

Устройство и принцип действия
 Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.

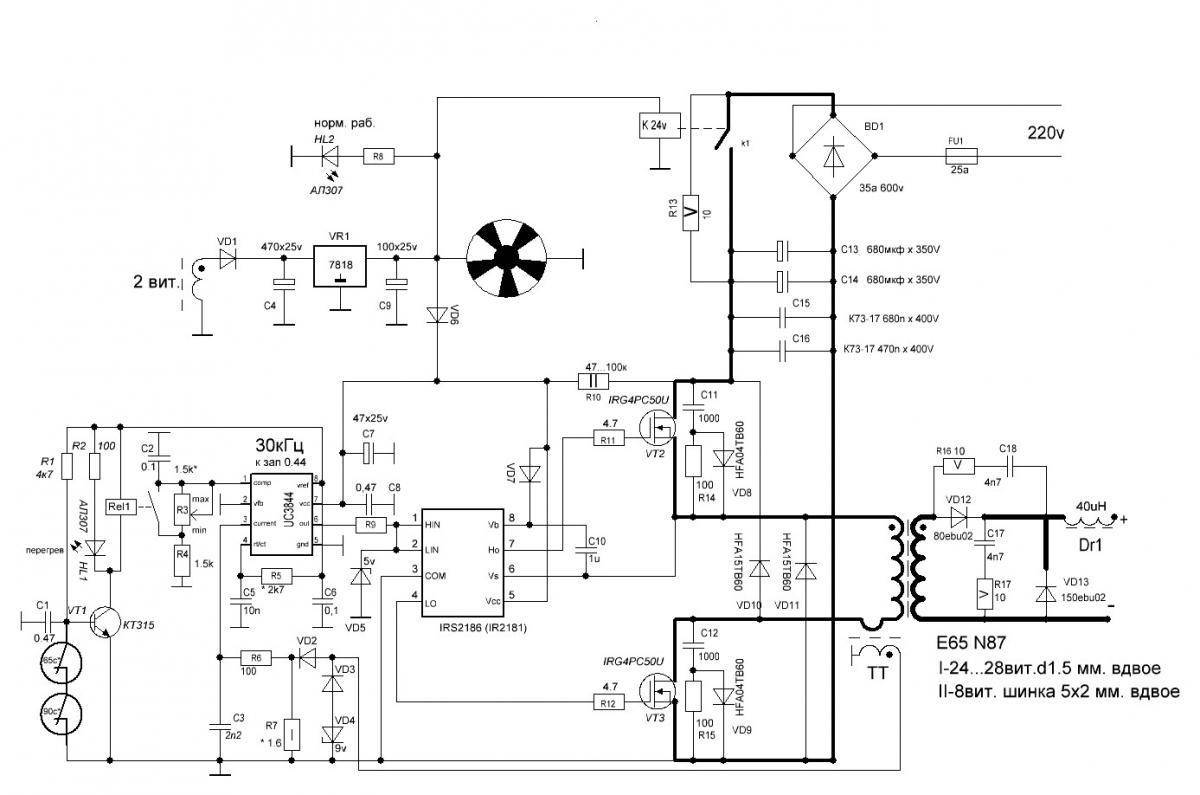
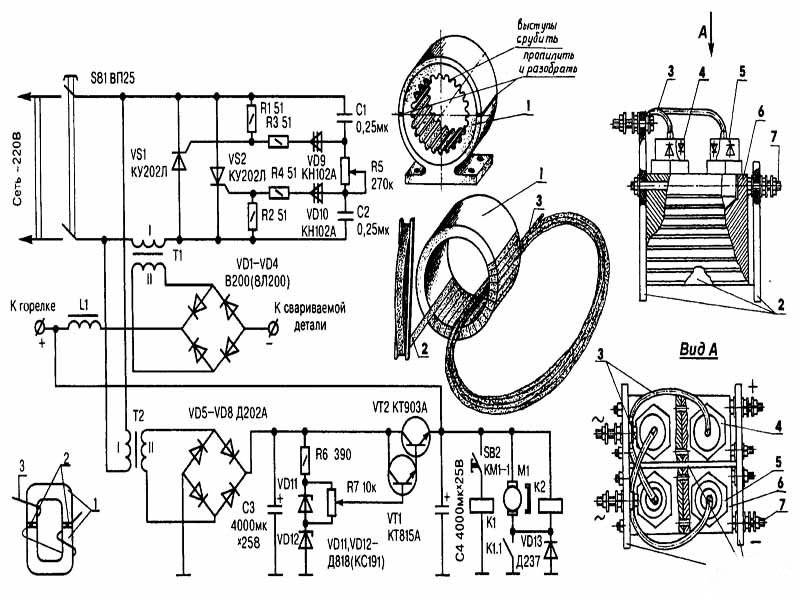
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Сборка трансформаторного сварочного аппарата
Главной деталью такого аппарата является трансформатор. Основной характеристикой его должна быть способность стабильно держать рабочий ток, а это опирается на такой показатель, как внешняя вольт-амперная характеристика блока питания. Иными словами, ток сварки не должен значительно отличаться от тока, производимого коротким замыканием.
Для этого ток необходимо ограничить одним из таких способов, как увеличение магнитного рассеяния трансформатора, балластное сопротивление или установка дросселя. Сам трансформатор можно снять со сгоревшей высокочастотной микроволновой печи. Если доступа к нему нет, то можно изготовить сварочный трансформатор своими руками.
Устройство самодельного сварочного полуавтомата.
Для изготовления сердечника нужно приобрести пластины из трансформаторного железа. Площадь сердечника в идеале должна составить от 40 до 55 см², при таких показателях обмотка не будет излишне перегреваться. Первичные обмотки для самодельных сварочных трансформаторов должны состоять из толстой термостойкой медной проволоки сечением не менее 5 мм, а лучше более, заключенной в стеклотканевую или хлопчатобумажную изоляцию. Пластиковую или резиновую изоляцию для таких целей применять не рекомендуется, поскольку она менее стойка к перегреванию и легче пробивается, что вызывает короткое замыкание на первичной обмотке.
Нужно помнить, что вторичную обмотку сварочного трансформатора нужно наматывать на обеих сторонах сердечника. Ее можно соединить либо последовательно, либо встречно-параллельно. При этом нужно помнить, что обмотка должна производиться на обеих сторонах в одном направлении. После этого трансформатор помещается в металлический корпус. С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
Конструктивное исполнение
Машина точечной контактной сварки, изготовленная в бытовых условиях может быть предназначена для решения простых задач, возникающих в быту. С ее помощью несложно наложить шов, необходимый при ремонте или изготовлении изделий. Контактная точечная сварка получается путем нагревания отдельных элементов электрическим током и обеспечивается надежное соединение, и ремонтируемое изделия еще некоторое время прослужит.
Устройство функционирует в непосредственной зависимости от габаритов материала, его теплопроводности и мощности оборудования.
Параметры работы следующие:
- Невысокое напряжение от 1 до 10В.
- Время производства работ занимает несколько секунд.
- Сила тока от 1000 Ампер.
- Небольшая площадь расплавления.
- Давление к месту ремонтируемого образца должно быть сильным.
Автоматическая контактная сварка, сделанная в бытовых условиях, при соблюдении всех параметров учитывает требования к качеству. Чтобы упросить задачу рекомендуется выбирать переменный ток. В этом случае продолжительность воздействия позволит выполнить качественные швы, при этом временной промежуток будет увеличен. В таких устройствах имеется реле, обеспечивающее регулирование времени.
Аппарат контактной сварки своим руками сделать несложно. Он довольно прост в изготовлении. Для этих целей можно использовать в качестве автотрансформатора преобразователи тока от старого телевизора. Контактная сварка из микроволновки, а также сварка из инвертора или из ЛАТРа тоже будет неплохо функционировать.
При выборе наиболее подходящего трансформатора обмотки наматываются вновь, исходя из параметров напряжения и тока. Обозначение точечной контактной сварки согласно требованиям ГОСТ 14098.
Схема управления техническим устройством разрабатывается, либо можно воспользоваться существующей, размешенной на интернет-страницах, опять же на основании задаваемых параметров. Станок контактной сварки производится в соответствии с видами предполагаемых работ. Во множестве случаев выполняют клещи для контактной сварки.

Соединение должно быть выполнено правильно, чтобы был обеспечен непосредственный контакт, в том числе прохождения силы тока одного параметра
Особое внимание представляет трансформатор для контактной сварки и электроды для контактной сварки, закрепленные на клещах
На агрегатах при недостаточном внимании на этот критерий возникает искрение, и конечный результат не достигается. Неплохим решением будет также шовная контактная сварка своими руками из инвертора или выполнение агрегата своими руками из микроволновки, а также СВЧ печь.
Сварщик контактной сварки может варить все разновидности материалов в соответствии с видами аттестации. Вакансии всегда предусматривают первоначальное обучение. Дуговая сварка выполняет соединения более массивных конструкций.
Получение Вольтовой дуги

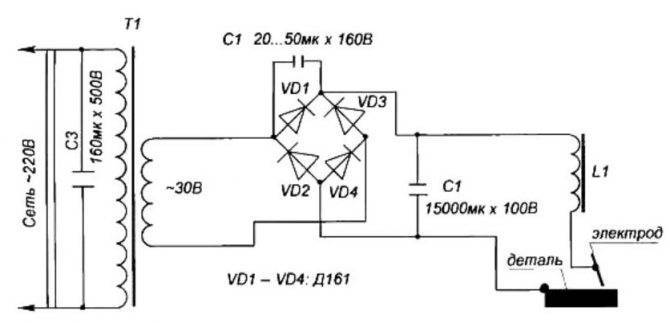
Для мелких сварочных работ подойдёт трансформатор на 200-300 Ватт или более с выходным напряжением 30-50 Вольт. Сварочный ток, при этом, будет ограничиваться мощностью трансформатора и может достигнуть 10-12 Ампер. Но, так как сам процесс горения дуги длится недолго, то это не может привести к перегреву трансформатора, даже при насыщенном магнитопроводе.

Можно так же воспользоваться лабораторным автотрансформатором – ЛАТР-ом на 9 Ампер и более. Но, делайте это, только если Вы осознаёте опасность отсутствия гальванической развязки с электросетью. Также, при использовании ЛАТР-а, желательно ограничить входной ток предохранителем (плавкой вставкой), чтобы не повредить графитовый ролик-токосъёмник ЛАТР-а, при случайном коротком замыкании в цепи электрода.

В качестве электродов можно использовать практически любые грифели от простых карандашей, хотя мягкие предпочтительнее. Наверняка у многих сохранились ненужные, в век всеобщей компьютеризации, простые карандаши.

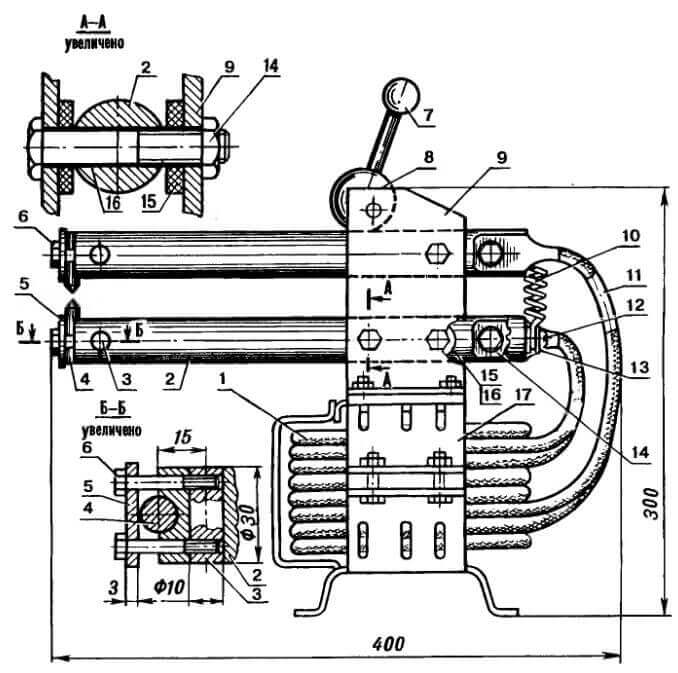
Держатель для грифеля можно изготовить из любых подручных средств. Очень удобно использовать металлическую часть электротехнических клеммников (клемм).

Вот держатель, собранный на основе вышеупомянутого клеммника. Одно резьбовое отверстие латунной части клеммы используется для крепления грифеля, а другое для крепления к ручке.
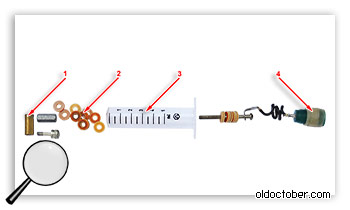
Стеклотекстолитовые шайбы поз.2 в большом количестве были использованы для того, чтобы клеммник поз.1, при нагреве, не расплавил корпус одноразового шприца поз.3. Просто не нашёл другой, более термостойкой детали для ручки держателя электрода. Для того чтобы держатель электрода можно было подключить к любому стандартному кабелю (концу), я использовал стандартное же приборное гнездо поз.4.

Держатель электрода подключается к одному выводу вторичной обмотки понижающего трансформатора, а свариваемая деталь или детали к другому выводу вторичной же обмотки.

А это ещё один держатель электрода также собранный на основе электротехнической клеммы. Второй держатель пригодится, когда требуется сварить два металла с одинаковой температурой плавления. Также он может понадобиться, когда нужно раскалить какую-нибудь металлическую деталь, например, при закалке инструмента или изменении формы пружины.
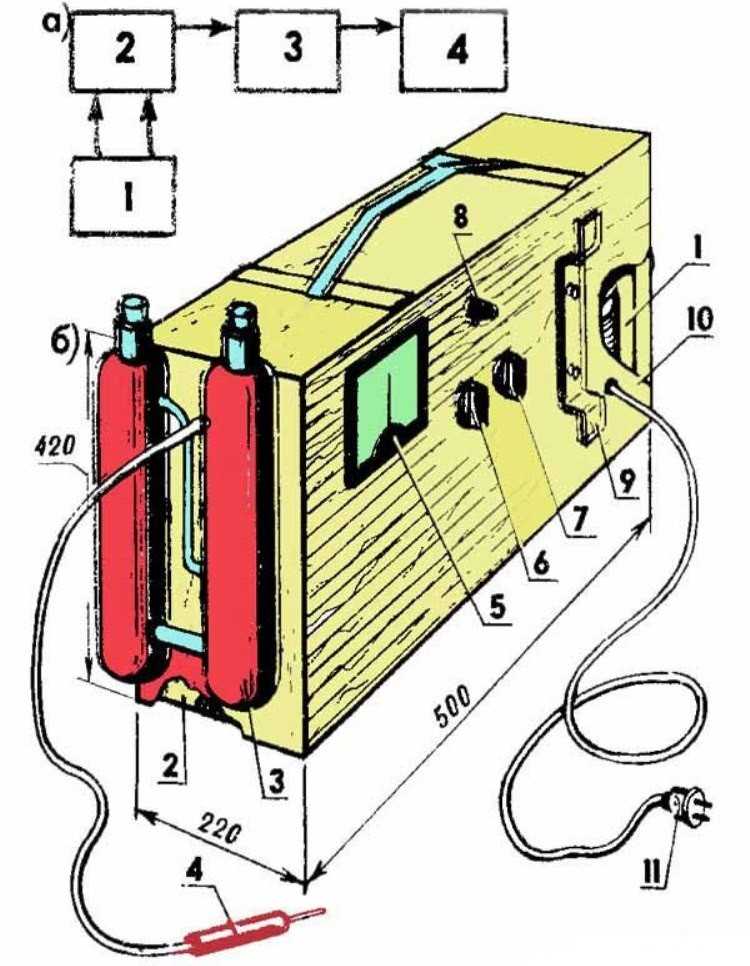
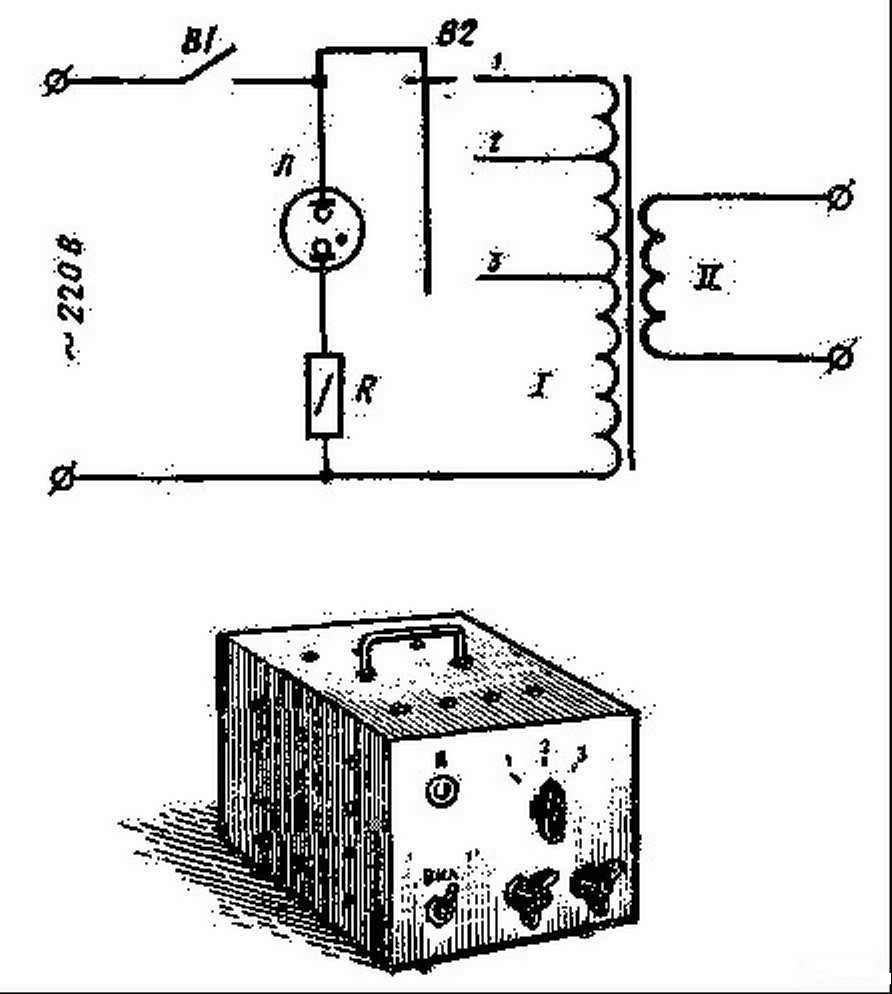
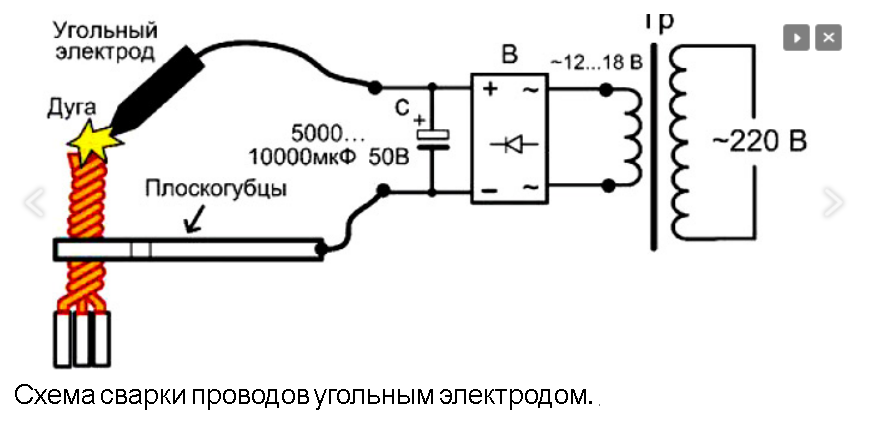






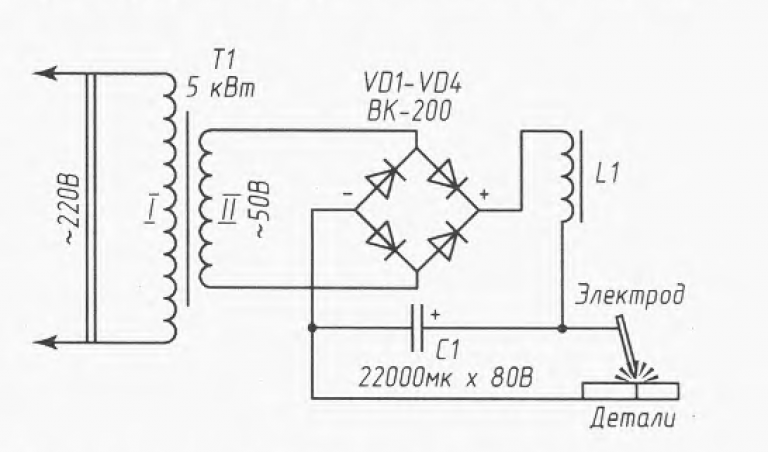

Схема подключения двух графитовых электродов к вторичной обмотке понижающего трансформатора.

Чтобы яркий свет вольтовой дуги не стал причиной ожога роговицы глаз, нужно использовать защитный светофильтр. Этот же светофильтр защитит глаза от попадания искр. Я купил светофильтр в магазине «Всё для ремонта» всего за 0,5$. Вместо сварочного щитка использовал оправу бинокулярных очков, из которой удалил линзы. Фильтр закрепил с помощью канцелярского зажима, предварительно проложив кусочек хлопчатобумажной изоленты. Вероятно, такие очки найдутся в арсенале современного радиолюбителя, знакомого с SMD компонентами.
Не стоит использовать тёмные очки для наблюдения за Вольтовой дугой, тем более что плотность их светофильтров недостаточна. Намного безопаснее использовать предложенный щиток, который позволит защитить глаза простым наклоном головы.

Для сварки меди со сталью или нихромом желательно использовать флюс. Изготовить его можно путём добавления небольшого количества воды в буру (тетраборат натрия) или в борную кислоту. Полученной кашицей можно смазывать места сварки.
Минералы для изготовления флюса можно приобрести в хозяйственном магазине или аптеке. Я как-то давно купил коробку борной кислоты, как средство по борьбе с насекомыми под названием «Боракс».
Трансформатор
Самодельное устройство для ручной сварки на основе аналогичного изделия служит для преобразования переменного тока в напряжение, достаточное для прочной сварки деталей.
Как рассчитать?
Здесь имеются определенные тонкости — самодельная сварка не подходят для действующих стандартных методик расчета, которые применяются для заводских аналогов, а напрямую зависит от функциональных возможностей и места эксплуатации. Например, аппарат для использования на даче или садовом участке, применяют без опасений, т. к. он не будет испытывать перегрузки.
Для работы в условиях города, особенно в малом бизнесе: частные СТО, ремонтные мастерские и т. п., нужно оснастить оборудование защитой от помех и увеличить мощность. При расчете используют такие данные:
- U1 — напряжение, подаваемое на первичную обмотку,
- U2 — аналогичный параметр вторичной обмотки,
- I — сила тока вторичной обмотки,
- Sс — площадь сечения сердечника, она варьируется в пределах 45—55 см2,
- So — идентичный параметр окна трансформатора (80—110 см2),
- плотность тока в обмотке —2,5—3 А/мм2,
Все нужные формулы для точного расчета имеются в интернете, можно использовать и стандартную методику, только надо делать коррекцию с учетом нестандартных характеристик самодельного изделия и требований к эксплуатации.
Схематическое изображение
Схема самодельного трансформатора несложная, поэтому легко изготавливается своими руками, эффективно работает без перебоев. Наиболее часто применяется стержневая схема для дуговой сварки своими руками, потому что отличается более высокими показателями. Такая аппаратура требует меньшего использования смазочных материалов, простая конструкция, широкий спектр управления и высокие показатели сварочного процесса.

Процесс подключения
Прежде всего, надо установить отдельный рубильник для включения/выключения изделия. Помните, что самодельное устройство по требованиям безопасности не должно уступать промышленным аналогам.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Сварка своими руками: некоторые особенности
При использовании агрегата впервые необходимо знать следующие правила его использования. Все эти знания помогут вам правильно его использовать и не допустить ненужных ошибок
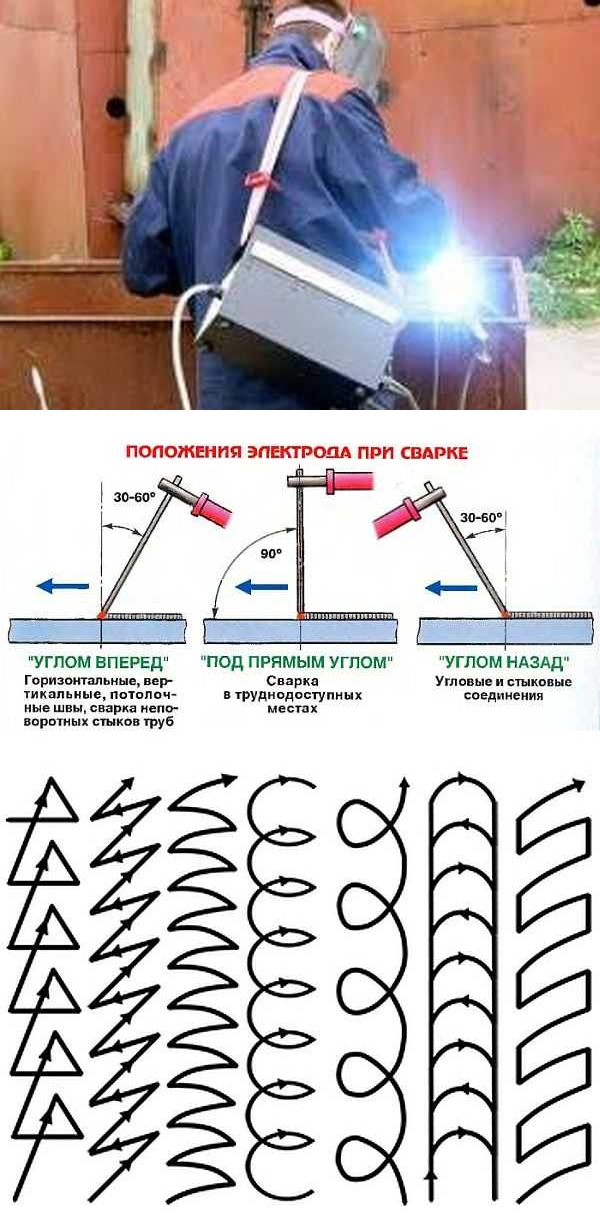
Соблюдение правил безопасности — это очень важное правило. Чтобы не нанести вред вашим глазам из-за ультрафиолетовых излучений, возникающих во время сварки, поможет специальная защитная маска сварщика или щиток. Не забудьте надеть и специальные перчатки из брезента, которые будут надежной защитой для ваших рук
Не забудьте надеть и специальные перчатки из брезента, которые будут надежной защитой для ваших рук.
Инверторный сварочный аппарат схема.
Во время сварочных работ пользуйтесь электродами диаметром около 2,5 мм. Если взять электроды с большим диаметром, могут возникать трудности во время работы с ними. Такие диоды значительно хуже разгораются и даже могут вовсе не разгореться
Необходимо также убедиться в том, чтобы электроды не содержали сколов обмазки и не были подсыревшими
Важно устанавливать при повороте руки сварочный ток — это необходимый ток сварки, который зависит от размера в диаметре электрода и разновидностей сварочных работ, он должен быть примерно 20-100 А. Инверторный аппарат в сварочной работе является достаточно легким, в отличие от обычного
Но помните о том, что основная часть металла сваривается током постоянным прямой полярности, это значит, что он должен быть подключен плюсом к привариваемой детали. Ток должен превышать толщину свариваемого металла, а также толщину используемого электрода. Прежде чем начинать работу, разжигая электрод, необходимо провести им по гладкой поверхности металла, соблюдая незначительную дистанцию. Такое действие приведет к вспыхиванию металла и горящих брызг. После того как все эти действия проделали, приступайте к основной работе по сварке
Во время работы и после хорошо осматривайте шов, чтобы он был достаточно качественно сделан Обращайте внимание и на проплавление металла, если он сильно прожигается, это означает, что используется достаточно большой сварочный ток и его необходимо уменьшить. Если ток слишком низкий, он не будет способствовать необходимому проплавлению стыкуемых труб Инверторная сварка достаточно удобна за счет того, что она позволяет сменять ток плавно, поэтому можно легко достигать заданных и необходимых параметров в сварке
Инверторный сварочный источник.
Рассмотрим на примере сварки труб. Если вы хотите приварить между собой две трубы, которые располагаются горизонтально, то шов должен быть начат с самой нижней точки. Именно в этом примере сварку необходимо начинать снизу вверх и ни в коем случае не наоборот. Медленно двигайтесь к верхней части трубы и остановитесь лишь тогда, когда будете находиться в верхней части. Вторую часть трубы сваривайте тем же методом снизу вверх. Если вы будете придерживаться этого правила, то у вас не возникнет изъянов в швах.
Говоря о преимуществах инверторной сварки, можно отметить следующие плюсы: регулировка сварочной дуги автоматически; высокая защита от колебаний тока; достаточно высокое качество электротока; максимальный КПД; легкий в весе.
Самодельный сварочный аппарат
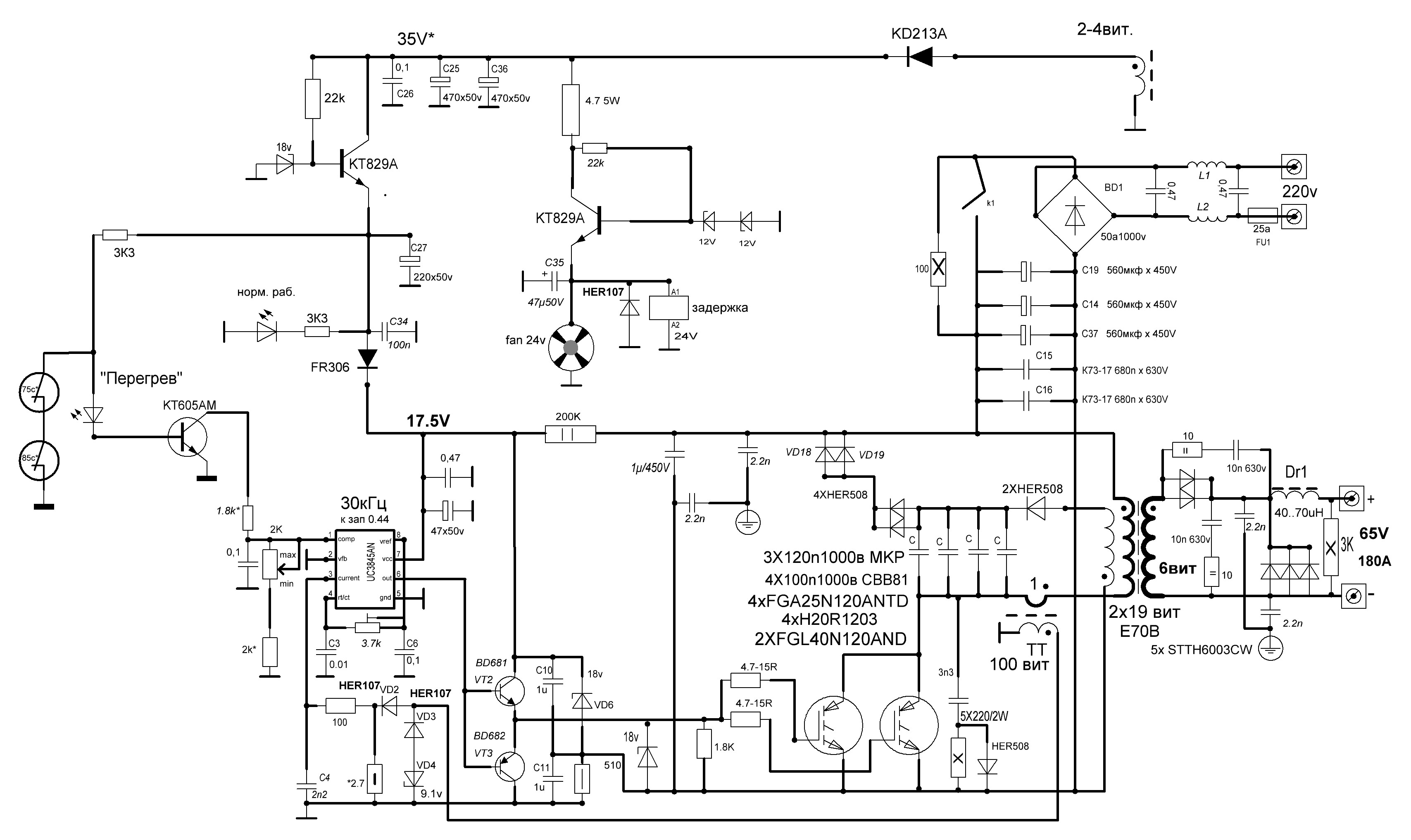
 Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
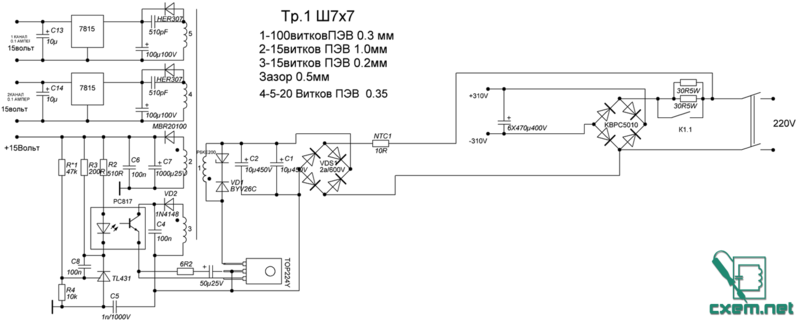
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:






- Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
- С7: 1000мк 25 В.
- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Схема аппарата из автомобильных аккумуляторов
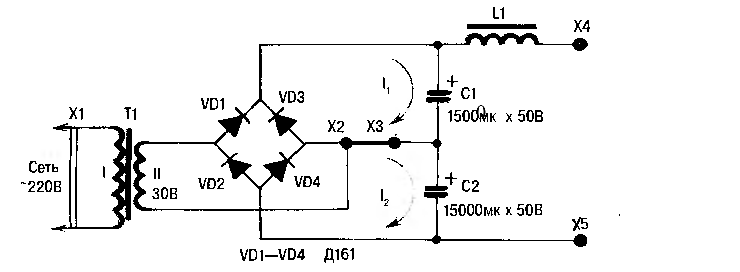
Рисунок 2. Схема сварочного аппарата из автомобильных аккумуляторов.
Народные умельцы придумали самые разнообразные схемы сварочных агрегатов. При желании вы можете собрать сварочный аппарат даже из автомобильных аккумуляторов. При проведении сварочных работ электросети под нагрузкой в 3,5 кВ просаживаются по напряжению на 30 В и больше. Конечно же, вы могли бы потратить деньги на покупку отдельной электростанции для проведения работ со сваркой, но куда удобнее и выгоднее пойти другой дорогой.
Вам достаточно взять 3-4 аккумулятора на 55-190 А/ч (лучше, чтобы этот показатель был выше). Аккумуляторы соединяются последовательно. Для соединения подходят подручные материалы типа проводов, зажимных пассатижей, проводов прикуривания и т.д. Схема позволяет использовать для сборки сварочного аппарата уже бывшие в употреблении аккумуляторы. Собрать агрегат своими руками вам поможет принципиальная схема, представленная на следующем изображении: Рис. 2.
Абсолютно ничего сложного в конструкции такого сварочного аппарата нет. Схема предельно проста и понятна. Однако даже несмотря на такую легкость сборки и незатейливость конструкции, варит данный аппарат прекрасно. Не реже чем раз в неделю обязательно проверяйте уровень электролита. В течение рабочего дня аккумуляторы довольно сильно нагреваются, в особенности если на улице лето, и вода испаряется стремительными темпами.
Существуют усовершенствованные схемы рассматриваемого сварочного аппарата. К примеру, вы можете дополнительно собрать зарядное устройство для аппарата, которое избавит вас от необходимости заряжать каждый аккумулятор в отдельности. Достаточно поставить агрегат заряжаться на ночь, и уже утром вы сможете спокойно с ним работать.
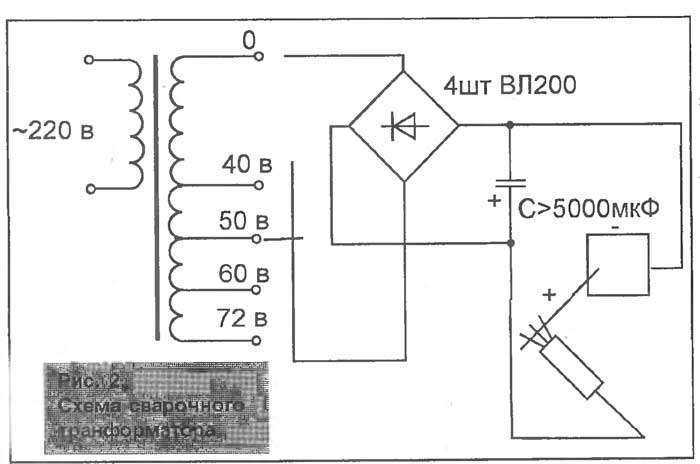
Рисунок 3. Схема сборки сварочного автомата для мягкой сварки.
При работе с электродом на 3 мм такой сварочный аппарат развивает ток в 90-120 А. Аккумуляторы без проблем выдерживают и в 2 раза большую нагрузку, так что никаких проблем возникнуть не должно, если все будет сделано по условиям приведенной ранее схемы.
На выходе напряжение будет меняться в соответствии с количеством аккумуляторов, использованных для сборки аппарата. Меняется оно в диапазоне 42-54 В. Сила тока аппарата равняется 1/10 от емкости 1 аккумулятора в блоке. К примеру, если вы берете 55 А/ч, то зарядный ток будет составлять не более 5 А.
2 Как сделать своими руками сварочный агрегат?
Теперь, когда мы знаем главные особенности сварочника, можно приступать к сборке самодельного сварочного аппарата. Сейчас в интернете имеется немало схем и инструкций для выполнения такой задачи, которые дают возможность создавать практически любое оборудование для сварки – на переменном и постоянном токе, импульсное и инверторное, автоматическое и полуавтоматическое.
В сложные технические «дебри» мы вдаваться не будем, и расскажем вам, как сделать сварочный аппарат самого простого трансформаторного типа. Работать он будет на переменном токе, обеспечивая эффективное и вполне достойное по качеству шва сварное соединение. Такой агрегат позволит выполнить любые бытовые работы, при которых требуется сварка металлических и стальных изделий. Для его изготовления понадобятся следующие материалы:
- пара десятков метров толстого (желательно медного) кабеля (провода);
- железо для сердечника трансформаторного устройства (железо должно характеризоваться достаточно большой магнитной проницаемостью).

Сердечник удобнее всего делать стержневым, традиционной П-образной формы. В принципе, допускается использовать и сердечник иной конфигурации, например, круглый из статора любого сгоревшего электрического двигателя, но будьте готовы к тому, что на круглую конструкцию обмотки наматывать намного сложнее. Рекомендованная площадь сечения сердечника для стандартного бытового сварочного агрегата, сделанного самостоятельно, составляет порядка 50 квадратных сантиметров.
Большее сечение делать нет смысла, так как агрегат станет намного тяжелее, а вот реального технического эффекта вы не добьетесь. Если вас не устраивает рекомендованная величина площади сечения, вы можете сами рассчитать ее значение, пользуясь схемой, приведенной в первой части нашей статьи.
Первичную обмотку требуется выполнять из медного провода с высокими характеристиками термической стойкости (во время сварки обмотка подвергается воздействию высоких температур). Данный провод, кроме того, должен иметь хлопчатобумажную либо стеклотканевую изоляцию. В крайнем случае, допускается применять провод в резинотканевой либо обычной резиновой изоляционной оболочке, но ни в коем случае не в полихлорвиниловой.

Изоляцию, кстати, можно сделать самостоятельно, нарезав из хлопчатобумажной или стеклоткани полоски двухсантиметровой ширины. Этими полосками вы обматываете медный кабель, после чего пропитываете провод с самодельной изоляцией любым лаком электротехнического назначения. Поверьте, подобная изоляция не перегреется при эксплуатации 6–7 сварочных стержней (при их сжигании на средней продолжительности сварочных работ).
Площади сечения обмоток рассчитываются по принципам, которые были изложены ранее. Думается, с данными расчетами у вас проблем не возникнет. Обычно площадь сечения «вторичного» провода берется на уровне 25–30 квадратных миллиметров, «первичного» – 5–7 (значения для самодельных агрегатов, которые будут работать со стержнями диаметром 3–4 миллиметра).
Также просто определяют протяженность куска медного провода и количество витков для обеих обмоток. А затем начинают наматывать катушки. Их каркас выполняют по геометрическим параметрам магнитопровода. Размеры подбирают таким образом, чтобы на сердечник, изготовленный из текстолита либо картона, используемого в электротехнике, магнитопровод одевался без каких-либо затруднений.
Намотка катушек имеет маленькую особенность. Первичную обмотку наматывают наполовину, затем на нее накладывают и половину вторичной. После этого аналогичным образом обрабатывают и вторую часть катушки. Для улучшения изоляционных свойств желательно между слоями прокладывать кусочки картонных полосок, стеклоткани либо плотной бумаги.

После сборки сварочной установки, сделанной своими руками, ее в обязательном порядке настраивают. Для этого нужно включить ее в сеть и выполнить на вторичной обмотке замер показателя напряжения. Его величина обязана равняться 60–65 В. Если напряжение иное, потребуется смотать (либо домотать) часть обмотки. Такие процедуры придется выполнять до тех пор, пока не будет достигнута указанная величина напряжения.
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Читать также: Как сделать бензопилу бесшумной своими руками видео
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
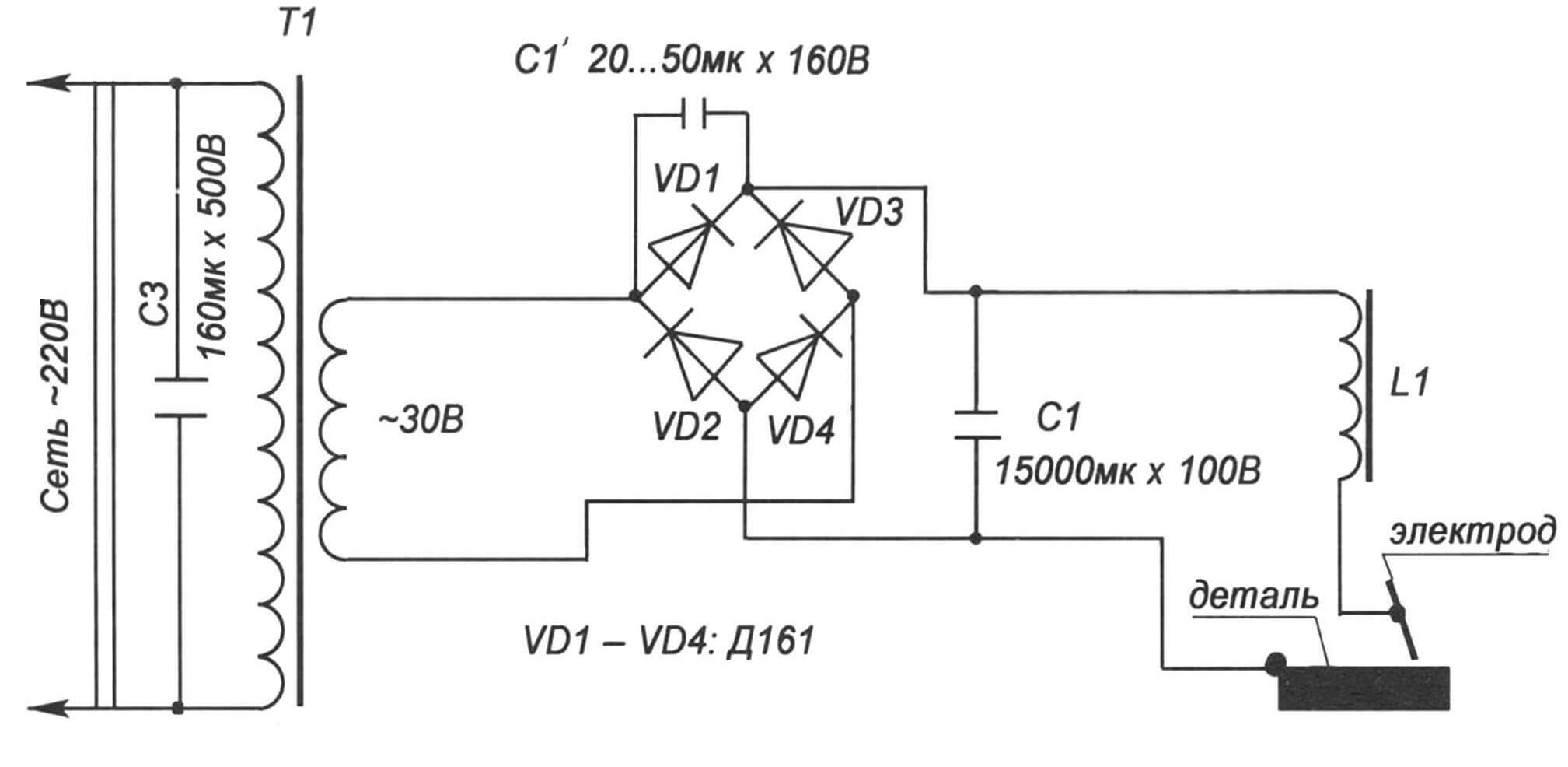
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.






Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.

Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.

В качестве сварочных электродов можно использовать толстую швейную иглу.
Купить или собрать своими руками?
Самодельная вещь всегда является предметом гордости ее владельца. Многие умельцы собирают электроприборы просто потому, что им это нравится. Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,. Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
Почему вам стоит собрать самодельный инвертор
Предлагаем начать со стоимости аппарата. Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
Инвертор состоит из множества сложных компонентов, которые должны быть качественными. А для производства аппарата в промышленном масштабе недостаточно просто купить качественные комплектующие. Нужно оплатить налоги, зарплату рабочим и прочие обязательные пункты. Из-за этого производители идут на хитрость и изготавливают свои инверторы из некачественных деталей, которые быстро выходят из строя.

Если вы сами купите все комплектующие и соберете аппарат, его себестоимость может быть равной бюджетному инвертору. Но при этом вы получите надежный и долговечный прибор, способный работать в сложных условиях. Это одна из основных причин, почему стоит изготовить инвертор сварочный своими силами.
Еще одна причина — это слишком большой ассортимент сварочных аппаратов в магазине. Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру.
Не забывайте, что самодельные сварочные аппараты любого типа развивают ваши знания и навыки в электротехнике. Изготовление самодельных электроприборов — это очень занятный процесс, который может превратиться в хобби. И если вы давно хотели развиться в этом деле, то можете начать со сборки инвертора. Он в любом случае пригодится вам в быту. Хотя бы для мелкого ремонта.
Почему НЕ стоит делать инвертор своими руками
Итак, в некоторых случаях самодельный инверторный сварочный аппарат — это отличная идея. Но нельзя отрицать, что есть и обратная сторона медали.
Собрав самодельный аппарат, вы не будете иметь самого главного — бесплатной гарантии. Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии.
Вторая причина — это время. Чтобы собрать инвертор, вам понадобиться много времени. А ведь необходимо еще купить все детали, которые порой непросто найти в маленьком городе. Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.
В конечном итоге, именно вам решать, что важнее: гарантия и сервисное обслуживание, или недорогая себестоимость + неприхотливость в хранении и применении. Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту.





