

Полипропилен: особенности материала для трубопроводов
Пайка полипропиленовой трубы
Использование труб из полимерных материалов для организации трубопроводов холодной или горячей воды, а также отопления обусловлено рядом качеств пластиков и изделий из них. Распространенный материал для водопровода — полипропилен (PP) — имеет ряд преимуществ:
- характеристики температуры/давления
- легкость по сравнению с металлическими трубами;отсутствие коррозии
- возможность добавления армирующего слоя
- повышающего тепловую стойкость и максимальное давление потока жидкости
- несложный метод соединения между собой, а также с металлическими трубами и сантехническими приборами;стоимость
На рынке присутствует широкий ассортимент фитингов и крепежей, позволяющий организовать водопровод или отопительную систему с поворотами, ответвлениями или соединениями с изделиями из других материалов.
Элементы полимерных трубопроводов
Принимая решение использовать для внутриквартирной разводки изделия из полипропилена, следует помнить об особенностях материала:
- РР-трубы нельзя гнуть, на каждом повороте магистрали необходимо приваривать соединительный элемент
- тонкие изделия могут деформироваться при высокой температуре (выше +95С), следует внимательно изучать маркировку и технические характеристики
- полимер при попадании прямых солнечных лучей меняет цвет (желтеет)
- изделие может треснуть от механического воздействия (удара молотком или падения тяжелого предмета)
Помимо труб из полимерного материала без добавок на рынке присутствуют усиленные, обладающие повышенной прочностью.
При температуре жидкости более +95С и напоре от 20 атм срок жизни РР-трубы значительно сокращается.
Армированные PP-трубы
Армированные трубы из полипропилена на срезе
Для повышения прочности изделий из полипропилена в них добавляют тонкий слой укрепляющие материалы. Цель армирования — снизить линейное расширение и деформацию при эксплуатации с горячей водой. Для укрепления используют:
- Алюминиевую фольгу
- Стекловолокно
Армирующий слой может располагаться снаружи или между слоями пластика
Важной особенностью изделия, армированного алюминием, является риск коррозии укрепляющего слоя, если в процессе сварки он не будет зачищен и вступит в контакт с горячей жидкостью. Чтобы спаять такие трубы используют предварительную обработку, при которой срезается слой фольги
Ограждение для клумбы | ТОП-17 Идей для создания и обустройства заборчиков своими руками (80+ Фото & Видео) +Отзывы
Ошибки при выполнении пайки
О некоторых ошибках, которые допускают не опытные мастера, мы уже говорили. Вспомним их и дополним этот список еще несколькими распространёнными ошибками, встречающиеся при пайке.
 Ошибки при пайке
Ошибки при пайке
- Перегрев. Приводит к деформации элементов при пайке и уменьшению канала. Образуются наплывы, из-за которых засоряется трубопровод.
- Недостаточное нагревание приводит к неплотному соединению и появлению течи. Строго соблюдайте время пайки.
- Медленно выполняется процесс пайки, в результате пайка не выполняется на нужную глубину. Необходимо соблюдать временные интервалы, указанные в таблице.
- Не достаточное усилие, также может повлиять на не большую глубину спайки. В результате соединение будет не герметичным и даст течь. Отмечайте маркером нужную длину входа.
- Слишком большое усилие прикладывать тоже не нужно. Глубина входа будет слишком велика, что приведет к сужению канала и плохой проходимости.
- Используйте при сварке те фитинги, которые не уменьшают диаметр при пайке. Например «накидная гайка» уменьшает канал. Лучше использовать «американку», она дороже, но эффективнее.
- Используйте при пайке водопровода или отопления системы одной фирмы, не допускайте смешивания.
- Используйте полипропиленовые системы согласно маркировке. Не стоит экономить и монтировать отопление, используя ПП для холодной воды.
- Также не стоит экономить при покупке ПП систем, выбирайте проверенные фирменные магазины, в которых Вам могут дать гарантию качества.
Надеемся, Вы нашли ответы на свои вопросы. Если не, то оставьте комментарий, мы постараемся Вам помочь.
Электромуфтовые аппараты для сварки ПНД труб
Сварка ПНД труб сделанная своими руками возможна с помощью электромуфтового соединения. При такой сварке применяются специальные фасонные части, в которые вмонтированы при изготовлении нагревательные элементы. Это могут быть отводы, седла, тройники и заглушки. Для соединения изделий с закладными нагревателями необходимы специальные электромуфтовые аппараты самой различности степени сложности и оснащенности.
Если вы хотите использовать полиэтиленовые трубы и не обременять себя поиском подходящего оборудования, то можно приобрести трубы ПЭ. Они предназначаются для внутреннего и наружного водопровода, канализации, водостока. Малые диаметры таких труб (до 63 мм) можно собирать с использованием латунных или полипропиленовых фитингов с резиновыми кольцами для уплотнения.
Если вы решили самостоятельно заменить или смонтировать по новой систему водоснабжения или отопления, используя пластиковые изделия, то это будет вам вполне по плечу. Но для успешного выполнения задачи необходимо ознакомиться с основными принципами соединения выбранных труб и обязательно проконсультироваться с профессионалами.
Подробная инструкция по монтажу
Очень важно при пайке ПП для водопровода или отопления заранее просчитать все этапы монтажа. Выполнить точные измерения, последовательность сварки
Процесс пайки происходит очень быстро, и если, допущена ошибка, то исправить ее можно только демонтажем всего неправильного участка.
Рассмотрим все этапы подробнее.
Подготовка специальных инструментов
Специальным инструментом для сварки является паяльник или «утюг». Если Вы находитесь на этапе строительства нового дома, то имеет смысл купить себе такой инструмент. Рекомендуется выбирать ручной паяльник в комплект, которого входят насадки покрытые тефлоном. Для домашнего использования достаточно набора с насадками до 40 мм.
 Паяльник для пайки ПП
Паяльник для пайки ПП
Паяльник находится в удобном кейсе. В комплект для бытового пользования входят:
- насадки для пайки пп, диаметром от 16 до 40 мм;
- подставка для паяльника;
- ножницы, для нарезки ПП;
- рулетка.
Если Вы собираетесь воспользоваться им один раз, то можно попросить у друзей или арендовать паяльник на время.
Также понадобятся:
- строительный уровень;
- перфоратор или ударная дрель, для монтажа пластиковых кронштейнов;
- карандаш или маркер.
Разметка и нарезка труб
 Разметка и нарезка перед пайкой
Разметка и нарезка перед пайкой
До начала пайки необходимо выполнить нарезку труб. Для точного измерения отрезков найдите расстояние между фитингами и добавляйте глубину пайки с двух сторон. Удобно все измерения выполнять с помощником.
Выполните нарезку, подготовьте все необходимые элементы и сложите схему. Отметьте маркером положение углов, тройников в схеме. При сварке, можно случайно изменить положение и соединить дальше по схеме не удастся.
Если это произошло, то необходимо отрезать трубу в любом месте и соединить их муфтой. Поэтому при покупке пп системы муфты необходимо покупать с запасом.
Зачищаем края деталей. Они должны быть ровно отрезанными, чистыми, сухими. При креплении на стену, заранее крепятся кронштейны нужного диаметра. Если монтаж подразумевает размещение нескольких параллельно идущих трубопроводов, то лучше приобрести кронштейн с зацепом друг к другу.
 Кронштейн для крепления
Кронштейн для крепления
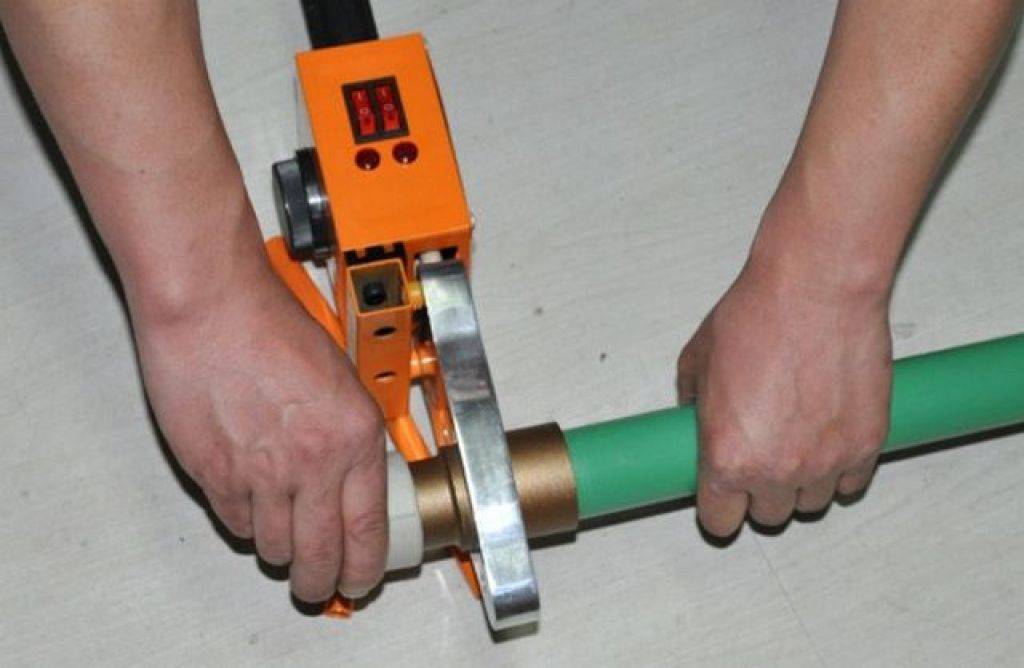
Соединение элементов и нагрев
Когда все подготовлено, можно приступать к пайке всех элементов. Установите паяльник на специальную подставку. Закрепите насадку нужного диаметра. Если их необходимо несколько, в начале крепим насадки меньшего диаметра, затем большего. Установите температуру +260 °С и включите его.
После достижения нужной температуры, сработает реле и питание отключится. Не надо его отключать от сети, температура будет поддерживаться автоматически.
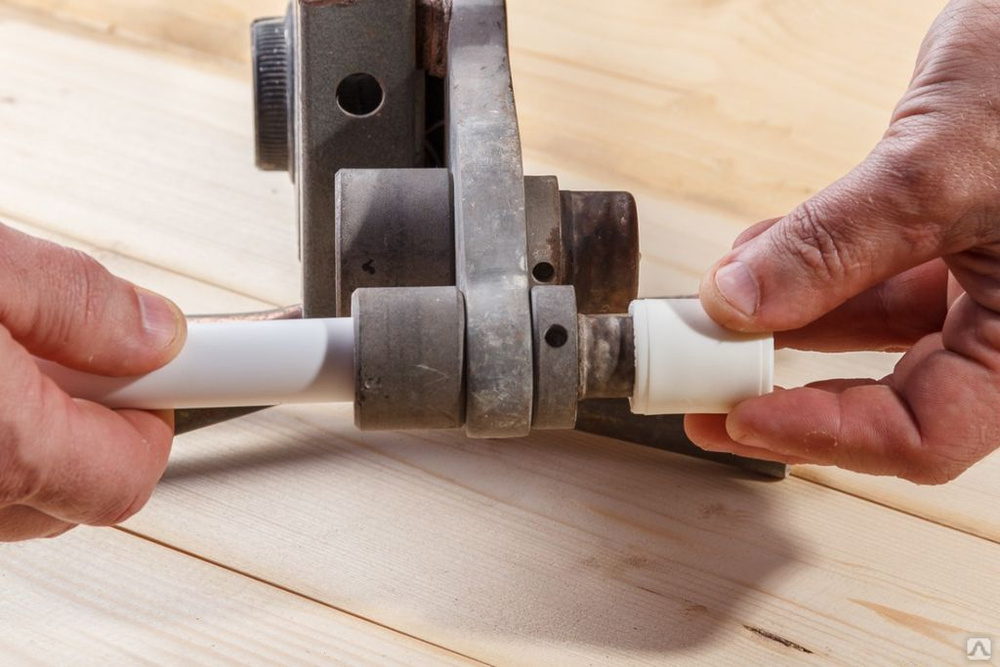
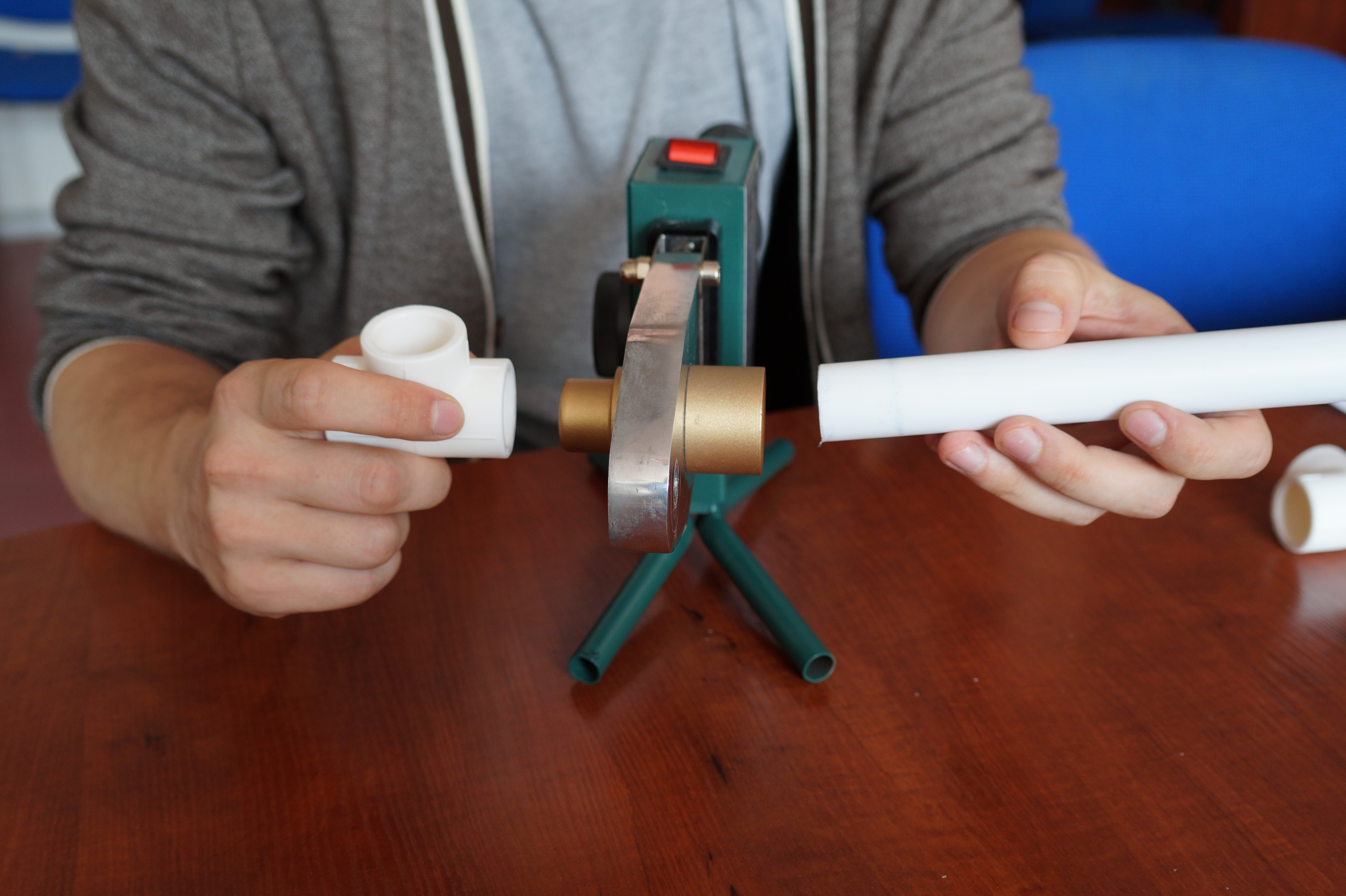
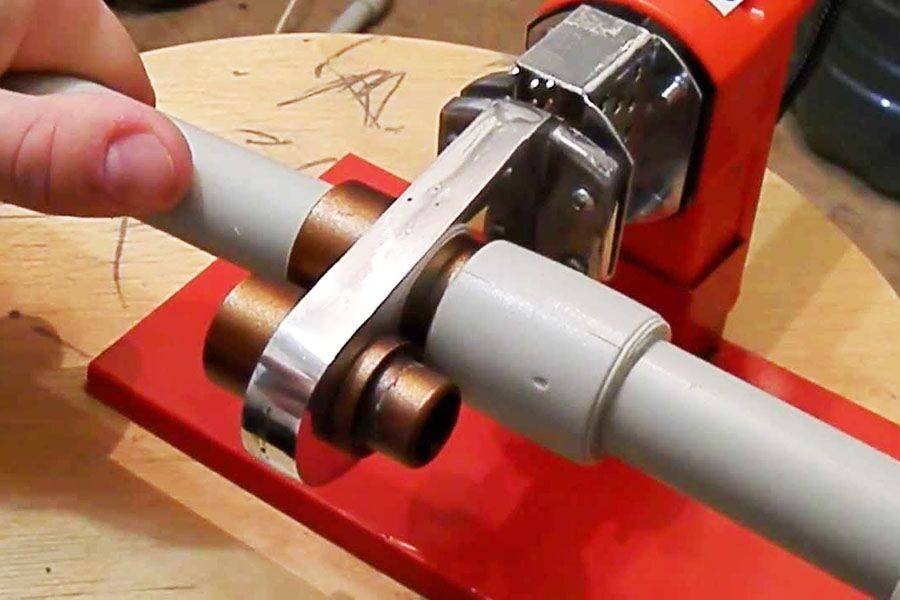
 Пайка пластиковых труб
Пайка пластиковых труб
Для сварки двух элементов одновременно нагреваем их с помощью паяльника. Отсчитываем время согласно диаметру элементов. По истечении времени быстро вынимаем детали и соединяем их вместе. На поправку положения есть несколько секунд
Поэтому очень важно заранее отметить положение элементов
Как только выбрали правильное положение, зафиксируйте его на несколько секунд, этого будет достаточно, чтоб узел не поменял своего положения. После остывания получится прочное, герметичное соединение.



![[инструкция] пайка полипропиленовых труб | видео](https://les-stroi.ru/wp-content/uploads/6/7/0/6706d8519c17999307d8b4873cda940c.jpeg)



Последовательно свариваем все узлы строго по составленной схеме. Крепим трубы на стене с помощью кронштейнов.
Сварка (пайка) полипропиленовых труб
Для сварки труб диаметром до 63 мм преимущественным типом соединения является раструбная или муфтовая сварка. При этом соединение двух труб происходит при помощи третьей детали — муфты, а создание резьбовых и других стыковочных узлов происходит при помощи фитингов, имеющих раструб.
Для сварки труб диаметром выше 63 мм рекомендуется стыковая сварка, как не требующая дополни тельных деталей и самая надежная. При наличии фитингов соответствующего диаметра допускается муфтовая сварка. Рекомендуемый вид разборного соединения для диаметров более 63-го — фланцевый стык. Это более сложный вариант соединения полипропиленовых труб, требующий профессионального оборудования и мастерства, поэтому этот вариант в данной статье упускается.
Раструбная сварка
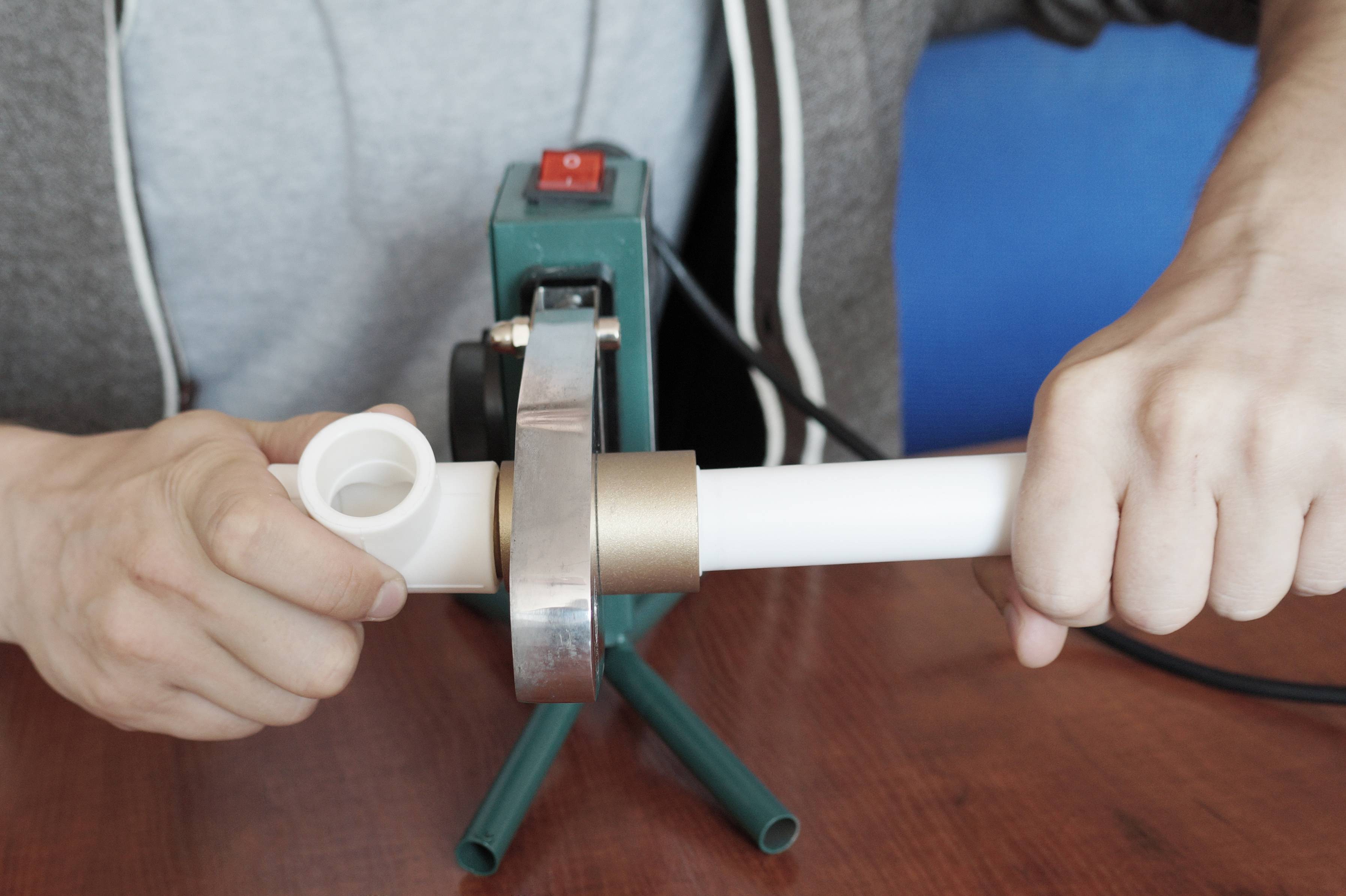
При сварке труб диаметрами до 40 мм можно использовать ручной сварочный аппарат, при сварке труб диаметрами более 40 мм рекомендуется применять аппараты с центрирующими приспособлениями. При использовании центрирующих приспособлений следует руководствоваться инструкциями по их эксплуатации.
Для соединения полипропиленовых деталей трубопроводов используют сварочные аппараты со специальными насадками.
Рис.1. Сварочный аппарат для сварки полипропиленовых труб.
Нагревательные элементы (насадки) представляют собой гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба соединительной детали.Стандартные насадки покрыты антипригарным материалом — тефлоном, и имеют диаметры от 16 до 40 мм. В процессе работы необходимо следить за чистотой и целостностью тефлонового покрытия. После каждого эпизода сварки, пока они еще горячие, насадки очищаются брезентовой ветошью или деревянными скребками. В холодном состоянии очистка насадок от налипшего слоя пластмассы недопустима.
Рис.2. Насадки для сварки полипропиленовых труб диаметром 20, 40, 32, 40, 50, 63.
Сварочный аппарат устанавливают на ровной поверхности и закрепляют на нем с помощью специальных ключей сменные нагреватели необходимого размера. Желательно установить весь необходимый набор насадок (см. рис. 3) на посадочные места аппарата до нагрева аппарата.
Рис.3. Сварочный аппарат до нагрева с установленными насадками для сварки полипропиленовых труб.
С точки зрения равномерности нагрева место расположения насадки на нагревателе не имеет значения. Поэтому насадки ставят так, как удобно для монтажа. Ближе к концу ставят насадки, необходимые для работы на стене, то есть на монтируемой ветви трубопровода.
Качество соединений напрямую за висит от удобства выполнения технологических приемов, поэтому все фрагменты трубопровода, которые можно монтировать на стационарно установленном аппарате (на подставке), лучше собирать отдельно.
Сварку «на стене», особенно в неудобных местах, желательно производить с помощником.
На аппарате устанавливают температуру сварки для полипропиленовых труб — 260 ° С и 220°С для полиэтиленовых и PERT трубопроводов).В зависимости от температуры окружающей среды нагрев длится 10-15 минут.
Рабочая температура на поверхности нагревательных пластин достигается автоматически.
Сварку полипропиленовых труб и фитингов, запрещается производить при температуре ниже 0°С
Температура воздуха при сварке имеет очень важное значение. Так время сварки необходимо увеличивать при низкой температуре воздуха и уменьшать в условиях жары. Общее правило раструбной сварки
Общее правило раструбной сварки
Внутренний диаметр неразогретого фитинга должен быть чуть меньше наружного диаметра трубы.
Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата. После каждого использования сварочный аппарат нужно очистить от остатка пластмассы.
Ошибки во время пайки
Иногда во время пайки возникают различные проблемы. Они могут быть связаны с такими ошибками:
- не выполнено очищение материала от жировой пленки;
- сделан неправильный угол среза деталей;
- недостаточно или чрезмерно прогреты детали;
- конец трубы неплотно посажен в структуру фитинга;
- не полностью снят армированный слой с трубы;
- корректируется положение деталей после схватывания материала.
Влияние ошибок на качество сварки
Несоблюдение технологии сварочных работ приводит к негативным последствиям. Она провоцирует внутреннюю деформацию, при которой расплавленный полипропилен перекрывает внутренний проход трубы. Впоследствии узел теряет работоспособность. В этой области появляются засоры, которые препятствуют движению воды.
 Ошибки во время сварки приводят к получению некачественного соединения
Ошибки во время сварки приводят к получению некачественного соединения
Основные типы полипропиленовых труб
Подбор труб напрямую зависит от назначения их применения. Основными параметрами считаются: температура среды, которая будет проводиться по трубопроводной магистрали и рабочее давление системы. Не менее важен диаметр трубопровода, и зависит он от объёмов жидкости, которую должна пропускать магистраль.
Для трубопроводов холодного водоснабжения используют трубы без армированной составляющей со следующими маркировками:
- PN 10 — изделие рассчитано на температуру жидкости до 20 градусов при использовании в системах тёплого пола до 45 градусов при максимальном давлении в системе до 1 МПа;
- PN 16 — изделие используется в холодном и горячем водоснабжении при температуре жидкости до 95 градусов и давлении до 1.6 МПа.
Изделия, обладающие более высокими термальными характеристиками и возможностью работы в системах холодного и горячего водоснабжения с большим давлением, маркируются индексами:
- PN 20 применяются в температурном режиме до 95 градусов и максимальном давлении до 2 МПа.
- PN 25 применяются в системах отопления горячего водоснабжения. Имеют армированную составляющую, что значительно повышает прочность. Температурный режим работы до 95 градусов и максимальное давление до 2.5 МПа.
Кроме труб, для монтажа системы необходимы соединительные элементы, которые позволяют создать цельную систему теплосети или водоснабжения с учётом всех необходимых требований для каждого отдельного случая.
Производим разметку глубины посадки трубного изделия
Это тоже очень важный момент для начинающих – умение правильно разметить глубину посадки трубного изделия в фитинг. Фасонные элементы разного диаметра имеют неодинаковое углубление сварного стыка. По этой причине сварка может выполняться только после измерения этого габарита линейкой или штангенциркулем.
Это необходимо для предотвращения «посадки» трубного изделия слишком глубоко. Если проигнорировать данное предупреждение, то проход стыка сужается. А это чревато неэффективной работой системы в последующем. Следовательно, этот расчет необходимо выполнять с особой точностью.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Как правильно паять полипропиленовый трубопрокат — общие понятия
С первого взгляда этот процесс кажется очень простым. Разогревают элементы, соединяют их, и скрепляют. Но, практика доказала, что в таких действиях существует множество нюансов, пренебрежение которыми приведет к некачественному результату, то есть к плохо работающей магистрали, и начинающим мастерам нужно внимательно отнестись к определенным моментам.
Главная проблема заключается в том, что плохо проделанную работу можно определить только через определённое время функционирования магистрали
Поэтому, так важно, выполняя пайку своими руками, следовать определенным правилам
Сварка полипропиленовых труб и фитингов основана на методе термополифузии. Его суть заключается в разогреве свариваемых элементов, и быстрой их состыковки. Для соединения нам понадобиться специальный аппарат, именуемый паяльником.
Общие свойства труб из полипропилена
Стоит сказать, что полипропилен — синтетический материал, обладающий яркими положительными свойствами
Это маленький вес, высокая эластичность, термостойкость и нулевая восприимчивость коррозии, что очень важно для водопровода. Данный материал, это разновидность пластмассы, но с низкой плотностью, благодаря этому он такой легкий. Паять полипропиленовые трубы легко, имея минимум инструмента, о котором мы поговорим дальше, а также фитинги (специальные мелкие детали разной формы, сделанные из полипропилена), которые выступают в роли соединителей
Паять полипропиленовые трубы легко, имея минимум инструмента, о котором мы поговорим дальше, а также фитинги (специальные мелкие детали разной формы, сделанные из полипропилена), которые выступают в роли соединителей.
Если говорить об основных преимуществах полипропиленовых материалов подробнее, то ярко выделяются следующие пункты:
- Долговечность — срок эксплуатации такой полости, если через нее подается холодная вода, составляет 50-60 лет, в случае с горячей водой – 30-40 лет. Эти показатели гораздо выше, чем у всевозможных аналогов.
- Эластичность — полости из полипропилена обладают выраженными эластичными свойствами. Это значит, что такой материал хорошо реагирует на сжатие и расширение ввиду изменения температуры воды внутри водопровода, а при монтаже, снижается риск испортить трубу, т.к. она хорошо гнется.
- Легкость — этот материал мало весит, особенно это заметно в сравнении с металлопластиковыми трубами и тем более — стальными.
- Простота монтажа — как уже упоминалось выше, спайка труб из полипропилена, это настолько легко, что с этим справится даже человек, не имевший ранее никакого опыта работы с сантехникой и подобными материалами.
Термостойкость
Помимо общих характеристик водонапорных материалов из полипропилена стоит знать еще один фактор — термостойкость. Дело в том, что полипропилен, это разновидностью пластика и существует температурный предел внутри системы, при котором участок повреждается или плавится.








Аппарат для сварки полипропиленовых труб Elitech СПТ 800 самый доступный на рынке
Максимальная рабочая температура ПП труб — 140 градусов Цельсия. Это значит, что если вода слишком горячая, существует риск нарушения целостности материала и даже спайка полипропиленовых труб (место соединения) может не выдержать.
Но при создании обсуждаемых труб, им присваивается своя маркировка, которая свидетельствует о конкретных свойствах, таких как: термостойкость, толщина стенок, допустимое давление в системе и области применения. Таким образом, выделяется два распространенных маркера:
- PN 20 — популярнейший тип труб, выдерживает давление 20 атмосфер и температуру в 95 градусов Цельсия. Эти показатели позволяют применение в прокладке водопровода с использование горячей и холодной воды, но не в отопительных системах.
- PN 25 — этот тип ПП труб отлично подходит для прокладки отопления, так как с легкостью справляется с температурой 95 градусов и давление в 25 атмосфер. Такие показатели термостойкости и прочности достигаются благодаря частичному армированию, за счет этого материал не деформируется из-за перепадов температур.
Тепловое удлинение
Еще одно свойство полипропиленовых труб — способность удлиняться при повышении температуры внутри водопровода. Выглядит это как провисание длинных участков водопровода, или волнообразная деформация. По этим причина нужно правильно паять полипропиленовые трубы и крайне не рекомендуется делать длинные прямые участи в водопроводе, а использовать компенсаторы (вставка трубы в виде буквы «П»). Тогда при тепловом удлинении «ножки» компенсатора сблизятся, а труба не деформируется.
Пайка труб из полипропилена в горячих системах тоже подразумевает использования армированных материалов, это снизит риск теплового удлинения и деформации.
Трубы и фитинги из полипропилена для водоснабжения и отопления
Армирование
И последнее в свойствах полипропиленовых полостей, о чем стоит упомянуть — армированные материалы, ведь о них уже говорилось в тексте
Армировать трубы важно, ведь это подразумевает включение в их состав алюминиевой фольги или капроновых волокон, что увеличивает прочность, жесткость, термостойкость и сроки эксплуатации водопроводов, сделанных из данного материала
Паять армированные полипропиленовые трубы просто как и обыкновенные, монтаж проводится с использованием того же инструмента, только температура плавления при скреплении участков водопровода фитингами отличается.
Тонкости спайки
Перед тем как паять любые пластиковые трубы следует определить время необходимое для их разогрева. Интервал можно выбрать, изучив инструкцию
Очень важно точно выдержать временной промежуток если труба не прогреется до нужной температуры, то соединение будет недостаточно крепким. Если же пластик перегреть, то он слишком расплавиться и труба будет плохо входить в фитинг
Увеличение нажима, когда идет пайка разогретых пластиковых труб, может привести к тому, что сузиться внутренний просвет.
Не стоит спешить и начинать пайку пока паяльник не разогреется до необходимой температуры, так как это сведет на нет все расчеты интервала необходимого для оплавления трубы до нужного состояния. О том, что паяльник достаточно нагрелся и готов к работе, и может начинаться сварка пластиковых труб в доме своими руками, оповестит, загоревшийся на корпусе, индикатор.
Фитинги и муфты — виды и назначение
При прокладке водопровода для соединения участков водопроводной магистрали применяют специальные муфты и фитинги различных форм. Они бывают прямыми и угловыми.
Для разветвления применяют разветвляющие фитинги различных конфигураций, а также фитинги для перехода труб из полипропилена на другие соединители водопроводной системы, например, гибкие соединения, ведущие к точкам водоотдачи, кранам, смесителям.
Перед монтажом водопроводной или тепловой системы составляется чертёж, учитывающий все повороты, ответвления и соединения с источниками потребления. Это отлично помогает рассчитать необходимый вид и количество муфт и фитингов. После приобретения всех элементов приступают к монтажу конструкции.
Какие особенности полипропилена нужно учесть
При монтаже обращают внимание на:
- температуру подаваемой жидкости;
- схему коммутации трубопроводов.
На внешней части изделий имеется маркировка, обозначающая:
- производителя;
- тип конструкции оболочки (учитывается материал и армирующий слой);
- индекс, определяющий соотношение внешнего диаметра к толщине оболочки;
- номинальные значения внешнего диаметра и толщины оболочки;
- допустимое рабочее давление;
- перечень стандартов, которым соответствует продукция.
Температурный режим использования
При работе с полипропиленовыми изделиями учитывают цветовую маркировку. Если на их внешней части нанесена синяя полоса, то материал рассчитан на использование в линиях холодного водоснабжения. Для горячей жидкости применяются трубы с красной маркировочной полосой. Это позволяет визуально определять назначение каналов и упрощает процедуру монтажа. Недостатком полипропилена является высокий коэффициент температурного расширения. В изделия для горячей воды вводится дополнительный слой фольги или стекловолокна.

Схема подключения труб
Перед началом работ на стене помещения рисуют схему прокладки труб, с помощью которой определяют количество и конфигурацию соединительных элементов. Для стыковки магистралей используют муфты или тройники, позволяющие коммутировать изделия разного диаметра. При креплении с металлическими каналами применяют специальные элементы, которые фиксируются к стальной трубе на резьбе. Существуют обводные петли для монтажа перпендикулярно пересекающихся магистралей, расположенных на одном уровне относительно стены.
Инструкция для пайки
Оборудование и материалы
При подборе труб из полипропилена особое значение имеет, для каких именно целей вы собираетесь использовать конструкцию. К примеру, если вы хотите сделать трубопровод, то вам понадобятся трубы, диаметр которых будет не менее 16 и не более 63 мм. Очень многое зависит от уже имеющихся в доме коммуникаций. Также не получится обойтись без таких инструментов:
- карандаша,
- рулетки,
- брезентовой ветоши,
- фитингов.
Но это лишь вторичные инструменты. Для того чтобы осуществить пайку точно по инструкции вам понадобится паяльник с несколькими насадками
Особое внимание нужно уделить мощности устройства. Она должна быть не мене чем 1200 Вт
В противном случае вам не удастся осуществить операцию на качественном уровне.
Устройство для пайки, мощность которого превышает отметку в 1800, можно использовать в промышленной пайке. Если же вы новичок, то вам подобная скорость может только помешать. Когда паяльник слишком мощный, можно легко повредить конструкции из полипропиленовых труб. Здесь одной инструкции будет недостаточно. Необходим существенный опыт.
Насадки, которые вы будет использовать в процессе пайки полипропиленовых труб, состоят из нескольких частей. Основным элементом является гильза. Именно она позволяет оплавлять полипропиленовые трубы согласно инструкции.
Внимание! Качественные насадки должны иметь тефлоновое покрытие
Если брать стандартный паяльник, то к нему в комплекте идёт как минимум шесть насадок. Они отличаются друг от друга по диаметру. Некоторые устройства позволяют сразу установить три насадки. Естественно, это в значительной мере влияет на производительность.
Отсутствие необходимости в смене насадок во время пайки позволяет значительно сэкономить время и при этом сделать всё точно по инструкции. Дело в том, что нельзя сменить одну насадку на другую до того, как паяльник остынет.
Лучшими для пайки полипропиленовых труб своими руками считаются паяльники, оснащённые электронным регулятором температуры. Эти устройства позволяют с точностью до нескольких градусов подбирать оптимальный температурный режим. Благодаря ему риск навредить конструкции снижается практически до нуля.
Внимание! Вторым по важности инструментом для пайки полипропиленовых конструкций, согласно инструкции, являются ножницы для пластика
При какой температуре нужно осуществлять пайку
Чтобы всё прошло согласно инструкции полипропиленовые конструкции нужно паять при температуре насадки не более чем 260 градусов. Стоит вам превысить данную отметку хотя бы на 10 единиц, и пластиковая основа потеряет свою устойчивость. Как результат элемент просто не войдёт в фитинг. При этом он будет липнуть ко всему, чего будет касаться.









Тем не менее недостаточного нагрева также нужно избегать. Стоит помнить, что если полипропиленовая конструкция не достигнет нужной вязкости и пластичности — диффузия станет невозможной. В таком случае надёжность соединения будет под огромным вопросом. Естественно, что о сроке службы в 50 лет при такой пайке не может быть и речи.
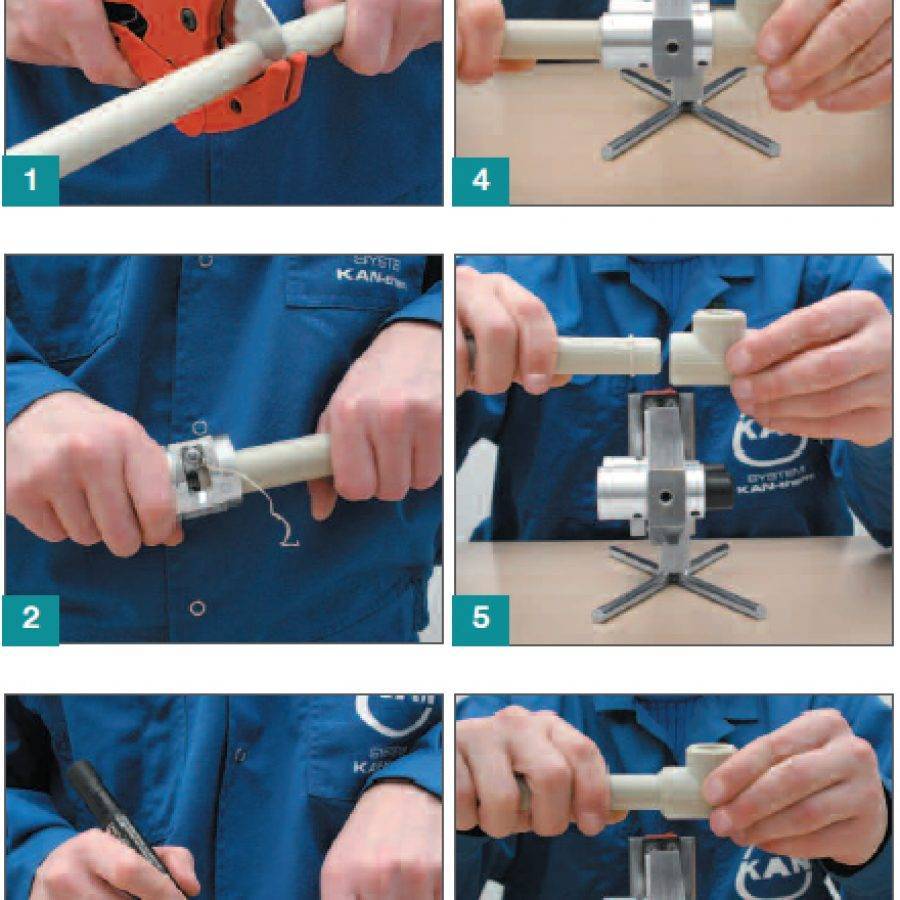
Инструкция пайки
Чтобы осуществить качественную пайку полипропиленовых коммуникаций следуйте данной инструкции:
- Обрежьте полипропиленовые элементы при помощи специальных ножниц. Разрез должен быть перпендикулярным к оси.
- Подберите фитинг подходящего диаметра. Размер элемента в холодном состоянии немного меньше, чем размер трубы.
- Очистите раструб фитинга. В качестве обезжиривающего вещества можно использовать обычную мыльную воду. Некоторые строительные эксперты рекомендуют использовать спиртовой раствор.
- Высушите фитинг после чистки.
- Установите на паяльник подходящую насадку.
- Вставьте трубу в гильзу с расчётом, что паять придётся всю скрывшуюся в отверстии поверхность.
- Наденьте раструб фитинга на дорн.
- Выдержите подходящее для трубы, выбранного вами диметра время нагрева.
- Снимите элемент с паяльника и осуществите соединение. При этом старайтесь не делать поворотов.
При условии, что пайка полипропиленовых элементов была осуществлена точно по этой инструкции — образуется сплошной наплыв на раструбе. Он будет напоминать собой своеобразный валик по всей окружности.
После того как пайка завершена — вам остаётся выдержать период, пока полипропиленовая конструкция не остынет. При этом необходимо обеспечить детали максимальный покой или же возможны серьёзные деформации.
Внимание! Нельзя осуществлять пайку полипропиленовых труб при температуре менее нуля градусов
Это важное условие инструкции
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной





