

Как изготовить самодельный листогиб
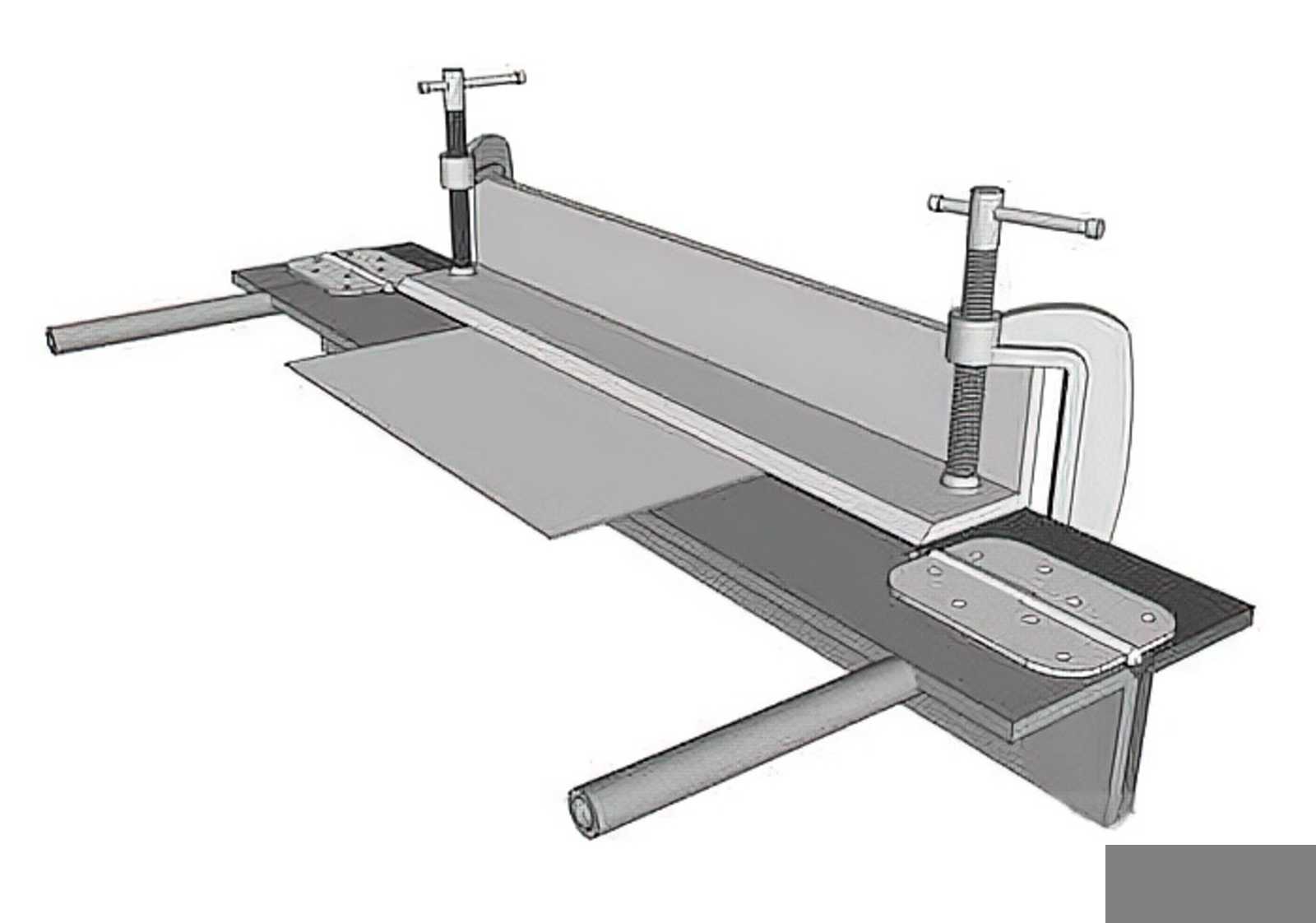
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах. Однако траверсный листогиб вполне реально изготовить самостоятельно
Требуется точность разметки и терпение
Требуется точность разметки и терпение
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
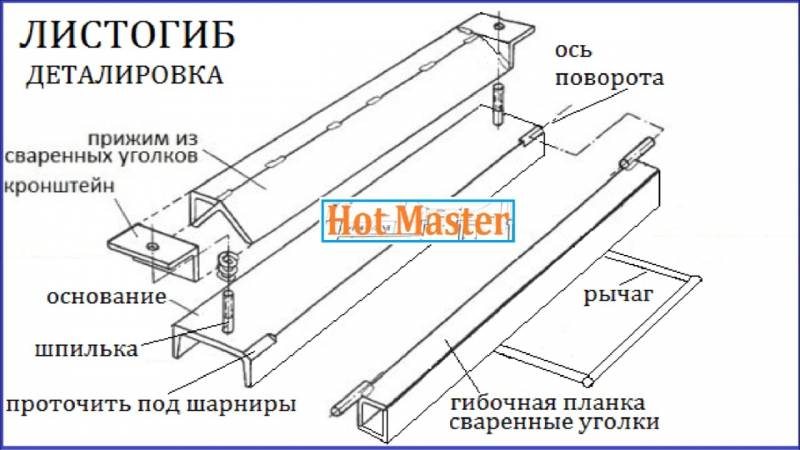
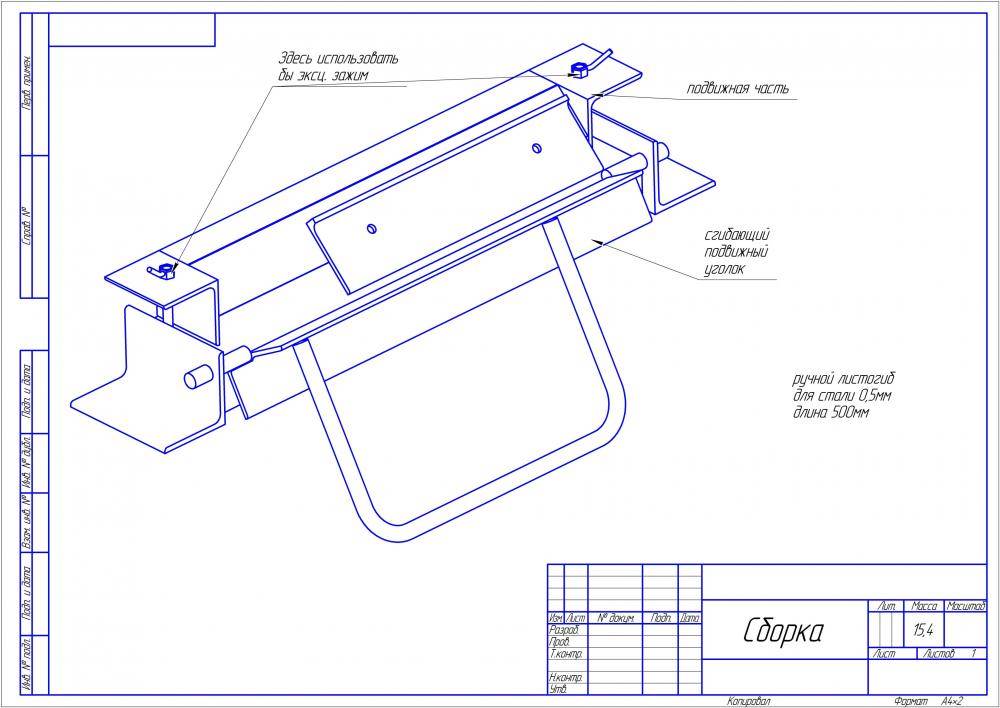
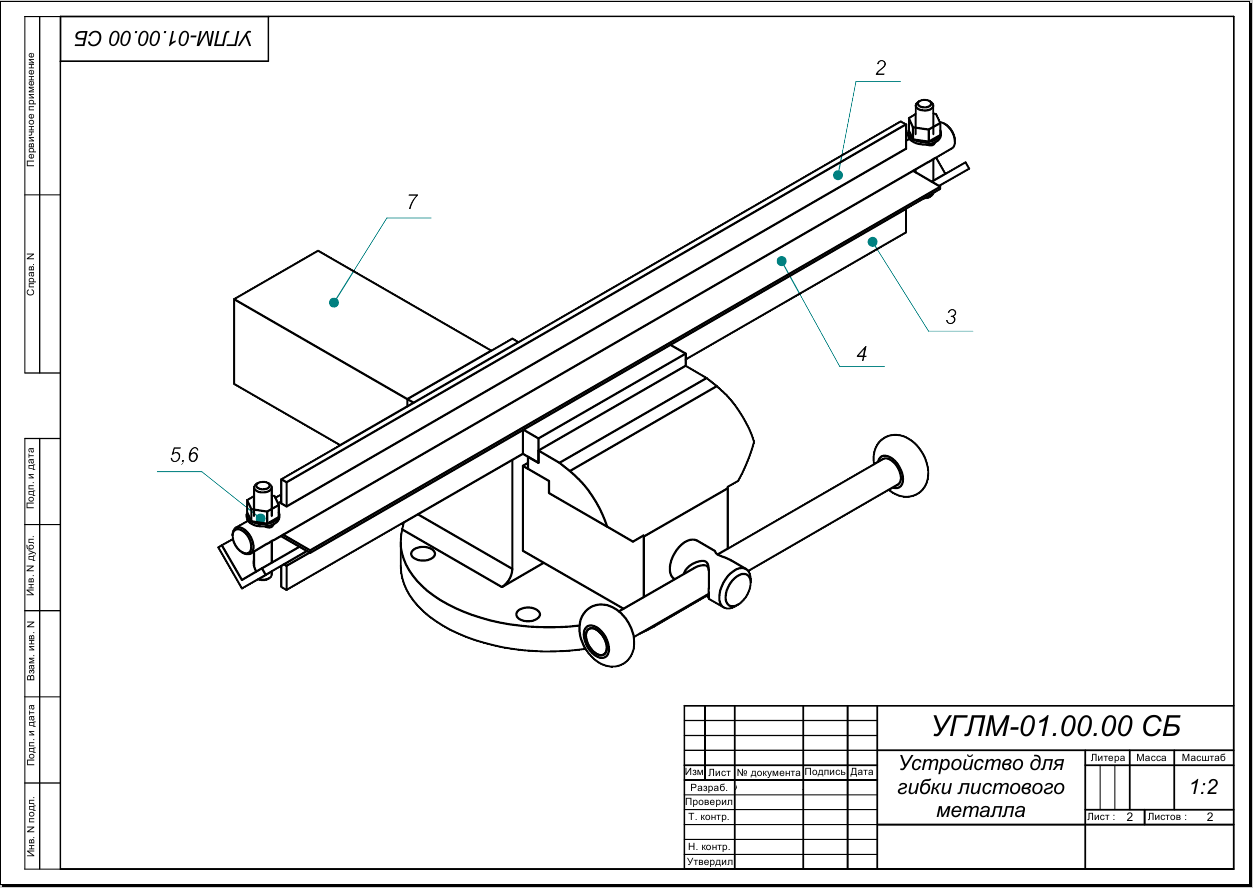
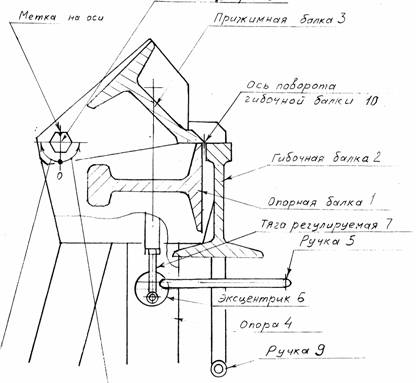
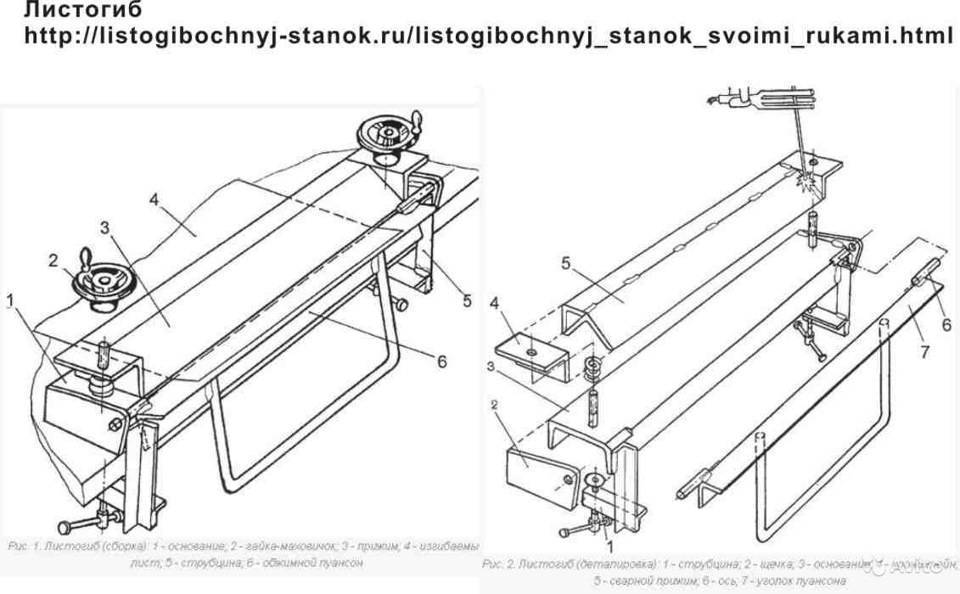
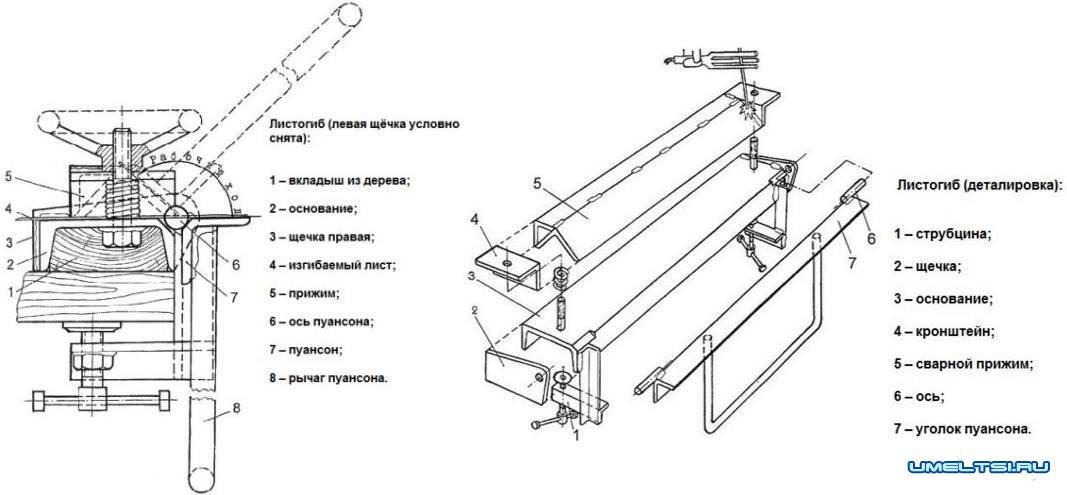
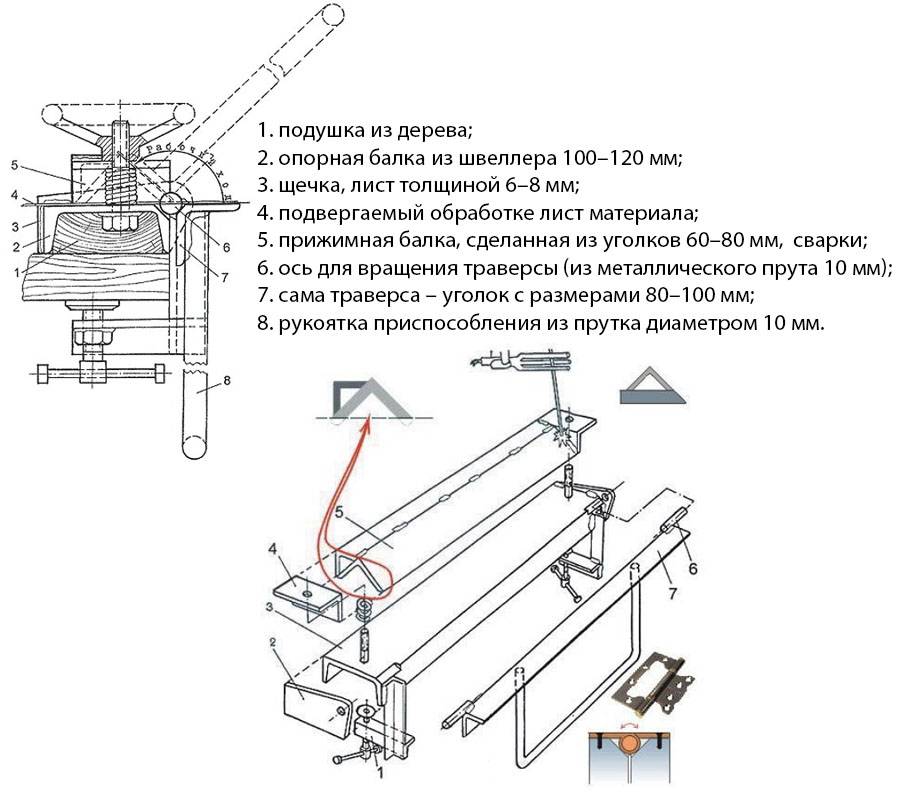
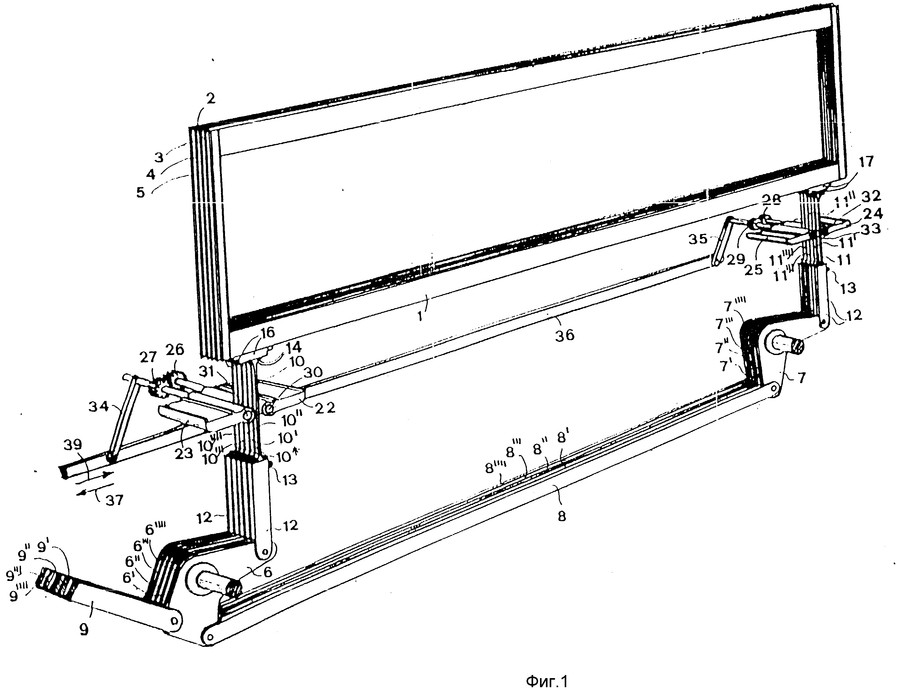
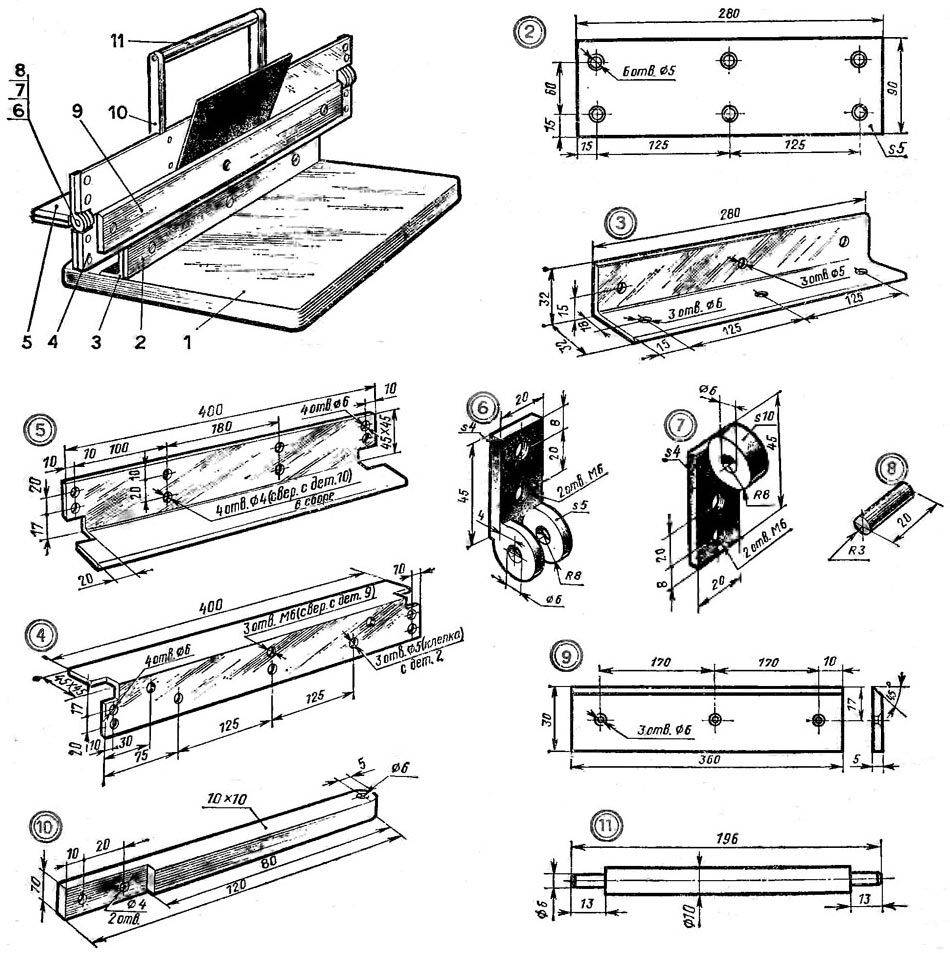
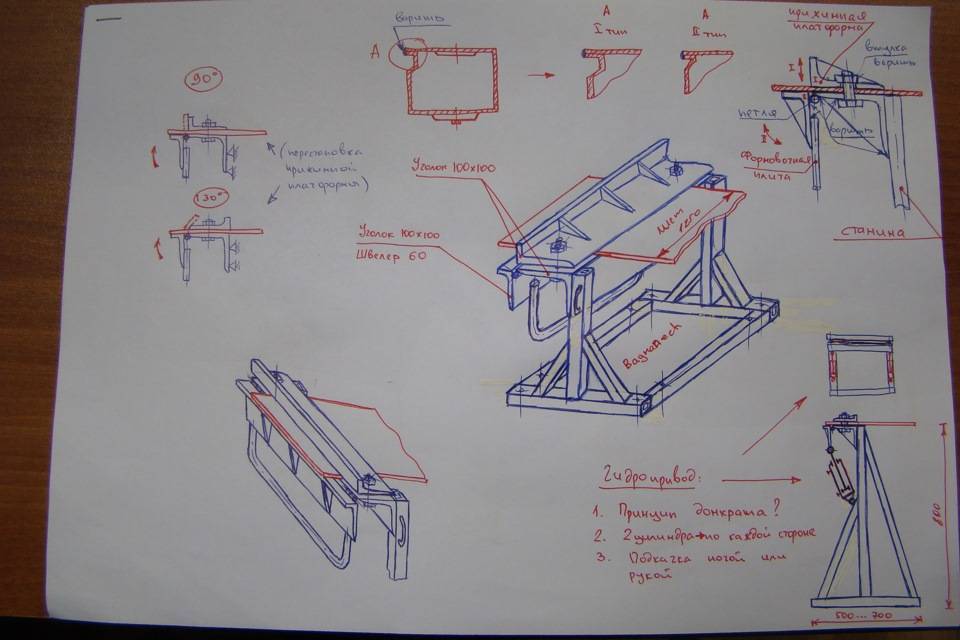
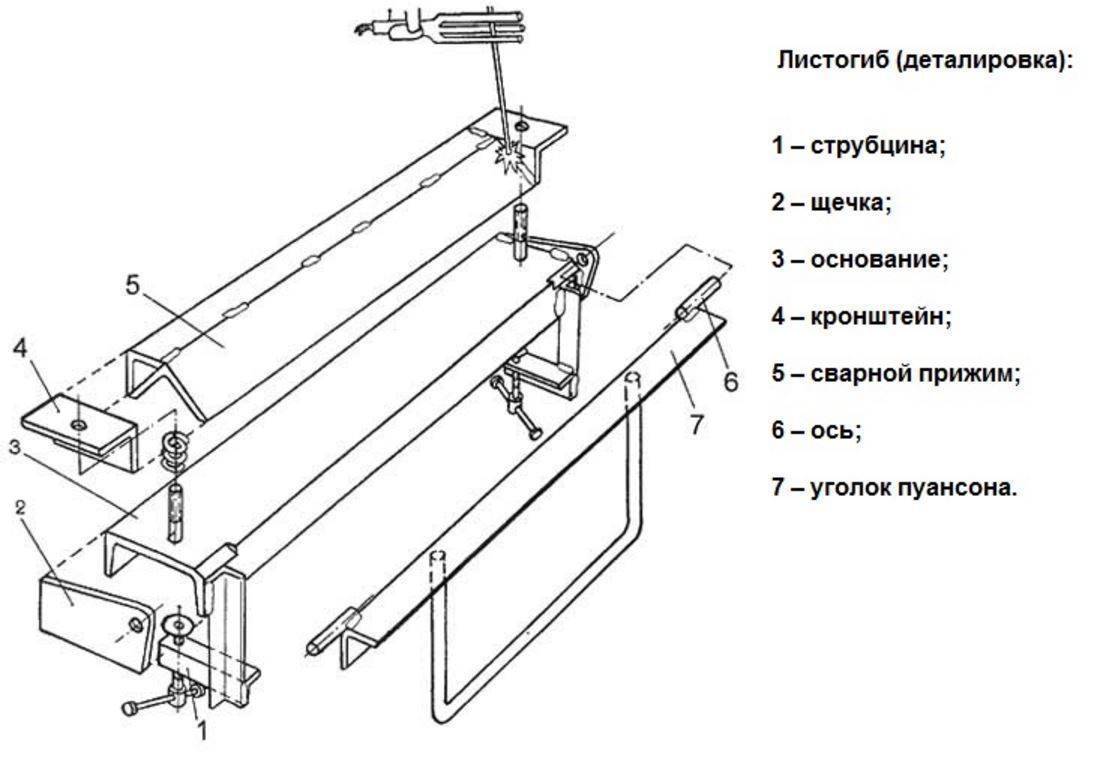
Конструкция и принцип работы видны на чертежах.
Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
4 метра стального уголка, сторона – 50 мм; Шаровая опора для автомобиля, с кронштейном для крепления; Тяга стабилизатора от него же, диаметром 10 мм; Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.
Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм. Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма
Тщательно измеряем и размечаем на уголке выборку для крепления оси.
Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Популярное: Пассатижи и плоскогубцы – отличие и сходство инструмента
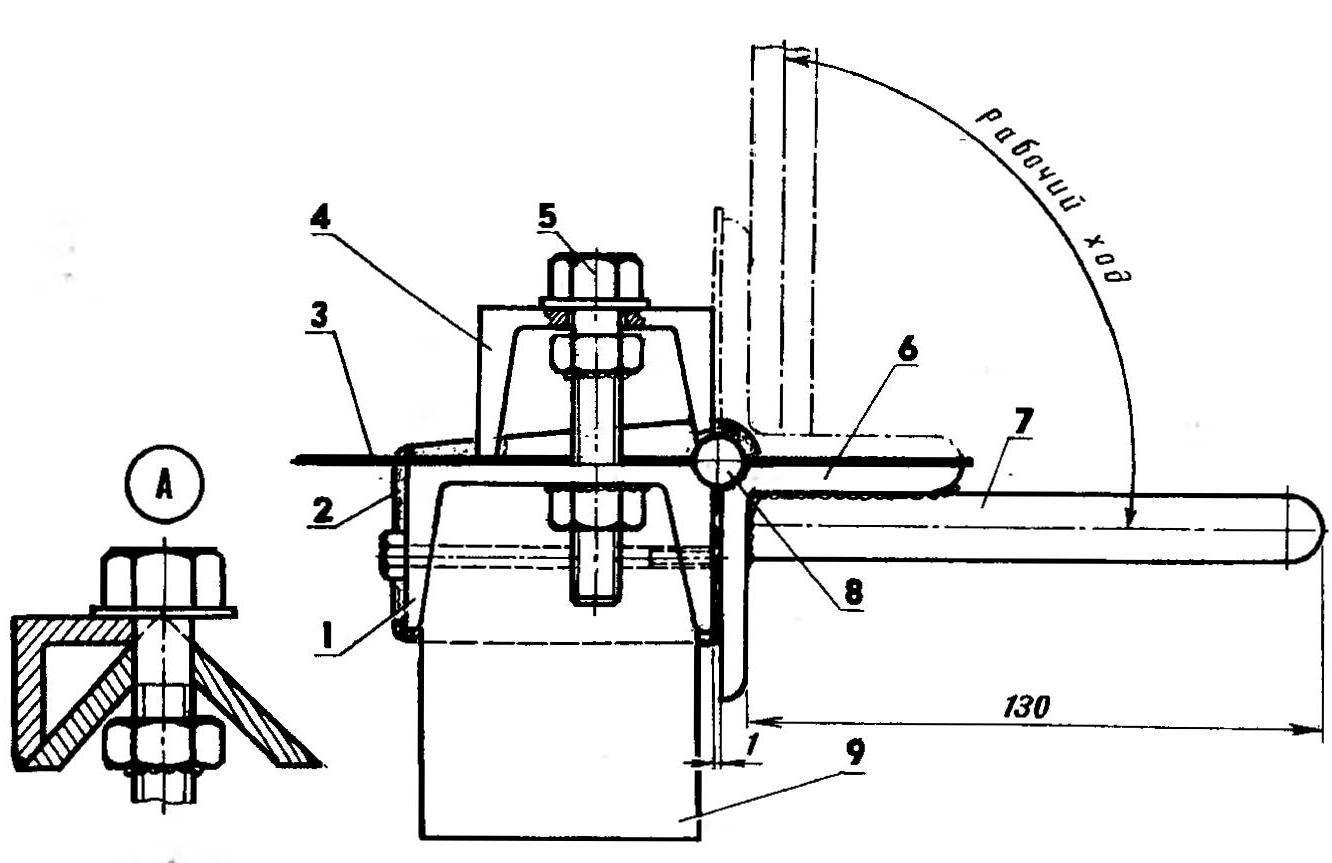
Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
В результате должна получиться конструкция, с идеальной соосностью в торцах.
Приставляем уголки друг к другу.
Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
Углы относительно друг друга должны быть расположены следующим образом:
Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
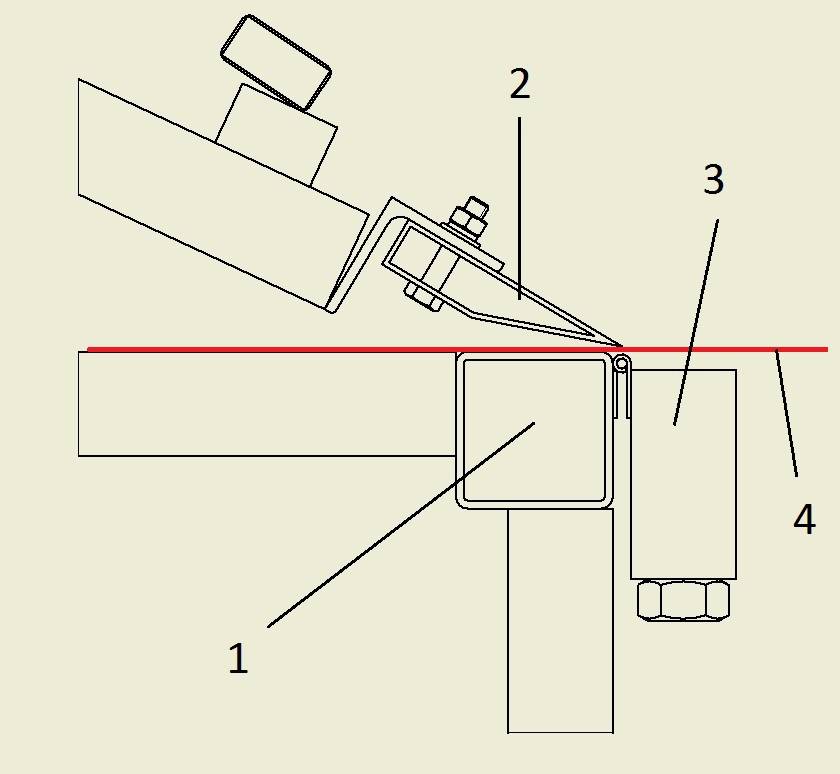
Прижимной уголок будет располагаться следующим образом:
Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке
Напротив осей размечаем и сверлим отверстия под болты 10 мм
Болты привариваем резьбой вверх к нижней неподвижной траверсе
Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Популярное: Самодельный трубогиб, как изготовить в домашних условиях
Рукояти привариваем с нижней части поворотного уголка (траверсы).
Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Кромкогиб ручной для авторемонта своими руками — Металлы, оборудование, инструкции
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах.
Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки.
Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа.
Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики.
Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг.
Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач.
Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки.
За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.
Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар.
Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
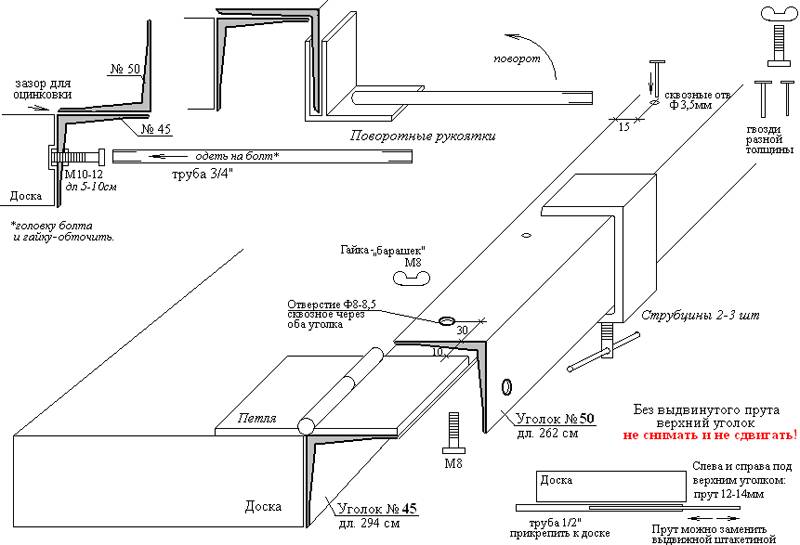
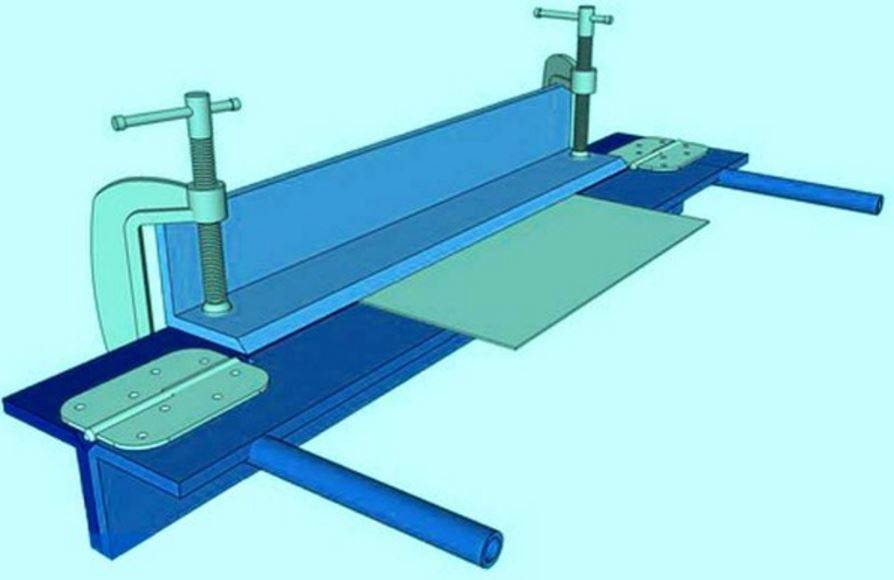
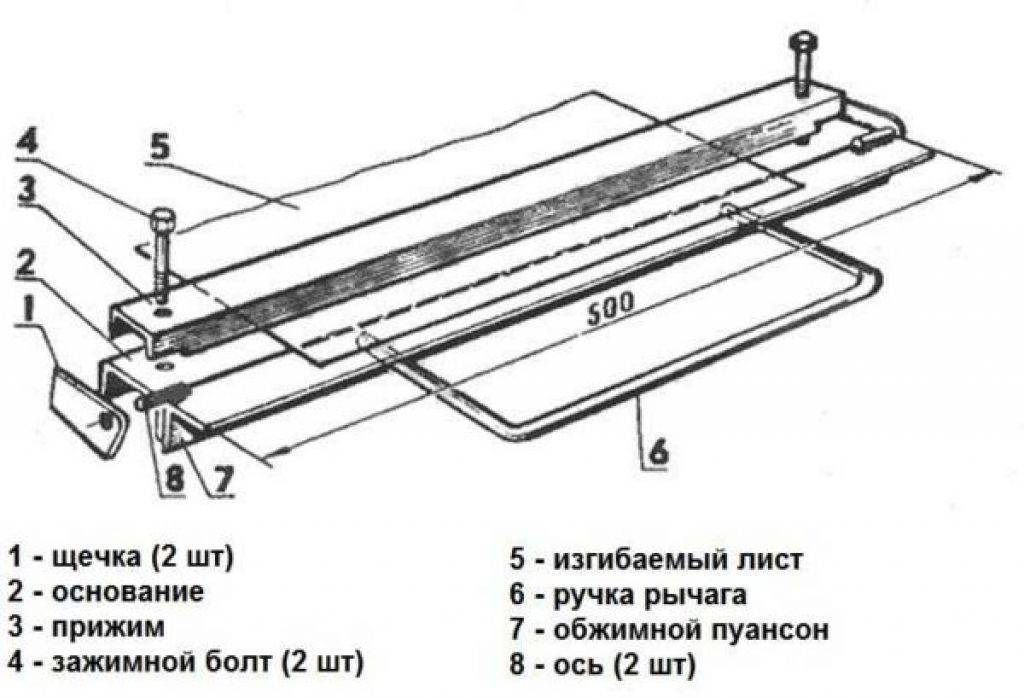
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
Листогиб из профильной трубы
Листогиб – это простое, но весьма полезное ручное инструментальное приспособление, которое используется для сгибания листового металла. Если вам требуется согнуть металлический лист в домашних условиях или в гараже, то изготовление листогиба из профильной трубы является отличным вариантом.
Список инструментов:
- Профильная труба (длина зависит от вашего предпочтения)
- Металлические уголки
- Сварочный аппарат, болты и гайки
- Ручка или рукоятка, рулетка
- Маркер или карандаш
- Пилка или болгарка
- Ручной сверлильный станок
- Линейка
Измерьте и отметьте необходимую длину профильной трубы для рабочей части листогиба. Эта длина зависит от размеров листового металла, которые вы планируете сгибать. С помощью пилки или болгарки аккуратно отрежьте профильную трубу по отметке. Убедитесь, что концы трубы ровные и не имеют острых краев.
Закрепите металлические уголки на концах профильной трубы с помощью болтов и гаек. Уголки должны быть выровнены таким образом, чтобы они создавали параллельные плоскости для сгибания листового металла. С помощью сварочного аппарата приварите уголки к профильной трубе для повышения прочности и устойчивости листогиба. Разметьте на профильной трубе место для рукоятки или ручки. Это позволит вам легко управлять листогибом.
Присоедините рукоятку или ручку к профильной трубе с помощью болтов и гаек. Убедитесь, что они надежно закреплены. При необходимости вы можете просверлить дополнительные отверстия на профильной трубе для регулировки угла сгиба листового металла. Ваш листогиб готов к использованию!
Работа с профильной трубой имеет свои особенности, которые важно учитывать при создании листогиба или при выполнении других проектов. Вот несколько особенностей, которые следует учитывать:
Профильная труба может быть изготовлена из различных материалов, таких как сталь, алюминий или нержавеющая сталь
При выборе трубы обратите внимание на ее прочность и совместимость с вашим проектом
Также учтите толщину стенок трубы, поскольку это может влиять на ее прочность и возможность сгибания листового металла.
Работа с профильной трубой может потребовать специализированных инструментов, таких как сварочный аппарат, пилка, болгарка или сверлильный станок
Убедитесь, что у вас есть правильные инструменты и что вы умеете ими пользоваться безопасно.
При работе с профильной трубой важно уделить внимание обработке ее краев. Использование пилки, болгарки или других инструментов позволит сделать края ровными и безопасными для работы.
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности. Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях
Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
Разновидности и конструкция гибочных станков
Гибку листового металла производят на специализированном оборудовании – листогибах. По принципу действия, станки для гибки металла, можно условно разделить на несколько видов:
Универсальный гибочный станок
Универсальный. При работе этого станка, лист укладывают в закрепленную матрицу и при содействии пуансона ему придают требуемую форму. Пуансоны выполняют в нескольких исполнения, которые отличаются друг от друга формой и размерами, например, углом. На матрице, как правило, выполняют паз в форме угла.
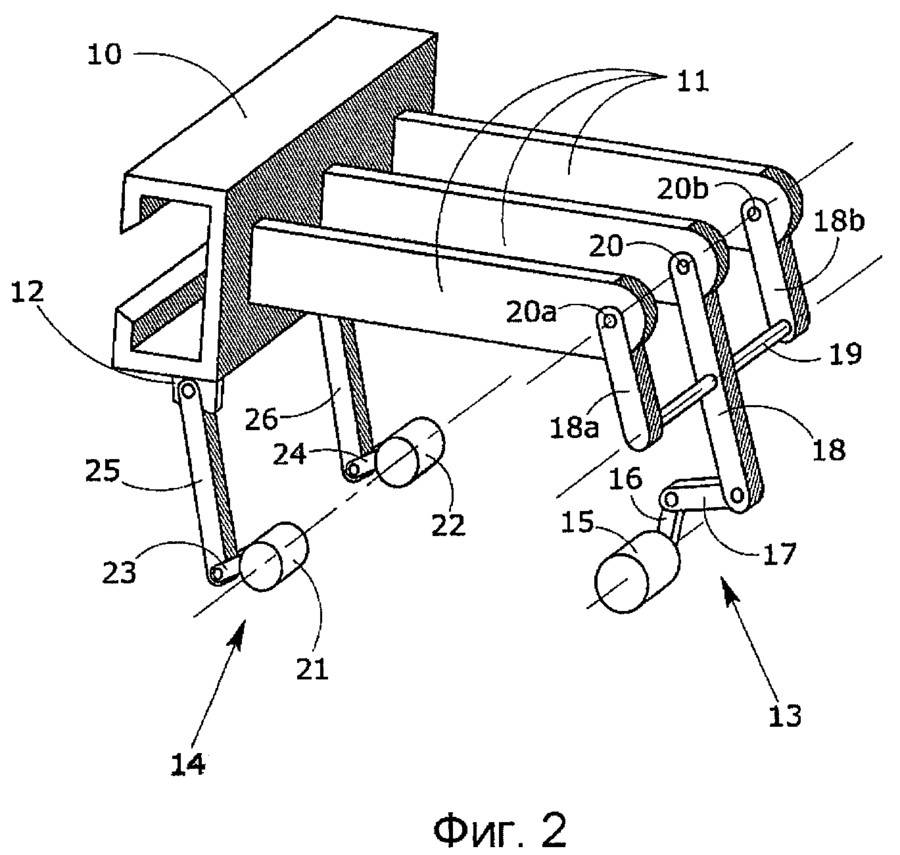
Поворотный. Этот станок состоит из траверсы, так называют гибочную балку, гибочной балки и заднего упора. Прижимная балка необходима для фиксации листа металла к станине. Сгибание листа осуществляет гибочная балка. По сути, она и есть главный рабочий элемент этого станка.
Ротационный. В конструкцию такого оборудования может входить несколько валов (валков). Они вращаются вокруг своей оси. Кроме того рабочие валки могут перемещаться в вертикальной плоскости. Лист металла помещают в пространство между валами и перемещая их по вертикали регулируют будущий радиус гибки. После того, как лист пройдет между вращающимися валами он получит требуемую форму.
Для работы с металлом небольшой толщины применяют фальцегибочные или фальцепрокатные станки. Их широко применяют при работе с кровельным листом, создании вентиляционных коробов и пр.
Листогиб для толстых листов
Оптимальный вариант – вальцовый станок с электроприводом или пресс на гидравлике, поскольку вручную значительные объемы сгибать сложно, то воздействие должно оказываться быстрое и массивное.
Что собой представляет аппарат
Это стационарное оборудование, обладающее особенностями:
- выполнение из металла или твердого дерева;
- размеры превышают заготовку;
- есть подвижная и неподвижная части (валы, плашки, пуансон и матрица).
В остальном внешний вид зависит от конкретной модели.
Область применения
Аппараты используют на заводах, в автомастерских, а также в домашнем хозяйстве. Устанавливают на улице и в помещении.
Роликовые листогибы
Ручной вариант роликового листогиба применяется для выполнения работ по формированию кромок или профилированию деталей, стационарный — для гибки крупного листа под углом до 90 0. Как сделать ручной роликовый листогиб, который станет полезным для работы в гараже, в мастерской или на строительном объекте, подробно расскажет видеоролик.Подробно устройство ручного роликового листогиба видно на фото:

В качестве роликов можно использовать любые подшипники качения с ровным внешним срезом обоймы, например, 203 или 205. Валы потребуется выточить из стального кругляка, а прижимной механизм винтового типа сделать из обычного болта диаметром 10 – 12 мм. При протягивании плотно сжатых роликов по листу, с одновременным вертикальным усилием, бортик нужной высоты отгибается в нужную сторону под заданным углом. Регулировать высоту бортика можно с помощью перемещения роликов с осями по отношению к упору.
Самодельный листогиб на основе образца можно сделать при определенных навыках в токарном деле, или заказать валы и механизмы фиксации у профессиональных токарей. В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
Подготовка материалов и инструментов
Для изготовления станка-листогиба вам не обойтись без следующих инструментов и расходников к ним:
- электродрель и набор свёрл различного диаметра;
- болгарка, а также отрезные и шлифовальные диски к ней;
- сварочный аппарат и набор электродов;
- тиски для верстака, набор струбцин;
- набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).
Для подключения инструмента, если во дворе нет расположенной рядом с местом проведения работ розетки, потребуется катушечный удлинитель требуемой длины.
В качестве расходных материалов нужны:
- уголковый профиль из толстостенной стали;
- болты, гайки и шайбы (можно использовать гроверные);
- швеллер (П-образный профиль с частично заострёнными краями);
- правило (если в качестве ударно-спускового элемента используется именно оно);
- арматурный прут (допустима арматура с гладкой поверхностью);
- набор шарикоподшипников (если механизм предусматривает их использование).
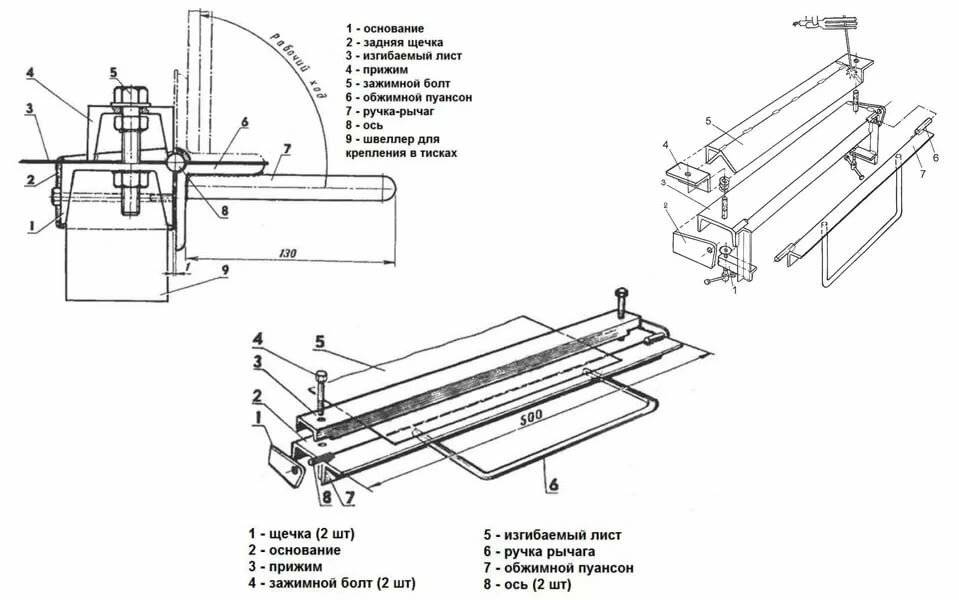
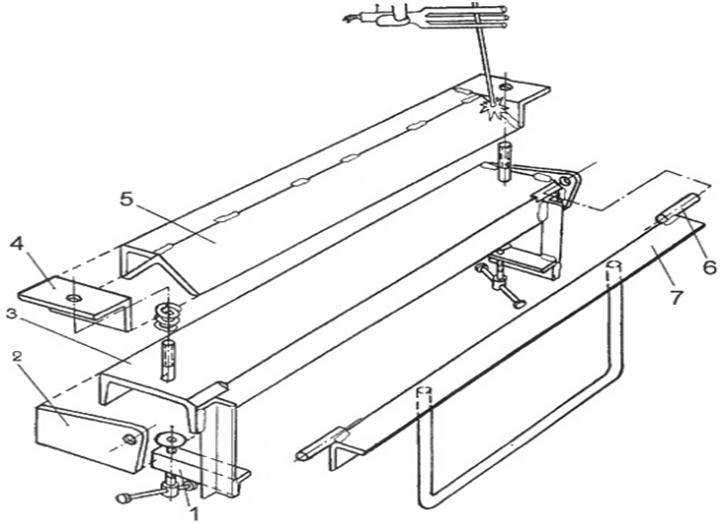
Ручной листогиб для толстых листов своими руками
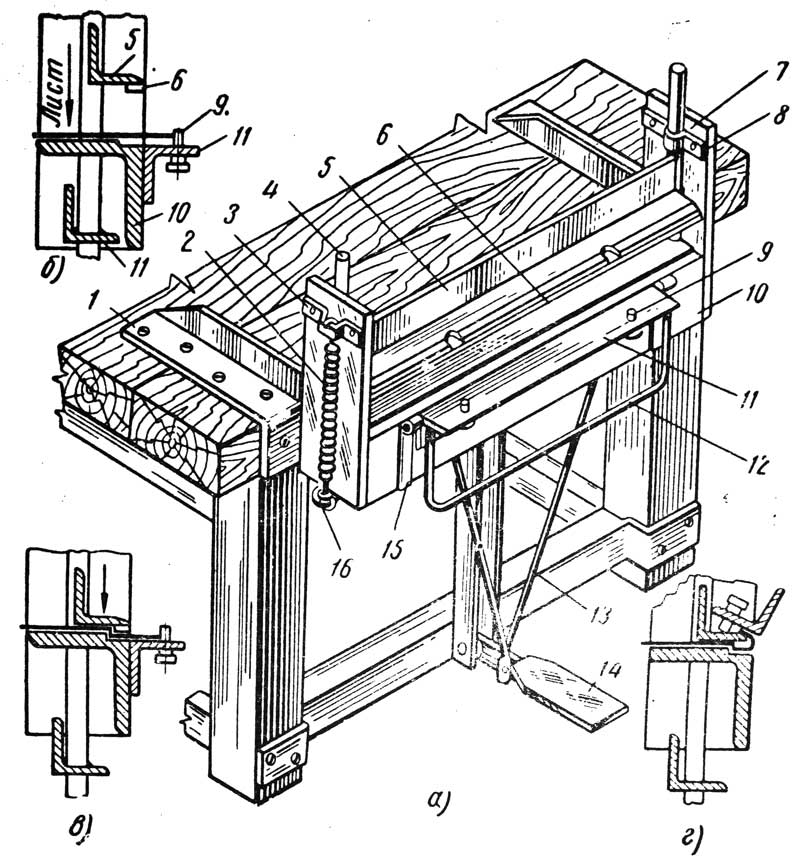
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
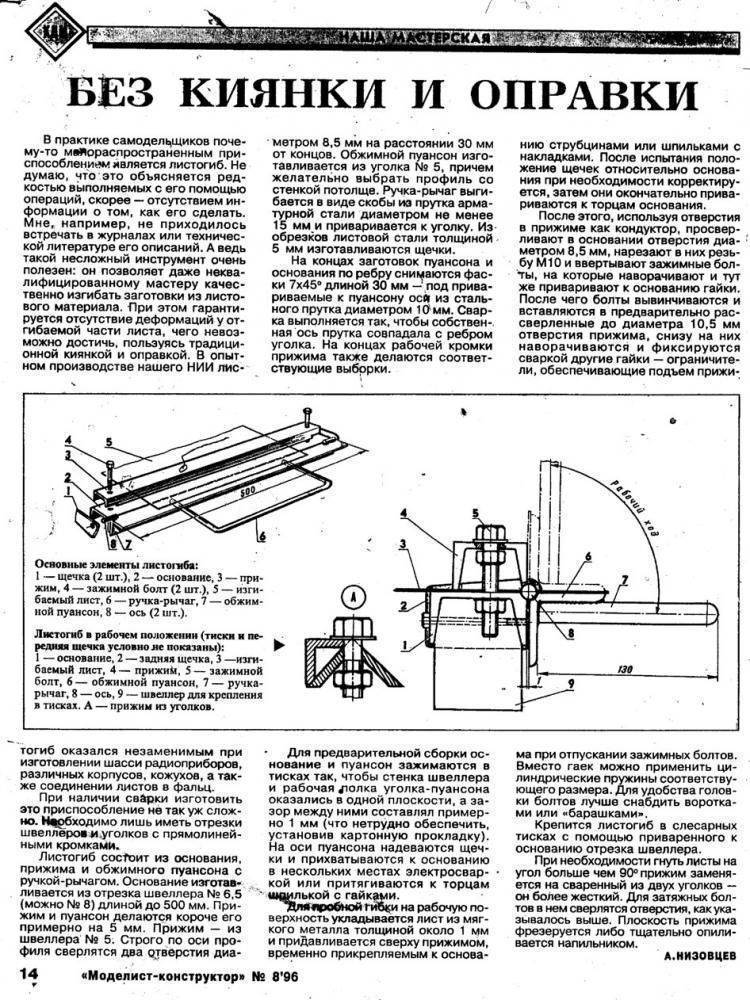
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
неровность этого элемента всего 0,2 мм
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
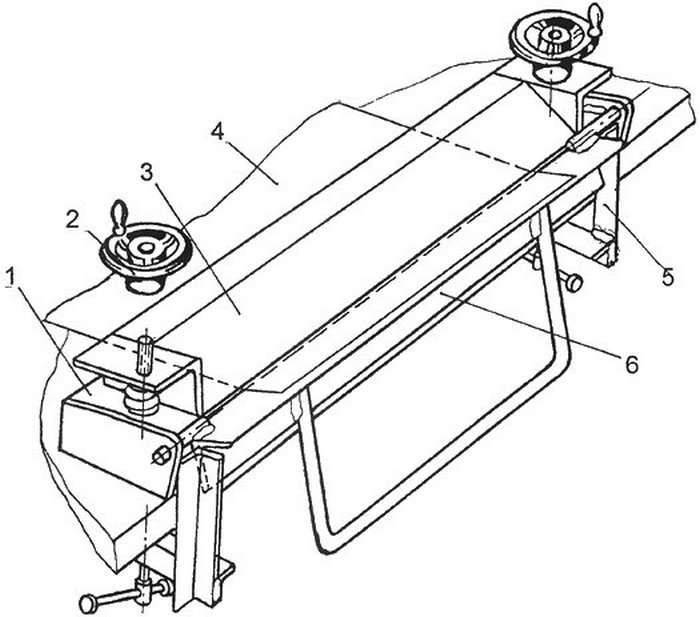
Как выбрать кинематическую схему гибочного станка
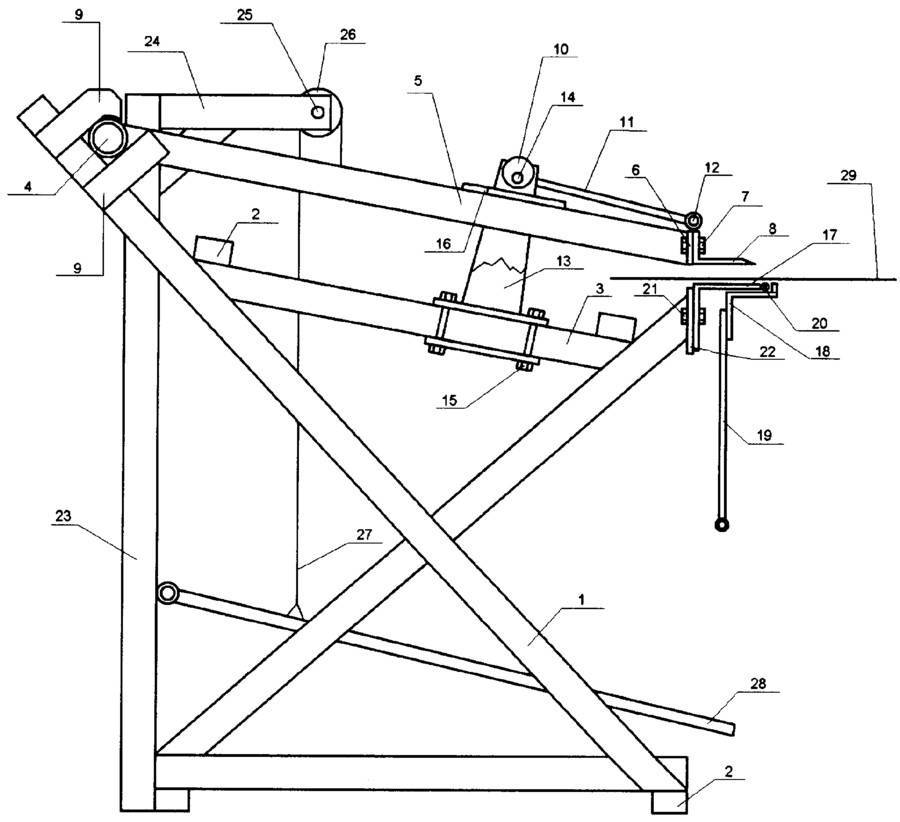
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси. Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом. В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали. Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится. В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.





