

Необходимые материалы и инструменты
Для того чтобы сделать керамзитоблоки своими руками, необходимо, в первую очередь подготовить инструменты и материалы. Лучше выбирать качественное сырье, независимо от целей использования — коммерческих или личных.
Для изготовления понадобятся:
- Бетономешалка. Даже для постройки одного дома рекомендуется приобретать её объёмом от 120 литров. В среднем цена такого инструмента — 10 тыс. рублей.
- Стол для вибропрессования. Его можно приобрести в готовом виде в строительных магазинах за 7−10 тысяч рублей. Плюсом покупных моделей является уже вмонтированная форма для заливки блоков. Но можно такой стол сделать и самому из столешницы и электрического мотора.
При наличии большого количества форм вдвоём можно сделать за один рабочий день до 150 блоков. Покупная модель может произвести за несколько минут от 1 до 4 готовых блоков. Конечно, им нужно ещё дать время для высыхания. Если требуется небольшое количество материала, а бюджет на постройку ограничен, то можно сделать керамзитные блоки своими руками из самостоятельно изготовленных приспособлений — ёмкости для замешивания бетона и формы для заливки.
Изготовление форм
Домашнюю форму можно изготовить из доски, пластика или листа металла. Главное, чтобы она была ровной. Размер одного стандартного блока составляет 39х19х19. Можно сделать одну форму с такими размерами или прямоугольник с несколькими отсеками для одновременного производства нескольких блоков. Форма изготавливается из двух частей, каждая из которых напоминает букву Г.
Деревянное изделие лучше соединить металлическими уголками, а с внутренней стороны обшить тонким листом стали. В противном случае дерево будет впитывать влагу, что плохо скажется на прочности блоков. В качестве альтернативы металлическому листу можно использовать автомобильное масло. Оно также хорошо будет защищать деревянное изделие от влаги.
Сделать керамзитобетонные блоки самому можно как цельные, так и с пустотой внутри. Она делается не только в целях экономии раствора, но и для того, чтобы стены имели лучшую теплоотдачу. Для этого нужно подготовить три цилиндра одинакового размера. Для того чтобы они крепко держались на своём месте, их сначала соединяют между собой, а потом прикручивают шурупами к боковой части формы.
Если блоков нужно немного, то для создания пустот внутри изделия используют пластиковые или стеклянные бутылки. Но перед работой их необходимо заполнить водой для того, чтобы они были более устойчивыми. Вставлять их в форму необходимо только после заполнения её раствором на 60%.
Приготовление раствора
Вторым этапом необходимо подготовить раствор. Для того чтобы получить качественные изделия, нужно смешать цемент, песок и керамзит в пропорциях 1:3:8. Воду добавлять с расчётом 200 литров на 1 кубический метр раствора. Учитывать нужно также и изначальную влажность цемента, песка и керамзита.
Для приготовления раствора необходимо подготовить:
- Керамзит. Прочность лучше выбирать в пределах от П150 до П200, а диаметр шариков от 5 до 10 мм. Более крупные частицы придадут блоку огрядную форму и прочность будет гораздо ниже.
- Песок. Рекомендуется использовать богатый на гравий, а не обычный.
- Цемент марки М 400−500.
- Вода.
- Пластификаторы. Можно использовать мильный раствор или порошок (1% от общей массы раствора). Также для этих целей подойдёт зола или известь.
При производстве важно не только соблюдать правильные пропорции, но и в необходимой последовательности добавлять каждый элемент. Для начала необходимо рассчитать нужное количество воды
После этого в бетономешалке тщательно перемешивается песок, керамзит и цемент, а потом добавляется жидкость. Полученный раствор должен напоминать по своей консистенции разогретый пластилин.
Есть случаи, когда нет возможности купить оборудование. Тогда керамзитобетонные блоки своими руками можно сделать с помощью обыкновенной лопаты. Размешивать раствор желательно небольшими порциями, это не даст ему застыть преждевременно.
Самодельный станок для изготовления блоков
Это устройство даст возможность получать более надежные строительные материалы, а также ускорить сам процесс производства. Сборка его не обещает особых трудностей при изготовлении, однако такое оборудование будет в состоянии поспорить даже с заводскими аналогами.
Самый элементарный вариант вибропрессовочного станка состоит из матрицы, ручного пресса и вибратора. Чтобы минимизировать физические нагрузки, «давилку» легко усовершенствовать — применить рычажную систему.
Материалы, инструменты
Чтобы собрать станок для изготовления блоков, необходимо подготовить и/или приобрести:
- листовой металл, минимальная толщина — 3 мм;
- трубы для пустот, диаметр — от 8 до 10 мм;
- швеллера, полосы металла (3 мм);
- электродвигатель (до 1 кВт);
- болгарку, диск для металла;
- сварочный аппарат;
- слесарный инструмент;
- тиски;
- шплинты;
- крепеж: болты, гайки, шайбы.
Размеры и форму матрицы выбирают самостоятельно, так как эти параметры зависят лишь от масштабов производства блоков.
Как делают оборудование?
Изготовление самодельного вибропрессовочного станка происходит по такому сценарию:
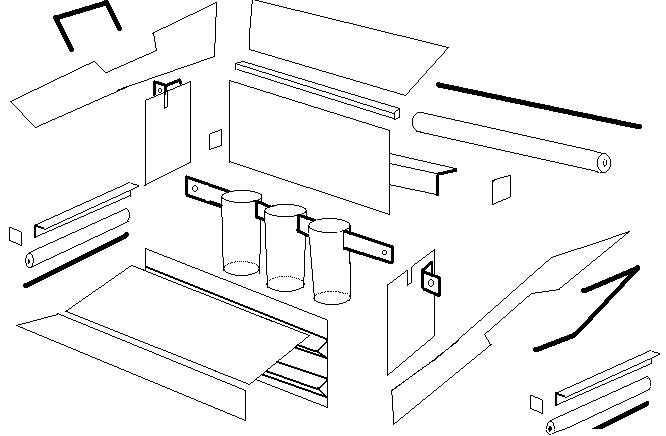
- Из листового металла болгаркой вырезают заготовки для стенок формы, а также для внутренних перегородок. К высоте прибавляют лишние 50 мм, они будут необходимы для трамбовки бетона.
- Трубу режут на такое количество отрезков, сколько необходимо для пустот всех кирпичей, изготавливаемых одновременно. Каждый из них должен иметь по три отверстия. Длина каждого элемента меньше высоты матрицы: разница составляет 3-5 мм.
- Цилиндрические отрезки превращают в конусные. Трубы сначала разрезают до середины, затем обжимают заготовки в тисках. Теперь черед сварочных работ: это соединение сторон обжатых труб, глухое заваривание элементов с двух сторон.
- Следующий шаг — соединение каждых трех заготовок металлическими пластинами. Затем добавляют с обоих краев «трубчатого» ряда по пластине для крепления к стенкам. В них делают отверстия для фиксации к проушинам.
- Посередине каждого отсека делают пропилы. С внешней стороны формы приваривают проушины. Они дают возможность временного крепления труб для получения пустот. В этом случае, убрав цилиндры, можно делать полнотелые шлакобетонные блоки.
- Сваркой снаружи длинной (либо поперечной, это зависит от размеров станка) стенки приваривают четыре болта для фиксации электродвигателя-вибратора. Сверху приваривают металлический фартук, а по краям — лопасти.
- Из толстой пластины делают пресс с ручками и отверстиями для труб-ограничителей. Диаметр их немного больше, чем у труб: пресс должен опускаться вглубь матрицы на 50-60 мм, но не более.
- Монтируют двигатель. На вал приваривают эксцентрики. Это болты, которые фиксируют параллельно валу, оставляя место для гаек. Оси крепежей должны совпадать. На болты накручивают гайки, они дадут возможность изменять силу и частоту вибрации.
- Станок чистят, полируют, грунтуют, сушат, потом окрашивают. Последние необходимые операции — шплинтование (стопорение) резьбовых соединений, заземление электрической части.

Производительность
Этот агрегат не сможет гарантировать больших объемов продукции, однако и цели такой в домашнем хозяйстве обычно не ставят. Говорят, что работая вдвоем с матрицей на несколько шлакобетонных блоков, за день можно изготовить десятки камней. Тут цифры очень разнятся, поэтому приводить их в качестве примера не имеет смысла.
Этапы изготовления керамзитобетонных блоков
Образование рабочей смеси
Сначала в бетономешалку заливают воду, затем насыпают цемент, потом подмешивают керамзитовый песок, после чего добавляют крупнофракционный керамзит. Все ингредиенты тщательно перемешивают.
Формирование и уплотнение смеси
Изготовленным раствором заполняют формы необходимых размеров. В них смесь уплотняется. Излишняя жидкость, посредством пуансона, отжимается.
Предварительная просушка бетонных изделий
Блоки высвобождаются из форм автоматически либо вручную. Готовые изделия располагаются отдельно друг от друга для просушки. На это может потребоваться от 6 часов до одних суток. Уложенная в штабеля продукция, что называется, «доходит» до нужной кондиции в течение трех суток.
Увлажнение блоков
В соответствие с технологическими нормами, бетонные изделия держат две-три недели в слегка увлажненной среде.
Окончательная недельная просушка.
В течение этого времени цемент приобретет марочную прочность.
Если производство керамзитобетонных блоков осуществляется зимой либо нет условий для полноценной просушки изделий, в рабочую смесь добавляют пластифицирующие добавки. Они сокращают процесс схватывания бетона до 6-8 часов, обеспечивают прочность блокам, повышают их морозостойкость.







Видео: производство керамзитоблоков в домашних условиях.
Технология изготовления керамзитобетонных блоков
Сократить временные потери и снизить трудозатраты позволит бетономешалка – стандартное оборудование в арсенале строителя. При дефиците времени проблема решается использованием вибростанка, несложную модель такого станка можно изготовить самостоятельно.
https://youtube.com/watch?v=Z7Z3LZXAxow
Для этого достаточно к форме приделать маломощный, но высокооборотистый электромотор, превращаемый при помощи эксцентрика в полноценный вибратор. Колебания матрицы заставляют смесь распределяться в форме максимально плотно и равномерно, улучшая прочностные характеристики готовых изделий. Максимальной производительностью обладают вибропрессы, изготовленные в заводских условиях: профессиональные станки оснащаются дополнительным оборудованием, позволяющим автоматизировать процесс, исключив тяжелый ручной труд. Но и стоят такие вибропрессовочные станки немало.
Простое оборудование для производства блоков
Приобретение станка для производства блоков при строительстве дачного дома может оказаться непозволительной роскошью. В этом случае можно за весенне-летний сезон, при установлении плюсовой температуры, изготовить блоки на улице. Использовать для такого производства можно разборные конструкции без вибрационного механизма.
Для стенок самодельной конструкции используют древесину или листы металла. Конструкцию изготавливают с учетом размера ячеек для блоков, которые, по стандарту, составляют 40−20−20 см. Для изготовления полупустотных изделий применяют бутылки от шампанского или металлические цилиндры. Цилиндры изготавливаются с диаметром не менее 8 см.
https://youtube.com/watch?v=ORyVfoqKrg4
Последовательность изготовления
Процесс изготовления блоков на таком оборудовании проходит следующим образом:
- Собирается готовая конструкция из стенок.
- Внутрь каждого отсека устанавливаются цилиндры или бутылки.
- Все внутренние стороны конструкции вместе с цилиндрами обрабатываются маслом.
- Готовится мягкий раствор и заливается в формы.
- Спустя несколько часов, форма разбирается.
- Блоки оставляют на открытом воздухе для просушки.
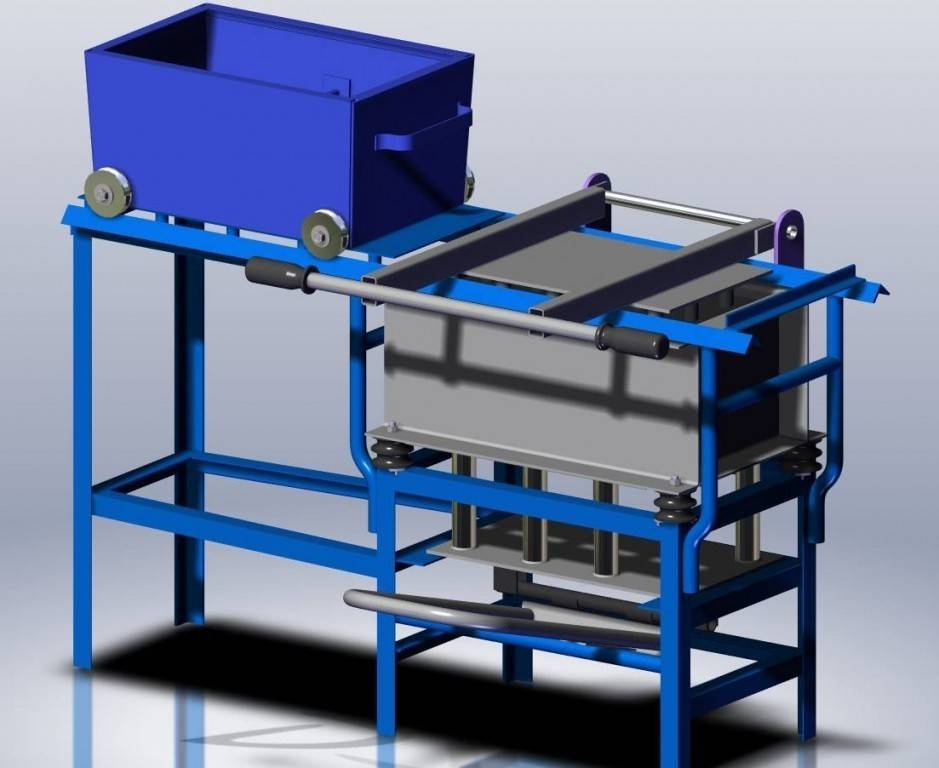
Более сложную модель шлакоблочного механизма с вибрационным устройством можно сделать самостоятельно при наличии в хозяйстве всех комплектующих.
Самодельный станок позволяет устанавливать необходимое количество форм для производства блоков. При изготовлении форм добавляют около 5 см по высоте, чтобы в процессе производства с вибрацией получить качественное изделие.
Для изготовления форм берут листовой металл толщиной не менее 3 миллиметров. Сваривают форму по внешним сторонам, чтобы в процессе производства блоков изделия имели правильную форму и внешний вид.
Внутренние цилиндры для получения пустотных блоков делают из того же металла, что и сама форма, с диаметром 8 см. Перед каждой заливкой раствора форму следует смазывать маслом, чтобы избежать прилипания раствора к стенкам.
Для удаления пузырьков воздуха из блоков в процессе изготовления и равномерного распределения раствора по форме станок снабжают вибрационным механизмом. Электрический двигатель от старой стиральной машины с мощностью от 150 Вт вполне справится с такой задачей. Для этого требуется планку со смещенным центром тяжести приделать к рабочему валу. Вибрация должна осуществляться на среднем уровне. Регулировка вибрации должна осуществляться вручную, чтобы в итоге получились блоки хорошего качества.
К форме для блоков приделывают подъемный механизм. Можно приварить обычные металлические ручки с двух сторон формы, чтобы не тратить время на изготовление сложной конструкции. Подъемный механизм нужен для правильного освобождения блоков от матрицы и сохранения исходной формы.
Рекомендации по выбору оборудования
Чтобы в домашних условиях наладить производство керамзитобетонных блоков необходимо иметь два типа оборудования — бетоносмеситель и вибропресс. Первый станок будет использоваться для приготовления раствора, второй — для формовки блоков требуемых размеров.
Конкретный выбор оборудования необходимо осуществлять исходя из планируемых объемов производства. При организации небольшого производства (до 400 блоков в день) можно обойтись обычной гравитационной бетономешалкой, стоимость которой не превышает 15 тыс. рублей. Потребуется бетономешалка объемом 200-250 л. Однако если вы планируете заняться изготовлением блоков серьезно, то имеет смысл брать бетоносмеситель принудительного типа, цена которого составляет 50-150 тыс.

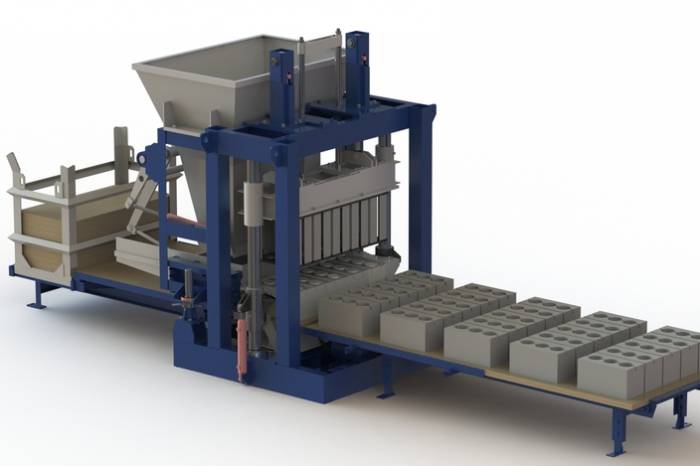
Автоматизированная производственная линия
Дело в том, что для смешивания керамзитового раствора бетономешалка не очень подходит, так как согласно технологии первоначально нужно залить керамзит водой, а при засыпке компонентов в бетономешалку пористые и легкие гранулы керамзита держатся не поверхности и не перемешиваются. Проблему можно устранить с помощью ручного смешивания компонентов лопатой, однако при ориентировке на средние объемы производства это несерьезно.
Выбор вибропресса более сложен, так как на рынке представлено большое количество разновидностей таких станков — мобильные, стационарные, автоматизированные и ручные. Тут нужно руководствоваться двумя факторами — площадью отведенного под цех помещения и типом изготавливаемых блоков.
Существуют две разновидности блочных изделий — теплоизоляционные (низкой плотности) и конструкционные (высокой плотности). Теплоизоляционные блоки, как правило, пустотелые. Чем больше пустот в блоке — тем ниже его себестоимость. Если планируется производить теплоизоляционные изделия, то выбирайте станки с матрицами имеющими проверенную форму пустот, которая чаще всего используется в вашем регионе. Оборудование среднего класса зачастую имеет сменные матрицы, что позволяет изготавливать на одном станке разные блоки.
В зависимости от принципа работы выделяют два типа вибропрессов:
- вибростолы
- вибростанки.

Производство в домашних условиях
Вибростолы — многофункциональное оборудование, которое помимо блочных изделий может использоваться для производства тротуарной плитки. При работе с вибростолом формовочная матрица заполняется раствором при включенном приводе, при этом дополнительное прессование отсутствует. В плане качестве итоговых изделий столы значительно проигрывают полноценным станкам.
Принцип действия формовочного вибрстанка отличается. Их матрица имеет увеличенные размеры по высоте, после засыпки раствора матрица закрывается прессом — верхней крышкой, и затем включается вибропривод. В итоге блок уплотняется не только вибрацией, но и механическим давлением. Стоимость вибростанков начинается с 6-ти тысяч и может доходить до 200 т.р. В минимальной ценовой категории представлены агрегаты рассчитанное на одновременное производство 1-2 блоков.
к меню
Технология, сырье и пропорции компонентов
Пару слов о самой технологии производства керамзитоблоков. Раствор, используемый для формовки блоков имеет пропорции по объему 1:3:6 — цемент-песок-керамзит. Прочность блоков непосредственно зависит от марки используемого цемента, чтобы не рисковать с качеством итоговых изделий имеет смысл брать цемент М400-М500.
Песок можно использовать как речной, так и карьерный. Если вы планируете сертифицировать свою продукцию, то необходимо подбирать песок размеры фракций которого соответствуют требованиям ГОСТ. Керамзит может быть дробленным — размер гранул 1-10, либо отвесной — фракции 1-5.
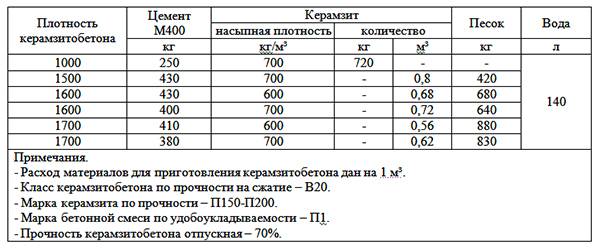
Состав керамзитобетона разной плотности
Последовательность замешивания раствора следующая — первоначально в бетоносмеситель добавляется вода, в которую засыпается керамзит, далее смесь перемешивается и засыпается требуемое количество песка с цементом. После того как раствор смешался до равномерной консистенции он распределяется по формовочным матрицам.









После вибропрессования блок начинает держать форму, он выкладывается на пол цеха где отлеживается до набора отпускной прочности. По истечению 2-3 дней блоки можно складывать штабелями. Для ускорения темпов сушки на крупных производствах используются пропарочные камеры, однако изготовление керамзитобетонных блоков в домашних условиях обходится без них, ввиду высокой стоимости такого оборудования.
к меню
Последовательность изготовления шлакоблоков
Сама процедура формирования шлакоблоков достаточно проста. Наловчившись, вы будете тратить на один цикл производства шлакоблоков не более минуты (без учета времени на приготовление строительного раствора и других непроизводственных потерь).
Последовательность операций следующая:
- смазываем форму машинным маслом (только не отработкой!) или другим жидким смазочным материалом;
- укладываем в форму строительный раствор;
прижимаем смесь прессом и включаем мотор на 5-10 секунд;
поскольку под воздействием вибрации и пресса смесь дает некоторую усадку, добавляем раствор и повторяем процедуру
Здесь важно не переусердствовать: шлакоблоки должны иметь одинаковую высоту, но если вы добавите смеси больше, чем нужно, снятие излишков превратится в трудную, ненужную задачу. Со временем вы научитесь дозировать раствор на самодельном шлакоблочном агрегате в необходимых объемах;
поднимаем форму, оставляя изготовленное готовое изделие на месте, если используется вибростанок, именуемый в народе «несушкой», или переносим готовое изделие на место постоянного хранения.
Как видим, самостоятельное изготовление строительных блоков – процедура несложная, если учесть, что при этом, в качестве наполнителя для шлакоблоков можно использовать строительный бой, образующийся на месте ведения строительства.
Никто не мешает использовать при изготовлении шлакоблоков и другой блочной продукции готовые агрегаты, производимые серийно промышленным способом. Как уже отмечалось, если отсутствуют возможности приобрести новый станок, возможен альтернативный вариант – приобретение подержанного. В этом случае вибростанок для производства блоков будет стоить не намного дороже, чем самостоятельное изготовление – 4000-10000 рублей, в зависимости от состояния агрегата.
Originally posted 2016-11-29 09:42:53.
Плюсы и минусы применения шлакоблоков
К достоинствам шлакоблока следует отнести:
- возможность изготовления на дачном участке или в частном доме;
- сушка материала может проходить как в автоклаве (промышленное производство), так и на открытом воздухе (при самостоятельном изготовлении);
- здание из шлакоблоков несёт минимальные потери тепла;
- материал недорогой;
- возведение постройки осуществляется быстро, учитывая большие размеры блоков;
- при замешивании раствора вы можете, меняя пропорции, придавать ему те или иные качества;
- вам подвластно произвести шлакоблок любых размеров.

Изготовленные вручную блоки
Недостатки шлакоблока:
- невысокие показатели морозостойкости, но с применением специальной добавки их можно повысить;
- есть сомнения в плане экологичности, в особенности для изделий, сделанных на основе доменного шлака;
- что касается характеристики поглощения жидкости, материал имеет сильное влагопоглощение требует специальных защитных покрытий;
- хрупкость (для строительства высоток этот материал явно не подходит).

Разновидности
Существует несколько разновидностей станков для блоков, которые можно купить в строительных магазинах или с рук на существующих производствах. Ориентироваться при выборе стоит на конечную цель покупки такого агрегата – самостоятельное использование, коммерческая деятельность или что-то иное.
Полумеханический
Самым простым вариантом будут модели станков для производства одного блока. Они весят всего около 20 кг и в час производят до 25 изделий. Это оптимальное решение для тех, кому станок необходим для выполнения небольших или единоразовых немасштабных работ. Мощность двигателя составляет около 200 Вт. Стоимость такого устройства находится в пределах 7000-10000 рублей.
Полумеханический станок
Следующий по уровню вариант уже изготавливает до 60 блоков в час. Стоимость такой строительной техники будет заметно отличаться в зависимости от количества матриц и прочих технических характеристик. В среднем, цена нового станка находится в диапазоне 15 000 – 25 000 рублей. Если есть возможность забрать аппарат, бывший в употреблении, то стоимость будет немного ниже.
К тому же существуют и станки увеличенной мощности для того, чтобы максимально разгрузить оператора в процессе работы. Они имеют специальную прижимную крышку, что является одним из важнейших компонентов полумеханических станков. Вес машины составляет примерно 200-22 кг.
В зависимости от комплектации и других параметров станки данного вида обойдутся в сумму 40-60 тысяч рублей. Работают от сети в 380 Вт.
Полуавтоматический вибропресс
Такие станки подходят для целого спектра сложных, но востребованных строительных работ. Таких как, изготовление бордюров, плитки для тротуара, композита для облицовки зданий и т.д. Конкретное предназначение будет зависеть от предустановленной матрицы на данном аппарате.
Однако, стоимость таких устройств довольно велика – в районе 200 000 – 500 000 рублей, в зависимости от модели, срока выпуска, производителя и эксплуатации. Вибропрессы относятся к категории крупногабаритных станков с большим весом (около 800кг), приобретать их целесообразно только если есть какое-то помещение для хранения готовых блоков и самого пресса.
Полуавтоматический вибропресс
Основные характеристики:
- мощность двигателя ориентировочно 5,2 кВт;
- выпуск до 850 изделий за час непрерывной работы;
- установка от 3 до 7 матриц;
- интервал виброуплотнителя – 25 секунд.
Управление такими машинами происходит посредством рычажного пульта, который контролирует оператор. За счет автоматизма работы станка качество готовой продукции неизменно остается высоким.
Собираем станок для изготовления шлакоблоков своими руками
Готовимся собрать станок для шлакоблоков – подготовка материалов и инструмента
В арсенале домашних мастеров обычно имеется требуемое оборудование и инструменты. Каталог необходимого оборудования и материалов:
- устройство электрической сварки;
- болгарка с диском для резки металла;
- набор слесарного инструмента;
- тиски;
- листы трехмиллиметрового металла;
- обрезки стальных труб;
- электрический двигатель или готовый вибратор;
- болты, шайбы, гайки для крепления деталей.
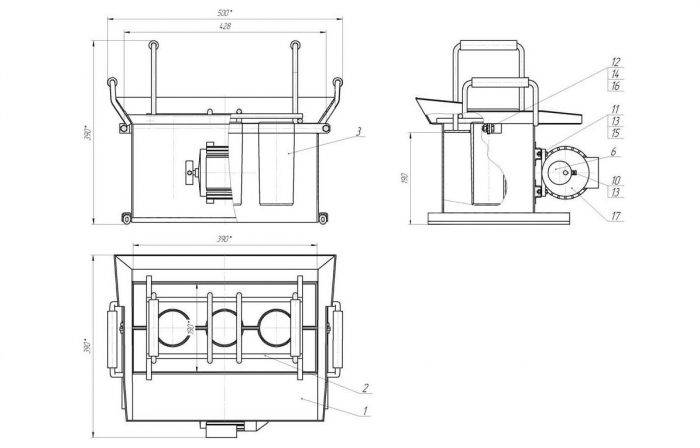
Количество металла для изготовления устройства определяется в соответствии с чертежом или эскизом, на котором указаны все размеры.

Первым делом нарезаются заготовки из листа металла 3 мм, работать болгаркой следует аккуратно
Как изготовить форму на станок для блоков своими руками – чертежи и сборка
Изготавливайте ее по следующему алгоритму:
- Разметьте контуры деталей на металлическом листе, прирежьте заготовки для изготовления формовочного ящика.
- Сварите обечайку будущей емкости, проконтролируйте соблюдение прямых углов.
- Отрежьте болгаркой куски труб, длина которых соответствует высоте шлакобетонного блока.
- Выполните вдоль оси вырезы с противоположных сторон труб, придайте заготовкам коническую конфигурацию.
- Приварите их к основанию ящика, соедините поперечной перемычкой для повышения жесткости.
- Приварите основание с коническими вставками к обечайке, зафиксируйте заглушки на торце труб.
- Изготовьте две ручки для перемещения формовочного ящика, зафиксируйте их с двух сторон конструкции.
- Изготовьте крышку формовочного ящика, выполните в ней отверстия, соответствующие размерам технологических вставок.
- Закрепите внутри ящика упоры на уровне, соответствующем высоте блока. Они выполняют функцию ограничителя для крышки.
Применение группового формовочного ящика с увеличенными габаритами повысит производительность оборудования, а применение разборной литформы облегчит извлечение.
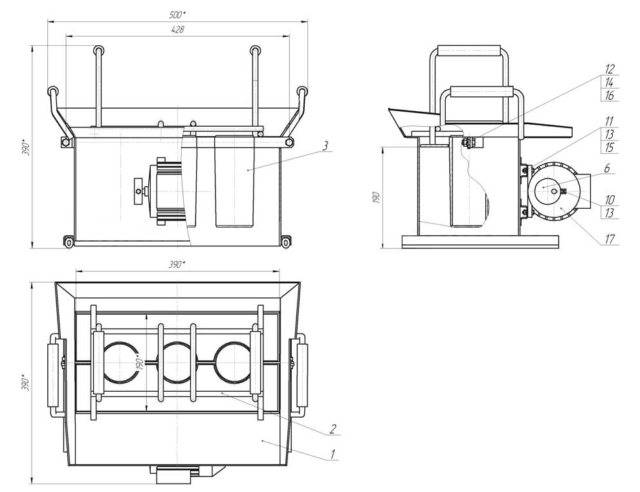
Чертеж для изготовления станка своими руками
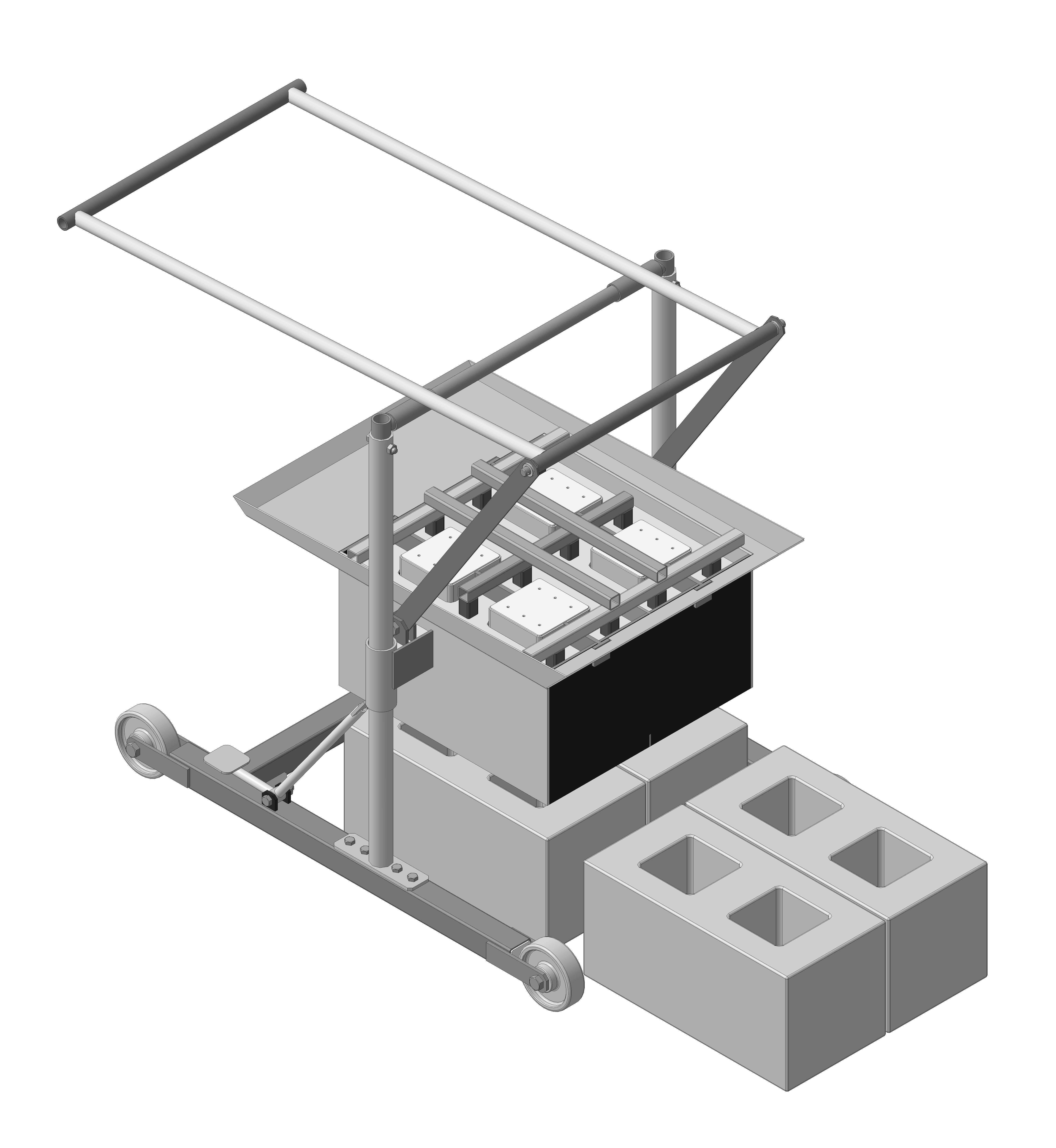
Как самому сделать станок для изготовления блоков
В качестве материала для изготовления используйте имеющийся в домашнем хозяйстве металлопрофиль.
Последовательность действий:
- Сварите боковины станины, соедините их перемычками.
- Изготовьте рабочую площадку и закрепите между стойками.
- Присоедините шпильки крепления вибродвигателя к площадке.
- Зафиксируйте на приводном валу мотора эксцентриковый балансир.
- Прогрунтуйте поверхность металла, затем покройте краской.
- Подключите кабель электропитания к двигателю и выполните пробный пуск.
Тщательно изучив предварительно разработанный проект и чертежи, станок для изготовления шлакоблоков своими руками изготовить несложно.
Особенности стенового материала
Один из секретов популярности шлакоблоков — их низкая себестоимость. Причина тому — возможность использовать при изготовлении продукции отходы металлургического производства и другие наполнители, добыть которые легко.










Добавки
Помимо портландцемента и песка в состав шлакоблоков может входить:
- древесная щепа;
- гипс;
- гранитная крошка;
- керамзит;
- кирпичный бой;
- мелкофракционный гравий;
- пепел;
- перлит;
- стеклянный бой;
- хвоя;
- шлаки;
- щебеночный отсев.

Пропорции при замешивании раствора зависят лишь от выбранного сырья — от состава наполнителей. Обязательное требование — достаточная густота, невозможность растекания смеси. Марка цемента играет важную роль: она должна быть довольно высокой — как минимум М400.Чтобы улучшить эксплуатационные характеристики, иногда добавляют пластификаторы: обычно на один блок берут 5 граммов. Этот компонент обеспечивает морозостойкость, прочность, улучшает показатели водонепроницаемости.
Пропорции
Универсального «шлакового» состава не существует. Каждый мастер-кустарь, довольно давно изготавливающий шлакоблоки, имеет свое, проверенное временем, соотношение компонентов. Если говорить о промышленном производстве, то там используют следующий рецепт:

- доменный шлак — 7 частей;
- крупнозернистый песок — 2;
- портландцемент — 1,5;
- вода — 1,5-3.
Для получения цветных шлакоблоков в раствор дополнительно вводят мел либо красный растолченный кирпич. Могут возникнуть вопросы насчет количества воды. Жидкости нужно столько, чтобы смесь не растекалась. Тут все просто — нужен тест. Чтобы убедиться в идеальной консистенции, горсть приготовленного раствора бросают на землю. Правильная смесь должна рассыпаться. Если ее собрать, а потом сжать в кулаке, она обязана снова стать плотным комком.Сделанный самостоятельно, станок для изготовления блоков дает возможность производить разные шлакобетонные кирпичи:
- Полнотелые изделия. Их достоинство — максимальный запас прочности. Недостаток — невысокие теплоизоляционные качества.
- Пустотелые блоки. Они достаточно хорошо сохраняют тепло, имеют приличные звукоизоляционные характеристики. Чтобы обеспечить материалу необходимый уровень прочности, объем полостей должен составлять 1/3 от общего объема.
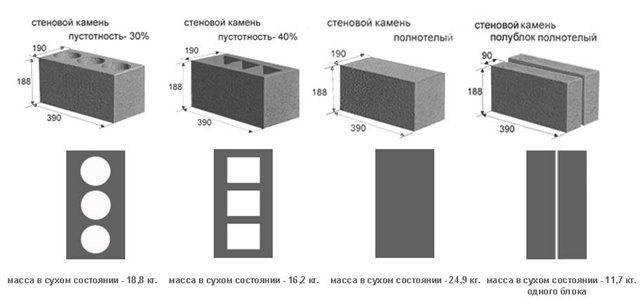
Превышение этой доли не гарантирует надежности шлакоблоков, если из них планируют возводить несущие стены. Для межкомнатных перегородок, а также в качестве облицовочного материала можно использовать продукцию, имеющую большую пустотность — 40%.Габариты самодельной продукции могут быть любыми. Некоторые останавливаются на стандартных размерах — 190х188х390 мм, однако многие решают использовать кратные величины — 200х200х400 мм. Причина — возможность упростить сопряжение с другими элементами возводимого здания.
Характеристики

Они могут немного отличаться. Качество зависит от способа изготовления, от тех отходов, которые используют в роли наполнителей. Однако любому материалу присущи общие характеристики.
- Вес. Масса пустотелого блока — 18-23 кг, полнотелого шлакобетонного камня — 25-28 кг. Есть полублоки (90х188х390 и 120х188х390 мм), они затягивают на 10-13 кг.
- Коэффициент теплопроводности. Здесь свойства стенового материала больше зависят от вида наполнителей, однако показатели шлакоблоков относят к самым низким: 0,27-0,65 Вт/м*К.
- Плотность и прочность на сжатие. Первый показатель зависит от свойств наполнителей и может составлять 750-1455 кг/м 3 . Марки шлакобетона — М35-М150. Цифра означает килограммы, давление которых приводит к полному разрушению образца.
- Срок эксплуатации — 30 лет (кустарное производство), 100 лет (промышленное изготовление). На долговечность материала влияет климатическая зона, в которой находится здание.
- Экологичность. В этой «номинации» шлакоблоки находятся в конце списка, так как отходы металлургического производства не дают надежды на безопасность продукции. По этой причине их рекомендуют использовать только для строительства хозяйственных объектов или гаражей.

Несмотря на последний пункт, заводские шлакоблоки остаются очень востребованным стройматериалом в малоэтажном строительстве. Из них возводят не только стены: некоторые выбирают эти камни для строительства фундамента. Однако самодельные кирпичи совершенно не подходят для этой ответственной роли. Зато есть шанс получить изделия без особо опасных компонентов.
Сушка
Сушка является еще одним важным этапом изготовления шлаковых блоков. На сам производственный процесс обычно уходит примерно 2-4 суток. Достаточные прочностные характеристики, которые позволяют переходить к применению блоков, как правило, достигаются через 28 дней. Именно такое количество времени необходимо, чтобы получить качественный строительный материал, пригодный для проведения тех или иных работ. Также шлакоблоки могут высыхать и естественным путем. Как правило, данный процесс имеет место при простом методе изготовления материалов (в обычных формах).
Для сушки шлакоблоков нередко используют специальные камеры, которые предупреждают растрескивание в процессе их затвердевания. Чтобы блоки не покрылись трещинами, их надо время от времени смачивать. Данный процесс особенно актуален, если производственный процесс осуществляется в жаркую погоду.







