

Основные свойства

Бесшовные трубы считаются одним из наиболее значимых элементов производственных конструкций. Высокая надежность оборудованных магистралей гарантирована, благодаря отсутствию швов в трубах. Изделия достаточно хорошо переносят механическое воздействие, поскольку имеют очень высокие эксплуатационные характеристики.
Разнообразие изготавливаемой продукции обуславливает возможность расширения спектра применения изделий. На отечественном и зарубежном рынках металлопроката существует много видов бесшовных труб, отличающихся по конфигурации, габаритам, форме, а также материалам, из которых они изготовлены. В зависимости от разновидности сечения классифицируются квадратные, круглые или прямоугольные трубы.
Применение бесшовных горячекатаных труб требует достаточно высокой надежности, поэтому их делают максимально прочными.
По ширине стенок горячекатаные трубы делятся на:
- Толстостенные.
- Тонкостенные.
В толстостенных трубах толщина металлической прослойки достигает 12,5-40 мм. Тонкостенные металлические прослойки дстигают 6-12,5 мм. Точность наружного диаметра может быть обычная или повышенная.
Длина бесшовной трубы составляет от 4 до 12,5 м.
Горячедеформированные изделия изготавливаются из специальной углеродистой легированной стали. По этой причине продукция металлопроката наделена высокой устойчивостью к коррозии может использоваться в условиях взаимодействия с агрессивной химической средой.
Специалисты различают несколько основных классов бесшовных труб, различаемых по свойствам используемого металла:
- С нормированием механических качеств;
- Химической составляющей;
- Механической и химической составляющей;
- Корректировка химического состава на изделиях, не прошедших предварительную термическую обработку;
- Без химического и механического нормирования.
Существует 5 основных групп горячекатаных изделий:
- А – с корректировкой механических характеристик;
- Б – с корректировкой химических характеристик;
- В – с обязательной корректировкой химических и металлических характеристик;
- Г – корректировка химической составляющей и контроль за механическими характеристиками на образцах;
- Д – с корректировкой показателей устойчивости к гидравлическому давлению.
Разные классы бесшовных труб наделены индивидуальными техническими характеристиками и применяются там, где подобная специфика оптимальным образом соответствует эксплуатационным запросам пользователей. Например, толстостенные изделия используются для строительства водо- и газопроводных магистралей.
Бесшовные горячекатаные изделия зачастую используются в нефтегазовой промышленности, отрасли машиностроения, а также в коммунальном хозяйстве. Большая часть изготавливаемых в России и Белоруссии изделий металлопроката экспортируется из страны.
Бесшовные трубы, производимые из цельных металлических слитков, нельзя использовать для перевозки вредных веществ, пожароопасных материалов, для транспортировки горячей воды или пара.
Материалы для изготовления труб
Востребованность трубных изделий в разных сферах промышленности позволяет производить их из разнообразного материала. В качестве сырья для их производства выступают:
1. Металлы и их сплавы:
- сталь;
- чугун;
- медь и ее производные, такие как бронза и латунь.
2. Полимерные соединения:
- ПВХ соединения с хлором;
- ПВДФ фтористые соединения;
- полиэтилен;
- сшитый полиэтилен нескольких видов, отличающийся способом сшивания;
- стеклопластик;
- полипропилен;
- полибутеновые соединения.
3. Комбинированные материалы:
- металлополимерные изделия с содержанием алюминия: использование алюминиевого промежуточного несущего слоя между двумя слоями термостойкого полиэтилена, соединенные специальным клеящим составом;
- медные металлополимерные трубы: в качестве рабочего слоя применяют медь, защитный слой изготовлен из полимерного материала. Клеящий состав не используют;
- стальные с внутренним слоем из цемента. Для усиления защитных свойств проводят их гидроизоляцию. Для этих целей можно использовать эмаль;
- металлополимерные имеют металлический каркас и полимерное тело.
4. На основе бетона:
- керамические;
- асбестоцементные применяют в качестве футляра для телефонных линий, расположенных под землей;
- бетонные;
- железобетонные используют для дренажа сточных и ливневых вод.

Где используется горячекатаная труба?
Основная задача, которую выполняют подобные изделия, заключается в безопасной доставке рабочей среды без возникновения протечек, причем даже в том случае если эта среда находится в газообразном состоянии.
Благодаря тому, что в процессе производства используется углеродистая и легированная сталь, готовые изделия могут применяться для доставки химически активной среды, так как обладают высокими антикоррозийными характеристиками.
В зависимости от того, какой именно материал использован в процессе изготовления, горячекатаные изделия подразделяются на несколько категорий:
- Имеющие нормированные механические свойства.
- Имеющие нормированный химический состав.
- Изделия с нормированием и химических составов и механических свойств.
- Имеющие нормирование испытательного гидравлического давления.
- Нормирование контроля механических свойств на образцах и химических составов.
Различные технические характеристики определяют и сферу, где используются горячекатаные бесшовные трубы. Именно отсутствие каких-либо швов обеспечивает высокую функциональность и прочность подобных изделий.
Технические требования, предъявляемые к горячекатаным изделиям, определяются ГОСТ 8731-74, а сортамент — ГОСТ 8732-78. В свою очередь сортамент холоднокатаных изделий определяется ГОСТ 8734-75, а технические требования ГОСТ 8733-74.
Как производится?
Для изготовления бесшовных горячекатаных труб применяется цельнолитая горячекатаная или кованая заготовка, которую разогревают до температуры +900º-1200º. Точные показатели температуры зависят от того, какая именно марка стали в данном случае используется.
Процесс производства происходит на так называемых трубопрокатных станах. В его результате получается изделие, имеющее весьма невысокие показатели точности проката, а также значительные допуски по толщине стенок. Да и качество ее поверхности оказывается достаточно низким.

Горячекатаная бесшовная труба с круглым сечением
По этим причинам технология горячего проката не может быть использована, при изготовлении изделий из стали, имеющих тонкие стенки и небольшой диаметр. Теоретически, в соответствии со стандартами, параметры горячекатаных труб должны составлять от 25х2.5 мм до 530х75 мм, однако практические показатели — от 32х3 мм до 426 х30 мм. Связано это с тем, что заводы не имеют соответствующую оснастку, или же производство является нецелесообразным.
Производятся горячедеформированные изделия в несколько этапов:
- заготовка нагревается до температуры, которая ненамного превышает порог кристаллизации стали;
- с помощью прошивочного пресса из заготовки получают пустотелый цилиндр или гильзу;
- с помощью вальцовки придается правильная форма и соответствующий размер, толщина стенок, наружный и внутренний диаметры;
- стальная профильная труба охлаждается и с помощью вальцев производится ее калибровка;
- производится нарезка изделий необходимых размеров, которые могут быть стандартными и немерными.
Марки стали, используемой для изготовления горячекатаных изделий
Изготовляется такая труба из стали марок:
- 10.
- 20.
- 35.
- 45.
- 15ХМ.
- 30ХГСА.
- 09Г2С.
Допустимые показатели давления не превышают 20 МПа, а допустимые отклонения диметра составляют до 1.25%, толщины стенки до 12.5%. Горячекатаные бесшовные изделий могут быть как тонкостенными 6-12.5 миллиметров, так и толстостенными: 12.5-40 миллиметров. Также эти изделия могут иметь повышенную точность изготовления внешнего диаметра и обычную.








Инновационные решения в производстве бесшовных труб
В современном мире производство бесшовных труб достигло высокого уровня развития благодаря применению инновационных технологий и решений. Эти трубы нашли широкое применение в различных отраслях, таких как нефтегазовая промышленность, энергетика, автомобилестроение и другие.
Одним из новых инновационных решений в производстве бесшовных труб является использование электромагнитной неразрушающей контрольной системы. Эта система позволяет обнаруживать дефекты и отклонения в структуре труб, такие как трещины, включения и другие дефекты поверхности. Благодаря этому можно гарантировать высокое качество и надежность изготавливаемых изделий.
Другим инновационным решением является применение технологии горячей штамповки. Эта технология позволяет создавать бесшовные трубы с более высокой прочностью и гомогенностью структуры, что повышает их долговечность и стойкость к различным физическим нагрузкам.
Также в процессе производства бесшовных труб применяются инновационные материалы, такие как сплавы с высокой теплопроводностью и устойчивостью к коррозии. Эти материалы обеспечивают долговечность и надежность труб в условиях экстремальных температур и химически агрессивных сред.
Кроме того, в процессе производства бесшовных труб используются инновационные методы обработки поверхности, такие как гидроабразивная очистка и пескоструйная обработка. Эти методы позволяют удалить загрязнения и окислы с поверхности трубы, чтобы обеспечить ее гладкость и чистоту.
В целом, использование инновационных решений в производстве бесшовных труб позволяет создавать продукцию высокого качества, отвечающую всем требованиям современных технологий и стандартов. Благодаря этому бесшовные трубы находят все большее применение и обеспечивают надежность и безопасность в различных отраслях промышленности.
| Преимущества инновационных решений | Применение бесшовных труб |
|---|---|
| Высокое качество и надежность | Нефтегазовая промышленность |
| Повышенная прочность и стойкость | Энергетика |
| Устойчивость к коррозии | Автомобилестроение |
Особенности бесшовных труб
Бесшовные трубы выпускают из стали – высокопрочного сплава железа с углеродом, который обладает твердостью, устойчивостью к внешним воздействиям. Отсутствие шва и толстые стенки ставят этот трубный материал вне конкуренции.

Технические характеристики
Технические характеристики трубных бесшовных изделий зависят от марки стали и способа их производства – горячим или холодным прокатом. Выпуск изделий регламентирован специально разработанными нормами ГОСТ (государственным стандартом). На выходе с прокатного стана должно получиться изделие, строго соответствующее заданным параметрам.

Для горячекатаных ГОСТ 8732-78:
- Толщина стенки – минимально 2,5 мм, максимально 75 мм.
- Вес на единицу длины изделия. Вес должен соответствовать диаметру и толщине стенки. Точные значения веса трубопроката указаны в соответствующих ГОСТах в виде табличных данных для каждого размера.
- Диаметр. Промышленность выпускает бесшовные стальные трубы в широком диапазоне размеров от 20 мм в диаметре до 530 мм.
- Длина изделия. ГОСТ регулирует длину выпускаемых бесшовных труб. Стандарты следующие: длина 4-12 м с допустимыми отклонениями до 6 метровой длины 10 мм; длиннее 6 м – до 15 мм.
- Допустимые отклонения кривизны от 1,5 до 4 мм.

Для труб, произведенных холодной прокаткой ГОСТ 8734–75:
- Толщина стенки – минимально 0,3 (особотонкостенные), максимально 24 мм (особотолстостенные).
- Вес на единицу длины изделия указан в таблице соответствующего ГОСТа.
- Диаметр от 5 мм до 250 мм.
- Параметры длины: мерные трубы 4,5 — 9 м, немерные 1,5 — 11,5 м и кратной мерной длины 1,5 — 9 м. Вариативность от 5 до 10 мм.
- Допустимые отклонения кривизны от 1 до 3 мм в зависимости от диаметра изделия.
Классификация
Помимо способа изготовления, бесшовные трубы разделяют по следующим характеристикам:
- По геометрической форме трубные изделия могут быть круглыми, квадратными, прямоугольными.
- По толщине стенок. Параметр рассматривается в значении отношения внешнего диаметра трубы к толщине ее стенки. Значение варьируется от 1:40 (особотонкостенные изделия) до 1:6 (особотолстостенные изделия).
- По длине – мерные, немерные и кратные мерной длине.
- По диаметру – на малые, средние, большие.

По контролируемым параметрам сплавов для изготовления бесшовных труб их классифицируют особо, маркируя буквами:
- А – механические свойства;
- Б – качественный состав сплава;
- В – сочетание механических свойств изделия и его состава;
- Г – химический состав + контроль образцов изделия на механические свойства;
- Д – контроль механических свойств, химического состава сплава + испытание на гидроудар.
По назначению бесшовные трубы разделяют на 6 классов, каждый из которых подразумевает особые технические характеристики бесшовной трубы для эксплуатации в определенных условиях.
- Трубы стандартного назначения (газовые). Используются повсеместно для транспортировки газов и жидкостей, в строительстве для ограждений, верховых конструкций.
- Магистральные трубопроводы, которые эксплуатируются под давлением.
- Трубы должны выдерживать комбинацию высокого давления и высоких температурных значений.
- Изделия используются в оборудовании для разведки и добычи нефти, газа.
- Трубы, предназначенные для изготовления особо прочных конструкций в строительстве, машиностроении.
- Бесшовные трубы, которые используются для изготовления поршневых механизмов в машиностроении, где эксплуатация сопряжена с механическим и гидравлическим воздействием.
Способы производства
Различают две технологии изготовления бесшовных труб – горячую и холодную деформацию металла. В обоих случаях бесшовная труба производится из цельного куска металлического сплава цилиндрической формы.
Бесшовная конструкция: основные виды
Стальная цельнотянутая труба классифицируется в зависимости от стеночной толщины. В случае, когда стенка больше диаметра, бесшовная конструкция называется особо толстостенная. Кроме того, выделяют особо тонкостенные, тонкостенные и просто толстостенные элементы.

Толщина стенки одного из видов бесшовных труб может достигать 10% от величины диаметра
Также выделяют легкие, усиленные и обыкновенные конструкции. Усиленные варианты труб отличаются повышенной коррозионной стойкостью, а легкие хорошо поддаются гнутью. Наиболее часто встречается бесшовная конструкция стальная, но возможен выпуск изделий из различных сплавов и цветных металлов. Трубы различаются по технологиям изготовления. По этому признаку выделяют холодно- и горячекатаные изделия.
Как производят бесшовные трубы
Бесшовную трубу промышленные предприятия выпускают, применяя различные сочетания металлов и сплавов, в зависимости от предназначения изделия. Производство осуществляется четырьмя основными методами:
- Волочением.
- Ковкой.
- Прессовкой.
- Прокаткой.
Используемые в качестве исходного материала для горячедеформированных труб изделия могут быть:
- коваными заготовками;
- непрерывно литыми заготовками;
- подготовленными трубными заготовками;
- слитками мартеновского проката.
Труба стальная бесшовная горячедеформированная производится путем выполнения нескольких технологических операций.
На начальном этапе штанга, круглая в сечении заготовка, преобразуется в гильзу. Делают это с помощью прессов или специальных станов с грибовидными, дисковыми или конусными валками. Заготовку направляют вдоль осей, обработка производится вращающимися в одном направлении рабочими инструментами, расположенными в вертикальной плоскости с наклоном в 4-12º. В ходе обработки заготовки происходит сокращение площади ее поперечного сечения и образование небольшого отверстия в осевой части.
Один из способов производства бесшовных труб — метод горячей прокатки
Специальной оправкой, установленной между валками, корректируются размеры отверстия изделия и выравнивается его поверхность. При этом специальными направляющими линейками и непроводными роликами заготовка удерживается в требуемом положении. Проводя изначальный подогрев заготовки до 50º С, ей придают требуемую для обработки пластичность.
На обкатном стане размеры готовой гильзы снова подвергаются корректировке. Перед передачей на окончательную обкатку, ей задаются параметры разностенности и овальности. После чего изделие оказывается на непрерывном стане горячей прокатки, откуда поступает на холодную калибровку
Холоднодеформированные изделия, отличающиеся повышенным качеством, проходят тщательную обработку. Еще на стадии подготовки проводится тщательный отбор заготовок. Дальнейшая подготовка к обработке включает процедуру отжига. Прошедшее отжиг, сырье поступает на травление – обработку кислотой. Для нейтрализации последствий травления и очистки от его остатков трубу обрабатывают с помощью щелочного раствора, после чего просушивают. Для дальнейшего улучшения свойств трубы проводят фосфатирование или омеднение.
На прокатном стане, составляемом прокатной клетью и двумя расположенными под заданным углом и вращающимися в противоположные стороны валками, производится образование калибра. Размеры калибра в сторону увеличения или уменьшения задаются изменением угла наклона валков. При движении прокатной клети к обрабатываемой заготовке, последняя оказывается между валками. А когда изменяется направление, то происходит обжатие. В процессе одной прокатки изменяют такие размеры, как величину диаметра и толщины стенок трубы. Производя тонкостенную продукцию, процесс дублируют, снова отжигая и протравливая заготовку. После этого следует окончательная отделка изделия.









Трубы, формируемые в холодном виде, называются холоднокатаными
Бесшовные трубы горячей деформации
Основным методом производства бесшовных труб является технология горячей деформации. Эта технология является затратной с экономической точки зрения, однако одновременно с этим она простая и эффективная. Основные регулирующие документы — ГОСТ 8732-78, ГОСТ 8731-74 и другие. Процедура изготовления методом горячей деформации выглядит так:
Подготовка, нагрев. На данном этапе в промышленный цех поступает специальная деталь-заготовка, которая имеет вытянутую форму + небольшую или среднюю площадь сечения. В цеху заготовка разогревается до температуры 1100-1200 градусов по Цельсию (именно поэтому технологию и называют методом горячей деформации). Характерный момент: деталь может быть любой формы (то есть не только округлой, но и квадратной, прямоугольной). Круглую форму заготовка получит лишь во время последующей обработки с помощью специальных валиков. Еще один характерный момент — заготовка должна быть полой, поскольку это заметно упрощает последующую обработку.
Формирование гильзы, ее обработка. После нагрева на предварительном этапе заготовка обрабатывается с помощью специального высокомощного сверла. Оно делает крупное равномерное отверстие по всей внутренний поверхности детали — в результате образуется труба-гильза. При необходимости деталь может обрабатываться с помощью нескольких сверл. В результате одни сверла формируют непосредственно сквозное отверстие, а другие устраняют мелкие неровности и создают гладкую поверхность внутри заготовки
Также обратите внимание, что гильза не является полноценной трубой — это лишь деталь-полуфабрикат, которая нуждается в финальной прокатке.
Горячая прокатка. Теперь происходит прокатка горячей детали-гильзы
Во время прокатки деталь происходит несколько обработок. Самая главная обработка — это деформация с помощью валиков: на специальном станке крепится два или три валика, между которым пропускается гильза. При обработке деталь вытягивается в одном из направлений, что позволяет создать ровную трубу цилиндрической формы. При необходимости гильза может пропускаться через несколько валиковых станков, чтобы получить деталь нужного диаметра.
В результате такого производства образуется бесшовная труба. Точность такого проката низкая, поэтому обычно эта технология используется для производства толстостенных изделий, где показатели точности не имеют серьезного значения. По ГОСТ размеры горячедеформированных труб должны составлять от 25 X 2,5 мм до 530 X 75 мм. На практике производители обычно выпускают толстые объекты средней или большой длины, а короткие тонкостенные изделия производятся редко. Связано это с тем, что для производства более компактных объектов требуется точное оборудование, которое является дорогим. Основное применение — это монтаж крупных трубопроводов, которые могут выдерживать большое давление/температуру.

Основные характеристики бесшовных труб
Бесшовная труба — это деталь цилиндрической формы, которая имеет крупную выемку фиксированного диаметра. Главное отличие этих деталей — полное отсутствие швов или каких-либо соединений. Детали делаются из металлических сплавов — сталь, чугун, алюминий. Чаще всего используется сталь основных марок — 10, 20, 35, 45, 15ХМ, 30ХГСА, 09Г2С. Нержавеющие бесшовные трубы изготовливают методом холодной или горячей деформации. Также существует технология цельного вытягивания трубного проката, однако она применяется редко.
Металлическая бесшовная труба обычно обладает гладкой поверхностью, на которую может наноситься покрытие. Главные цели нанесения такого покрытия — создание антикоррозийного слоя и увеличение прочности.
Преимущества
Отсутствие шва. Такой трубопровод подходит для перемещения любых жидкостей (вода, нефть и другие). Также он может использоваться для транспортировки газообразных веществ (пример — природный газ для отапливания помещений). Отсутствие шва идет изделию на пользу — оно не растрескивается, не пропускает жидкость/газ. Поэтому инженер может не беспокоиться о надежности такой конструкции.
Высокая теплопроводность. При прохождении нагретых жидкостей или газов происходит передача части тепла металлу. Высокая теплопроводность хороша тем, что в таком случае тепло равномерно распределяется по всему трубопроводу. Это приводит к тому, что избытки тепла не задерживаются в отдельных точках. Из-за этого повышается стойкость конструкции и общий срок годности установки.
Низкое линейное расширение. Некоторые материалы хорошо держат тепло, но могут расширяться под действием высоких температур. Это не идет на пользу конструкции. Конструкции на основе стали, чугуна или алюминия практически не расширяются при контакте с нагретыми реагентами, что также увеличивает срок годности трубопроводной конструкции.
Хорошая устойчивость к коррозии. Коррозия образуется на местах сочленения труб, поскольку в эти места может проникать воздух или жидкость. Изделия без шва не имеют сочленений и креплений, поэтому риск образования ржавчины будет минимальным. В случае применения качественных материалов конструкция не будет ржаветь или портится, что также благоприятно скажется на прочности/сроке годности конструкции
Обратите внимание — изделия из низкокачественной стали могут быть усилены с помощью специального покрытия на основе хрома. В таком случае срок годности изделия из низкокачественного сплава будет также большим.

Однако необходимо не забывать о недостатках. Главный минус — это более высокая стоимость в сравнении с конструкциями шовного типа. Еще один минус — сложный монтаж. Простые трубы обычно крепятся друг к другу с помощью герметиков и специальных толстых болтов. Для соединения же бесшовных изделий следует использовать специальную точную сварку, что значительно усложняет монтаж и увеличивает его стоимость. Также необходимо правильно произвести подсчет, поскольку в случае ошибки сварка может быть невозможна.
4 Требования стандартов к продукции
Все требования, предъявляемые к холоднодеформированной продукции. изложены подробно в ГОСТ 8734–75, и сейчас мы немного остановимся на них. Бесшовная труба такого типа выпускается мерной и немерной длины. В первом случае этот параметр находится в пределах от 1,5 до 11,5 м, во втором – 4,5–9м. Предельные отклонения составляют не более 10 мм. По требованию заказчика изделия мерной длины могут быть от 4 до 9 м, а предельные отклонения в этом случае остаются прежними. Трубы кратной мерной длины выпускаются от 1,5 до 9 м. Более подробно с размерами и предельными отклонениями изделия можно ознакомиться, заглянув в техническую документацию.
 Прошедшие испытания бесшовные трубы
Прошедшие испытания бесшовные трубы
Обычно такая продукция изготавливается в соответствии с наружным диаметром и толщиной стенки. Но по требованию заказчика производители могут ориентироваться и на иные параметры, например, оба диаметра и разностенность, либо учитывать внутренний диаметр и толщину стенки. Также по желанию потребителя могут быть комбинированные предельные отклонения. Например, по толщине стенки изделие изготавливается повышенной точности, а вот по диаметру – обычной.
Производитель обязан следить, чтобы ни овальность, ни разностенность изделия не выводили его за пределы допустимых отклонений. В ГОСТ также приведены и значения возможной кривизны. Для труб диаметром до 8 мм она должна быть менее 3 мм. Причем с увеличением диаметра этот параметр наоборот уменьшается. А вот когда диаметр изделия находится в пределах от 8 до 10 мм, тогда максимально допустимая кривизна составляет всего 2 мм на метр длины. Если диаметр превышает 10 мм, то возможная кривизна и вовсе не должна быть более 1,5 мм.
Существует бесшовная труба специального назначения, выпускаемая в соответствии с ГОСТ 9941–81. Этот тип металлопроката также бывает мерной, кратной и немерной длины. Толщина стенки колеблется в пределах от 0,3 до 24 мм, а диаметр 5–250 мм. Допустимая кривизна зависит от параметров. Например, для труб диаметром свыше 5 мм и с толщиной металла от 0,5 мм этот показатель не может быть более 1 мм на метр. А вот у изделий, толщина стенок которых менее вышеуказанного значения, а диаметр больше 15 мм, кривизна может достигать 2 мм.
Особые требования в этом случае предъявляются и к металлу изделия. Например, химический состав стали должен соответствовать ГОСТ 5632
Причем очень важно, чтобы доля вредных примесей, а именно серы, не превышала 0,02%. Согласно ГОСТ, изделия термически обрабатываются, однако по просьбе потребителя эту операцию можно не проводить. На поверхности не допускается наличие следующих дефектов: закаты, плены, рванины и трещины
Исключением выступают только трубы, не прошедшие зачистку. В этом случае на них могут присутствовать единичные плены, риски либо небольшие вмятины, но только при условии, что вышеуказанные дефекты не отразятся на толщине стенки и диаметре предмета
На поверхности не допускается наличие следующих дефектов: закаты, плены, рванины и трещины. Исключением выступают только трубы, не прошедшие зачистку. В этом случае на них могут присутствовать единичные плены, риски либо небольшие вмятины, но только при условии, что вышеуказанные дефекты не отразятся на толщине стенки и диаметре предмета.
Бесшовная труба такого качества по требованию заказчика должна свободно выдерживать гидравлическое давление. Более подробно нормы оговариваются в ГОСТ 3845. Также изделия могут проходить дополнительный контроль ультразвуком. А вот горячедеформированные трубы должны соответствовать нормам, оговоренным в ГОСТ 8732–78. В этой технической документации приведены таблицы с размерами изделий. Бесшовная горячедеформированная труба мерной и немерной длины выпускается от 4 000 до 125 000 мм. Если речь идет о длине, кратной мерной, то возможен небольшой припуск, не превышающий 5 мм на каждый рез. Предельные отклонения составляют +15 мм для изделий более 6000 мм и +10 мм в случае, когда труба короче указанной длины.
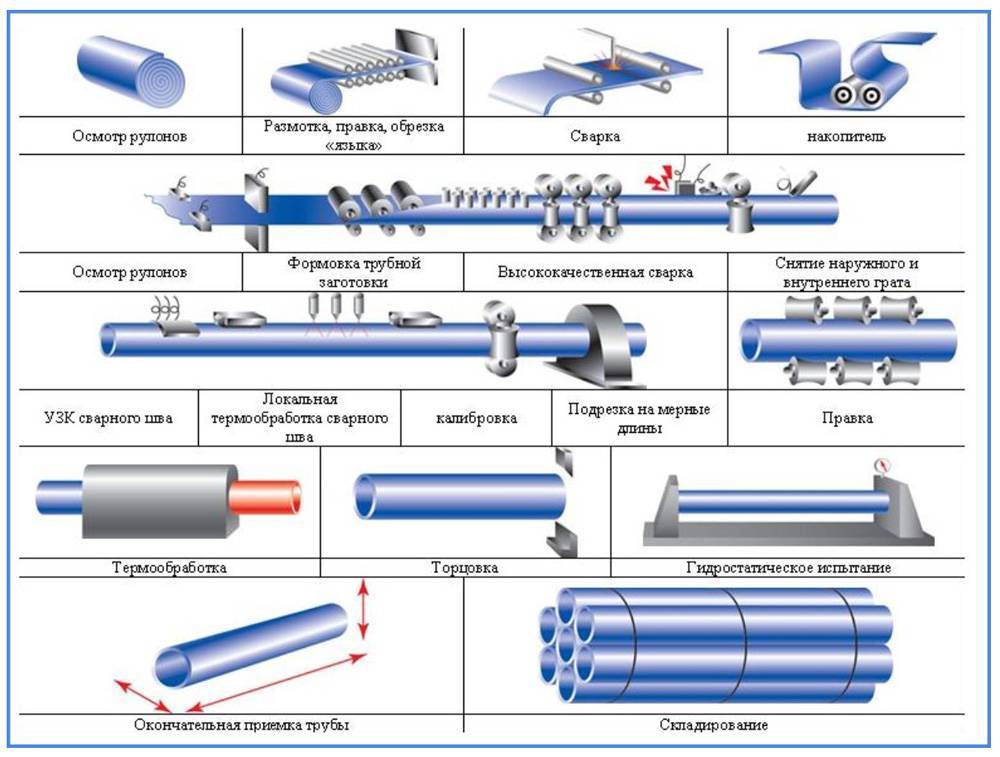
Производство сварных труб
Сварные трубы изготавливаются из пластин или непрерывных катушек или полос. Чтобы изготовить сварную трубу, первая пластина или рулон катятся в круглом сечении с помощью листогибочной машины или с помощью ролика в случае продолжения процесса. После того, как круглое сечение откатано от плиты, труба может быть сварена с присадочным материалом или без него. Сварные трубы могут быть изготовлены в большом размере без каких-либо ограничений сверху. Сварные трубы с присадочным материалом могут быть использованы при изготовлении изгибов большого радиуса и отвода. Сварные трубы дешевле по сравнению с бесшовными, а также слабые из-за сварки.
Существуют различные методы сварки, используемые для сварки трубы:
- ERW – электрическая сварка сопротивлением
- EFW – электрическая сварка плавлением
- HFW- высокочастотная сварка
- SAW – дуговая сварка под флюсом (длинный шов и спиральный шов)
ERW процесс производства стальных труб
В процессе производства труб ERW / EFW / HFW первая пластина формируется в цилиндрической форме, а продольные кромки сформированного цилиндра свариваются методом мгновенной сварки, низкочастотной контактной сварки, высокочастотной индукционной сварки или высокочастотной сварки или сваркой сопротивлением.
Горячая катушка – фрезерный станок – фасонная прокатка – сварка – тепловая обработка – установление размеров – резка
SAW Производство труб
В процессе сварки SAW внешний присадочный металл (проволочные электроды) используется для соединения формованных пластин. SAW трубы могут иметь один продольный шов, двойной продольный шов в зависимости от размера трубы. Труба SAW также доступна в спиральном шве, который непрерывно катится от единственной пластины катушки. Производительность спиральной SAW трубы очень высока по сравнению с прямой SAW трубой. Однако трубы спиральной SAW используются только в сервисах низкого давления, таких как водоснабжение, некритические технологические процессы и т. д.
Мероприятия экологический месячник в школе мероприятия
А е годин развитие идей московской философско математической школы
Основы изучения лексики и словообразования в средней школе принципы лексической работы объем зунов
Тренажер классический русский язык 3 класс упражнения для занятий в школе и дома
- Изложение 4 класс упр 253 школа россии презентация
Виды бесшовных труб
Горячекатаные
Так как производство обычно включает несколько операций, технологический процесс организуют с помощью автоматических линий. Заготовкой для горячекатаной продукции служит слиток. Производственный цикл состоит из следующих этапов:
- Разогрев заготовки в кольцевой печи;
- Прошивка (прокалывание);
- Раскатка гильзы, заготовка принимает цилиндрическую форму;
- Обкатка до параметров трубы;
- Калибровка, редуцирование (когда нужна небольшая толщина стенки);
- Охлаждение;
- Стабилизирующий отжиг.
Структура металла при горячей обработке сохраняет пластичность и ударную вязкость, при эксплуатации такой трубопровод гасит вибрации, выдерживает значительный вес грунта.
Холоднодеформированные
Холоднодеформированный трубопрокат изготовить сложнее. Сталь без нагрева обрабатывается медленнее, циклы раскатки перемежаются со стабилизирующей термообработкой, очисткой, сушкой в специальной камере, нанесением смазок.









Заготовкой служит отцентрованная цилиндрическая форма (гильза). Для раскатки чаще всего используют трехвалковые станы. Валки размещаются с уклоном, от величины угла зависят параметры будущего изделия. Учитывается предел прочности сплава, при котором дальнейшая деформация невозможна без разрывов. Несмотря на то, что технологию называют холодной, от трения сталь разогревается до значительных температур.
При холодной деформации структура металла вытягиваются в направлении приложения усилий, во время термообработки происходит рекристаллизация, зерна измельчаются и строение снова становится однородным. Таким образом, прочность закладывается на молекулярном уровне, при этом число повторяющихся циклов может достигать 17. Технические условия регулируются регламентом ГОСТ P 54159-2010, типоразмеры приведены в ГОСТ 8734-75.
К холоднодеформируемому сортаменту применяют дополнительную классификацию по толщине стенки:
- Особотонкостенные — до 0,5 мм.;
- Тонкостенные — до 1,5 м
- Толстостенные — отношение наружного диаметра к толщине стенки не более 6;
- Особотолстостенные — отношение наружного диаметра к толщине стенки от 6 до 12,5.
Холодным методом производят трубопрокат малого веса и высокой точности, в том числе капиллярные трубки. Готовые полуфабрикаты используют для монтажа трубопроводных систем, контуров теплообменного оборудования, изготовления змеевиков и различных деталей.
Производство холоднодеформированных труб
Цельнотянутые
Цельнотянутые трубы часто путают с остальной бесшовной продукцией, но их нельзя отнести к горячекатаным или холоднокатаным. Специальные болванки нагревают и протягивают через стан, раскатывающие станки не применяются. Изделия отличаются незначительным тепловым удлинением, используются для поставок пара, в авиации, атомной промышленности и других узкоспециальных областях. Учитывая специфическое назначение, для углеродистых сталей сразу предусматривают коррозионно-стойкие покрытия.
Методика производства бесшовных изделий
Производство бесшовной трубы может выполняться одним из таких способов, как волочение, ковка, прессование, прокатка и некоторыми другими.
В любом случае этот процесс проводится в условиях промышленного производства с использованием стали различных марок, а также сплавов из нескольких металлов. Какой именно материал использовать для производства зависит от конечного предназначения трубы.
Изготовление бесшовных труб горячекатаного типа связано с особенно сложным технологическим процессом, хотя и все прочие технологии простыми не назовешь.
Если разбираться, как делают бесшовные трубы цельнокатаные, то в этом случае термическая обработка является обязательным условием.
На крупных металлургических комбинатах существуют целые прокатные цеха, где изготавливают заготовки для бесшовных холоднокатаных изделий, а также производят горячекатаные трубопрокаты. Разница в технологиях производства трубных изделий заключается в рабочих температурах обрабатываемого материала.
В частности, для производства холоднокатаных бесшовных труб производится обработка холодного материала, с предварительной горячей прокаткой. А вот горячекатаные трубы прокатываются и обрабатываются в горячем состоянии.
По технологии при производстве горячекатаных бесшовных труб температуру сырья удерживают на таких отметках, чтобы не началась его рекристаллизация.
Так как изготавливают бесшовные трубы множеством различных методов, есть возможность создания изделий, достаточно прочных, чтобы выдерживать высокое давление на стенки, и при этом сэкономить время, деньги и ресурсы на производство.
Любой технологический процесс на заводах осуществляется в соответствии с ГОСТами, поэтому качество бесшовных труб всегда на высоте. Кроме того, на подобные изделия производитель получает сертификаты.
Читайте так же: Замена труб в жилых домах капитальный ремонт
Для производства бесшовных труб применяют углеродистые, высокоуглеродистые, легированные и высоколегированные марки стали. В частности, бесшовные горячекатаные трубы из углеродистой стали рассчитаны на максимальное давление до 16 МПа.





