межцентровое расстояние отверстий для крепления, мм | 400х140 |
| Рабочий ход верхнего ролика, мм | 150 |
| Габариты ( ДхШхВ),мм | 600х170х350 |
| Вес (не более), кг | 30 |
| Вид профиля. | Макс. сечение профиля, мм. | Мин. радиус, мм |
| 30х30 | R 350 | |
| 45х10 | R 200 | |
| 25х25х2 30х30х2 40х40х2 | R 250 R 385 R 550 | |
| 40х20х2 40х30х2 | R 300 R 350 | |
| 15х2,8 20х2,8 25х2,8 32х2,8 | R 200 R 250 R 300 R 600 | |
| 25 | R 300 |
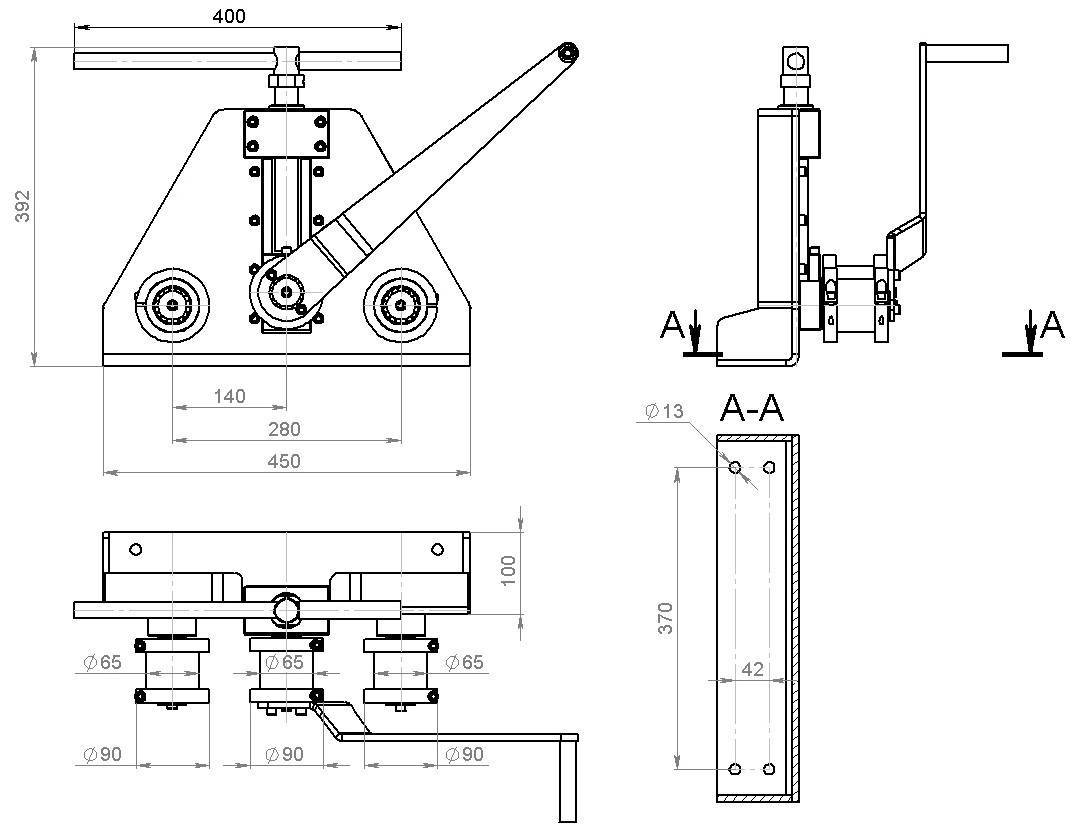
Станок профилегибочный ручной МГ-0050-П-Р
| Станок профилегибочный ручной МГ-0050-П-Р позволяет гнуть прямоугольную и квадратную профильные трубы, полосу из стали обыкновенного качества по ГОСТ 380-94 шириной до 50 мм и толщиной до 4 мм. Опорные ролики наборные. Станок профилегибочный предназначен для эксплуатации в условиях умеренного климата, категория размещения 3 по ГОСТ15150-69 |
| Технические данные | МГ-0050-П-Р |
| Диаметр валов, мм | 30 |
| Диаметр роликов (верхий/нижние), мм | 100/90 |
| Рабочий материал не более, мм | 25х25х2 50х25х2 50х2 |
| Ход прижимного ролика,мм | 150 |
| Габариты без ручки (ДхШхВ), мм | 420х430х520 |
| Масса, кг | 40 |
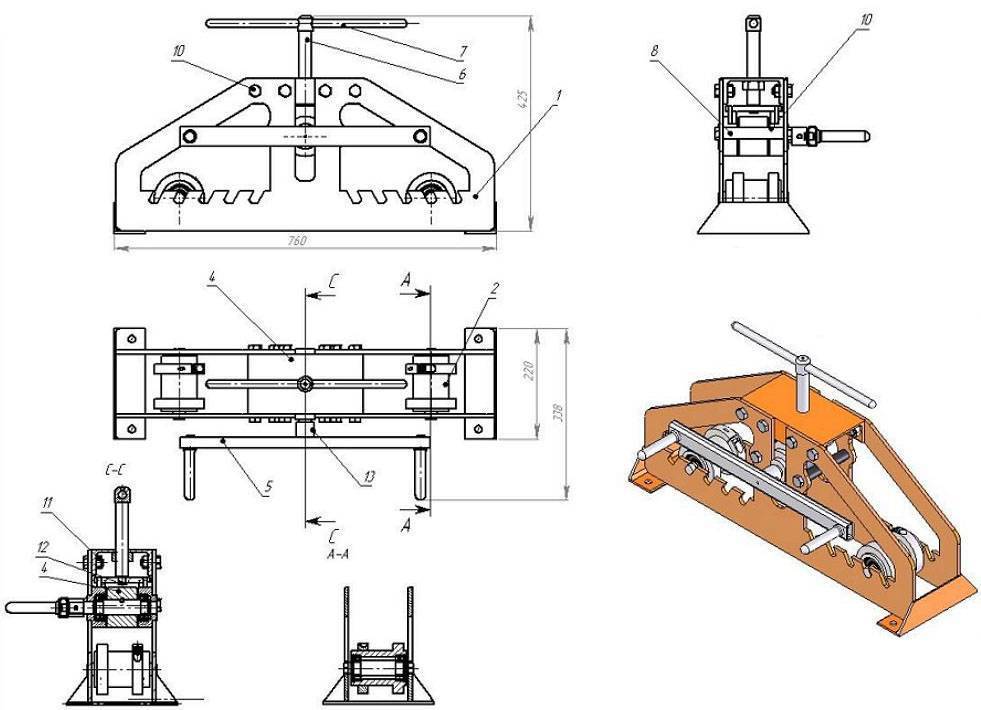
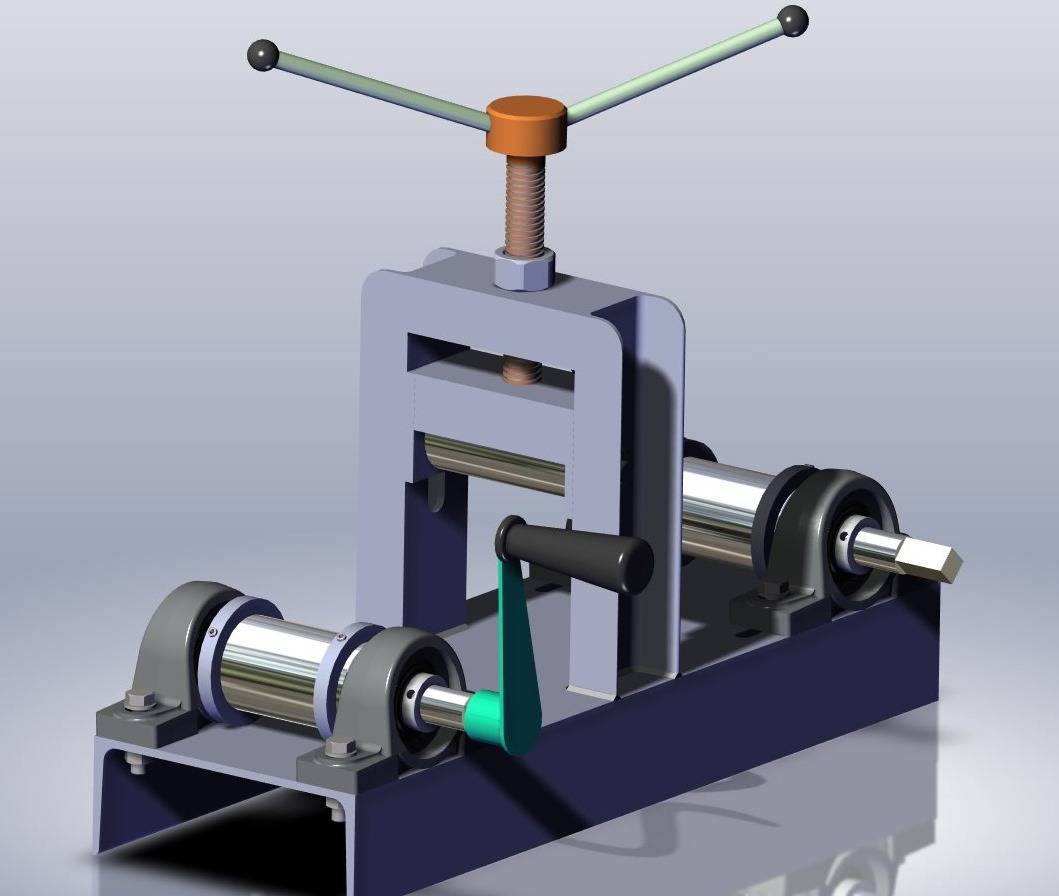
Устройство и принцип работы
Станок профилегибочный состоит из следующих основных частей (рис. 1).
1. — рама; 2. — рукоятка привода; 3 — цепная передача; 4 — опорные ролики; 5 — прижимной ролик; 6 — винт; 7 — храповой механизм; 8 — рукоятка прижима; 9 — защитный кожух.
Станок профилегибочный должен быть жёстко установлен и закреплён через специальные отверстия в раме четырьмя болтами (болты в комплект не входят).
Перед началом работы убедиться, что станок профилегибочный закреплён. Проверить наличие и крепления кожуха 9.
Проверить механическую часть: — надёжность всего крепежа, отсутствие люфтов; — правильность всех настроек (опорные ролики 4 должны располагаться в одной плоскости); — натяжку цепи.
После выполнения перечисленных требований необходимо настроить ролики на ширину изгибаемой детали: — открутить гайки крепления опорных роликов 4 ключом . — снять опорные ролики с валов. — установить требуемую ширину ручья роликов (20-30-40-50мм), поменяв их местами или развернуть на 180°. Ширину ручья роликов устанавливаем больше ширины заготовки, т.к. при изгибании происходит небольшая деформация (расплющивание) заготовки. — установить ролики на валы со шпонкой и закрепить с помощью гаек.
Далее с помощью рукоятки 8 поднять прижимной ролик 5 в верхнее положение. Изгибаемую деталь расположить между опорными 4 и прижимным 5 роликами рис.2 ( заготовку располагать наиболее широкой плоскостью в ручьи опорных роликов 4). С помощью вращения рукоятки прижима 8 через храповой механизм 7 плавно опускать прижимной ролик 5 (1/2 оборота) на величину, необходимую для формирования требуемого радиуса изгиба. Подача изгибаемой детали осуществляется вращением рукоятки привода 2, с помощью опорных роликов, связанных между собой цепной передачей 3. Для снятия готовой детали необходимо выдвинуть фиксатор из храпового механизма 7 и повернуть на 180°. Затем вращением рукоятки прижима 8 поднять прижимной ролик и освободить деталь.
Важные технические моменты при изготовлении профилегиба.

Гибка профильной трубы с заломами.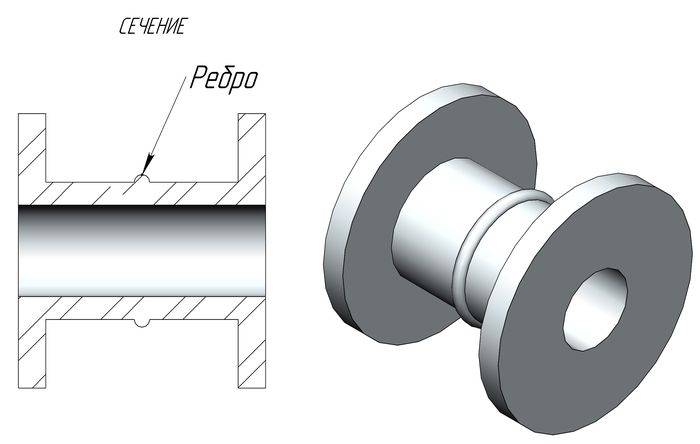
Ролик трубогиба с ребром по центру.
Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.

Профилегиб.
Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
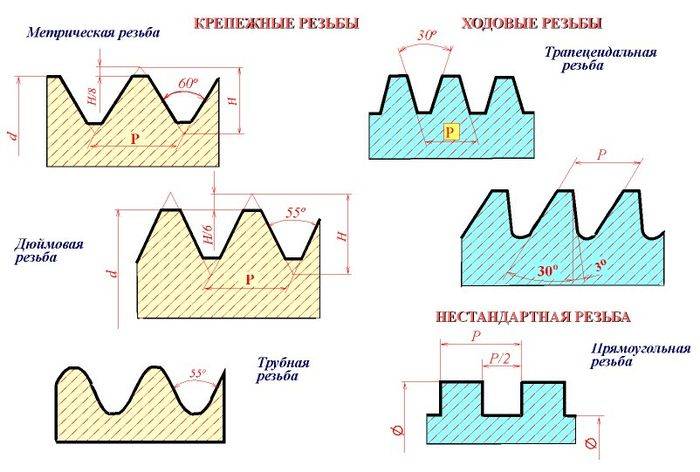
Виды резьбы.
Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.








Ролик трубогиба для гибки круглой трубы.
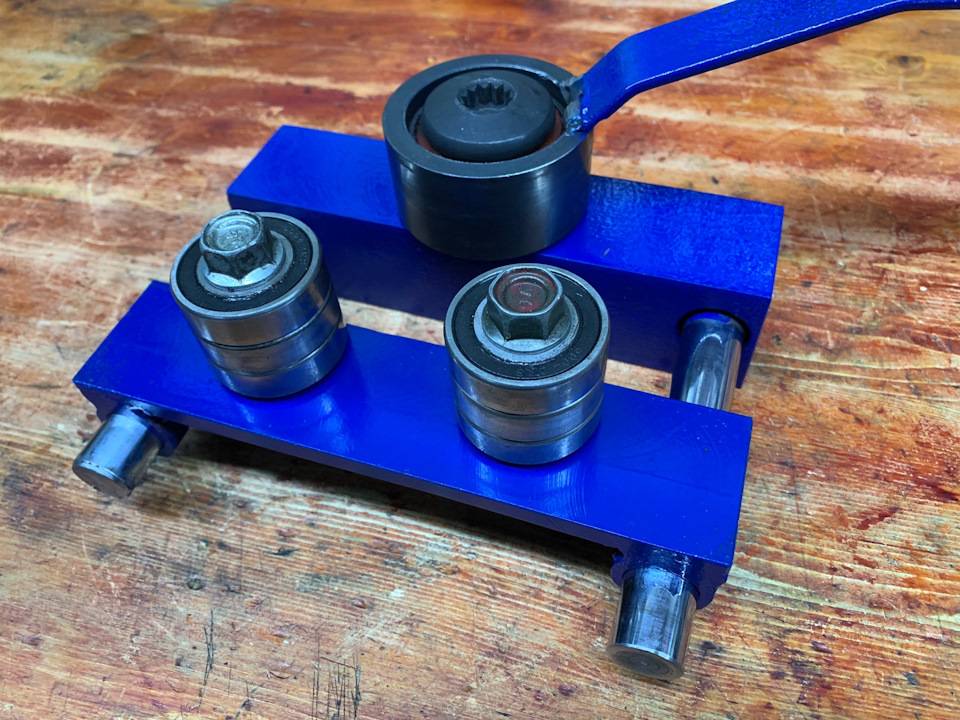
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.

Профилегиб с переставными роликами.
Трубогиб для гибки профильной трубы.
Профилегиб для гибки профильной трубы.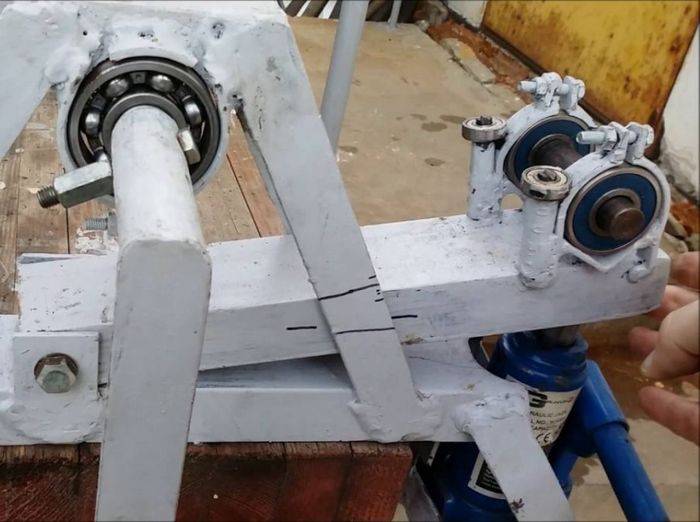
Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.
Каркас профилегиба.
Профилегиб сделанный с подшипниками в корпусе.
Как сделать профилегиб своими руками
Конструкция зависит от диаметра профиля. Если диаметр не больше 20 мм, то трубу можно выгнуть, с помощью бетонной плиты с отверстиями, куда нужно поместить металлические штыри. То есть, труба проводится между штырями и выгибается на необходимый угол. Если сечение трубы больше 25 мм, то нужно продумать чертеж профилегиба более сложней.

равный диаметр с трубой
Затем понадобится цементный раствор, а также толстые куски труб диаметром около 60-110 мм. Можно использовать швеллеры, они отлично для этого подходят. На земле устраивается цементная площадка, куда устанавливают обрезки труб. Вначале они четко вертикально устанавливаются в щебень. Дистанция между этими элементами равняется около полуметра. Затем участок заливается цементом, но трубы обязаны сохранить вертикальный уровень. На высыхание раствора уйдет несколько дней.
Чтобы не допустить выпучивания, смятия или трещин, перед нагреванием трубу нужно наполнить кварцевым песком. Перед тем как заполнить трубу песком, заткните конец трубе деревянной пробкой, ее длина обязана равняться двум диаметрам трубы. При этом конусность составляет 1:10 или 1:25. Затем нужно насыпать немного песка в отрезок трубы и нагреть его до темно-красного цвета. После охлаждения можно засыпать полностью песок и внимательно посмотреть на стенки трубы.
Установите трубу в вертикальное положение и насыпьте не спеша песок. Тут нужно соблюдать одно правило: после каждой порции надо приподнимать трубу и обстукивать ее молотком. Выполняйте это до тех пор, пока пустоты не заполнятся. Про это должен оповестить пустой звук отстукивания молотка. Не забывайте, песок не должен доходить до верха трубы приблизительно на длину диаметра.
Сверху нужно забить пробку, где предварительно делаются несколько отверстий для выхода газов. С помощью мела наносят отметку на трубе в месте самого большого изгибания, ее радиус обязан быть меньше 3-4 диметров трубы.
Когда труба изгибается под 90 градусов, то интервал нагрева обязан равняться 6 ее диаметрам. Если труба изгибается под 60 градусов, то интервал можно уменьшить до 4 диаметров. Нагрев нужно завершить, когда с трубы слетит вся окалина. Это признак полного прогревания, если на поверхности образуются искры, то это обозначает, что труба пережжена. Ее нужно выгнуть в один прогрев. Если этих прогревов будет несколько, то они ухудшат структуру материала.
После прочтения статьи может показаться, что намного целесообразней купить профилегиб заводского производства, нежели тратить время на обработку металла, поиск материалов и сборку конструкции. Но на практике, изготовить профилегиб своими руками гораздо выгодней, при этом экономия может быть очень значительной. Согласитесь, это очень веский аргумент в пользу «домашней» сборки.
Related Posts via Categories
- Трубогиб как незаменимый инструмент в строительстве и производстве
- Трубогиб ручной ТР и другие марки – рассматриваем типы этого приспособления
- Самодельный трубогиб – собирается без проблем!
- Как сделать трубогиб своими руками – простое решение проблемы!
- Трубогиб на электричестве – можно ли сделать самому?
- Трубогиб для металлопластиковых труб – любые изгибы своими руками!
- Профилегибы ПГ-1 и ПГ-3 – почему так популярны эти ручные трубогибы?
- Гидравлический трубогиб – все премудрости использования и ухода
- Электрический профилегиб – что о нем нужно знать?
- Трубогиб для профильной трубы – хотите сделать его сами?
Полезные советы
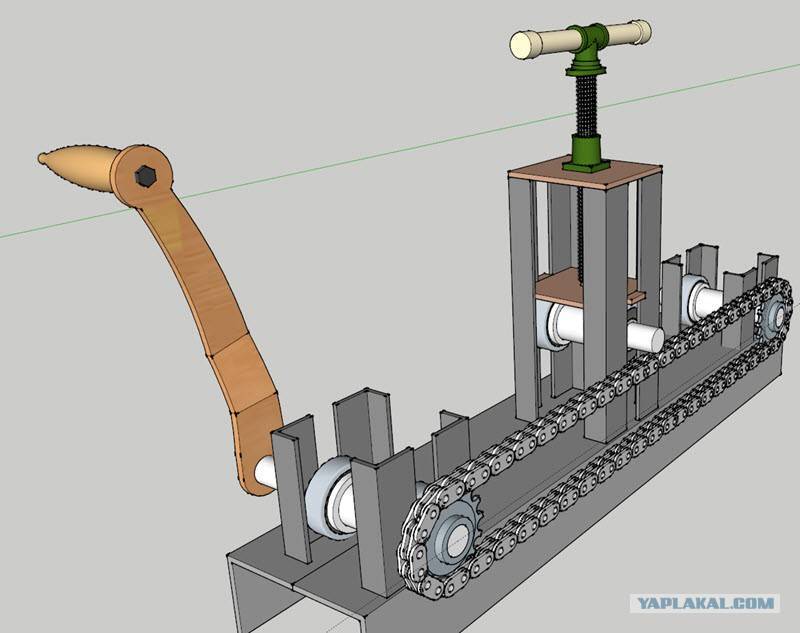
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.

Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.







Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.

В следующем видео представлено описание самодельного профилегиба.
Список источников
- www.syl.ru
- stanok.guru
- stankiexpert.ru
- stroy-podskazka.ru
- 2lzz.ru
Методы гибки
Есть два основных приема:
- Холодный – нагрев изделия предварительно не производится. Соответственно, уровень плавкости, гибкости невысокий значит нельзя провести процедуры со значительным изменением угла, только небольшие изгибы. Предварительно необходимо заполнить внутреннюю полость песком или солью, это улучшит результат минимизирует возможность раскола.
- Горячий – актуален для материалов с высокой жесткостью, прочностью, а также с заготовками, имеющими толстые стенки. Процедура проста – с помощью газовой горелки следует нагреть участок, который будет подвергаться металлообработке.





