

Седелки и область их применения
Кроме фитингов есть еще одно интересное устройство, которое позволяет делать ответвления от уже готового трубопровода. Это седелки — специально разработанный муфты. На этой муфте есть один или несколько отверстий с резьбой. В них обычно ставится кран, а к нему подключается новая ветка водопровода.

Седелки для полиэтиленовых водопроводов
Седеки надеваются на трубу, закрепляются винтами. После чего в ответвлении дрелью и толстым сверлом в поверхности трубы сверлится отверстие. Когда оно готово, устанавливается кран, собирается ветка дальше. Так совершенствуют систему с минимальными усилиями и затратами.
Разновидности пластиковых труб
Прежде чем разобраться с тем, как соединять пластиковые водопроводные трубы, стоит узнать какие виды находятся в магазинах и чем они отличаются друг от друга.
Пластиковые трубы бывают следующих видов:
- ПВХ – изделия из поливинилхлорида отличаются особенной гладкостью внутренней поверхности и аккуратностью внешней стенки, благодаря которым изделия широко используются для сантехнических конструкций и водопроводов. Основное преимущество данного вида изделий является легкость монтажа, при котором не требуется специального оборудования, так как соединение происходит «холодным» способом.
- РР – полипропиленовые конструкции бывают однослойные и многослойные. Диаметр таких изделий начинается от 16 мм и доходит до 1,25 метра. Соединить полипропиленовые трубы можно специальным аппаратом. Одним из преимуществ данного вида является возможность их перехода с помощью специальных фитингов на арматуры из металла, что является достаточно актуальным в жилых домах при проектировании отопительных и водопроводных конструкций.
- РЕ – полиэтиленовые конструкции являются универсальным средством для ремонтов в любое время года, так как могут монтироваться даже при температуре в -20 градусов. Бывают двух видов: ПНД (низкого давления) и ПВД (высокого давления). Диаметр этих пластиковых труб бывает от 20 до 63 мм с максимальными показателями давления от 5 до 10 атмосфер. Для сварки внутри каждой конструкции находится резиновая муфта, которая позволяет легко провести электросварку.
- РЕХ – изделия из сшитого пропилена проходят при производстве дополнительную обработку высокого давления, которая делает конструкции из такого материала более выносливыми, даже при постоянных перепадах температуры. Используются такие изделия, как для бытовых целей, так и для построения систем подогрева пола. Соединение проводится с помощью фитингов и обработками специальными газами или путем облучения потока электронов.
- PEX-AL-PEX – конструкции из металлопластика обладают дополнительной устойчивостью к внешним воздействиям, благодаря слою из алюминиевой фольги, который располагается между двумя слоями сшитого полипропилена. Несмотря на многослойность таких изделий металлопластиковая арматура сохраняет гибкость. Соединение производят с помощью фитингов под опрессовку или же закручивание.
Трубы из полиэтилена: их соединение
Вопрос о соединении полиэтиленовых труб с водозапорной арматурой и между собой встает при устройстве сетей водопровода.
Так, соединения полиэтиленовых труб, в зависимости от своего функционального назначения, разделяются на две группы:
- разъемные – они могут быть разобраны в течение эксплуатационного срока:
- зачастую разъемное соединение производят при помощи же фланцевого соединения, то есть при использовании обычных стальных фланцев.
- а вот цанговые соединения осуществляют при помощи компрессионных фитингов на малых диаметрах труб.
- неразъемные – при эксплуатации их разборка не требуется. Неразъемное соединение труб из полиэтилена производится при использовании:
- стыковой сварки;
- сварки муфтой с закладными электрическими нагревателями (сварки с электрофузионной муфтой).
Приведем технологию проведения каждого вида соединений.

Сварка при помощи электромуфты
Что из себя представляют трубы ПНД
ПНД — это полиэтилен, изготовленный под низким давлением. ПНД получается путем полимеризация органического вещества этилена при температуре до 120 ͒С под давлением до 2 МПа в растворе специального катализатора. Получившийся материал еще называют полиэтиленом высокой плотности (ПВП), поскольку он плотнее и прочнее других полимеров.
Преимущества и недостатки труб ПНД
К преимуществам ПНД труб относятся:
- Невосприимчивость к любого рода растворителям. При температуре до 80 ͒С трубы из ПНД не растворяются вовсе. При достижении этой температуры — только в специальных растворителях. Вода наносит вред только при температуре от 180 ͒С.
- Не подвергаются коррозии. Это проблема известна для всех металлических труб, которые под действием воды и воздуха со временем начинают окисляться. ПНД трубам коррозия не страшна, поскольку в их составе нет металлов.
- Гладкая внутренняя поверхность. Шероховатости и неровности приводят к накоплению разного рода загрязнений. Со временем такая грязь способная почти полностью перекрывать просвет. Трубы ПНД гладкие, потому ничего не мешает ламинарному течению жидкостей по ним.
- Долговечность. Производители обещают, что их продукция способна прослужить до 50 лет. Стоит учитывать, что эта цифра была получена теоретическим путем. Полиэтилен высокой плотности был введен в эксплуатацию около 60 лет назад, потому достоверных данных о таком сроке службы еще не получено.
- Гибкость. ПНД трубы очень гибкие, их даже можно свернуть в рулон. Это неоспоримое преимущество в том случае, если их прокладывают через неровную местность.
- Высокая прочность. ПНД — прочный, герметичный и в то же время эластичный материал. Он не протекает, не ломается и не перегибается. Благодаря гибкости и прочности они хорошо зарекомендовали себя даже в сейсмически активных районах.
Существенным недостатком является неустойчивость материала к ультрафиолетовым лучам.
Трубы ПНД прокладывают только под землей или внутри помещений вдали от солнечного света. При воздействии солнечных лучей, полиэтилен высокой плотности становится хрупким и начинает разрушаться. Процесс распада проходит быстро, такие трубы необходимо менять.
Способы соединения труб ПНД
Распространённость труб ПНД и возможность их использования в квартирах многоэтажек и в частных домах обеспечивается за счёт простоты их эксплуатации. Можно самостоятельно проложить магистраль от центрального стояка или водопроводного насоса к каждому крану, обеспечив полную герметичность, надежность и долговечность применяемых фитингов. Соединять их можно двумя способами:
- неразъемные соединения труб ПНД фитингами;
- разъемные с использованием муфт.

Чаще всего применяют неразъемную технологию сварки, которая позволяет существенно упростить и удешевить такие работы. Однако в будущем при появлении протечек по шву потребуется разрезать магистраль, менять проблемный участок и вваривать новый трубопровод.
Неразъемная пайка

Неразъемное соединение выполняется с помощью специальных паяльников. Трубопровод намертво сваривается, и в последующем разъединить и провести обслуживание магистрали не представляется возможным. К преимуществам этой технологии относят отличную герметичность, что позволяет использовать ПНД магистрали для газоснабжения, исключая при этом утечки пропана и метана. При соблюдении технологии соединения труб обеспечивается эксплуатационный срок на протяжении 40−50 лет.
Неразрывное соединение выполняется с помощью двух способов:
- сваркой стык в стык с использованием специального аппарата и простейших фитингов;
- с применением электромуфты, которая нагревается паяльником и обеспечивает прочное неразрывное соединение на молекулярном уровне.
Чаще всего используется первый способ соединения элементов стык в стык, что позволяет исключить необходимость применения дополнительных фитингов и муфт, при этом гарантируется прочность, герметичность и долговечность шва. Нужно лишь выдерживать определённую температуру и время воздействия сварочным аппаратом на кончики труб, что позволяет их правильно расплавить, предупреждая повреждение сшитого полиэтилена химическими жидкостями.
Но при этом за счёт необходимости применения специальных фитингов расходы на сварку существенно увеличиваются. А также потребуется использовать соответствующее оборудование, которое сложно найти даже в компаниях, занимающихся арендой различной электротехники.
Применение съемных фланцев

Неразъемное соединение ПНД труб представляет собой конструкцию, состоящую из специальных компрессионных герметичных фитингов. Используемые муфты многоразовые, поэтому их можно раскручивать и вновь собирать десятки и сотни раз. Преимуществом применения таких разъемных соединений является тот факт, что всю конструкцию можно разбирать, прочищать и вновь собирать, при этом не требуется использовать какое-либо специальное оборудование.
В специализированных магазинах можно подобрать недорогие многоразовые герметичные компрессионные муфты, применение которых позволяет существенно снизить затраты на монтажные работы, упрощая в последующем обслуживание всей системы трубопровода. Можно подобрать различные по своей конструкции фитинги, в том числе тройники и угловые элементы, которые понадобятся для разводки канализации и водопровода в частном доме или в квартире многоэтажного дома.
Для выполнения разъёмных соединений труб могут использоваться следующие технологии:
- использование компрессионных фитингов, это надежный и самый простой способ выполнения трубопровода;
- раструбное соединение, оно не обладает должной прочностью и сегодня применяется крайне редко.

Потребуется лишь правильно припаять муфту к пластиковой трубе, что исключает появление протечек и необходимость выполнения дорогостоящего ремонта. Для такой работы применяются специальные установки, позволяющие поддерживать нужную температуру. Они могут иметь дополнительный таймер, который предотвращает чрезмерное оплавление ПНД элементов, что ухудшает прочность выполненного соединения.
Советы специалистов
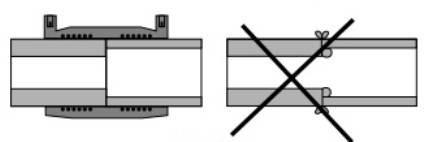
Нельзя соединять трубы с заметно выраженной эллипсностью – качество шва будет неудовлетворительным.
После сварки в обязательном порядке свариваемый узел должен находиться в неподвижном состоянии до своего полного остывания.
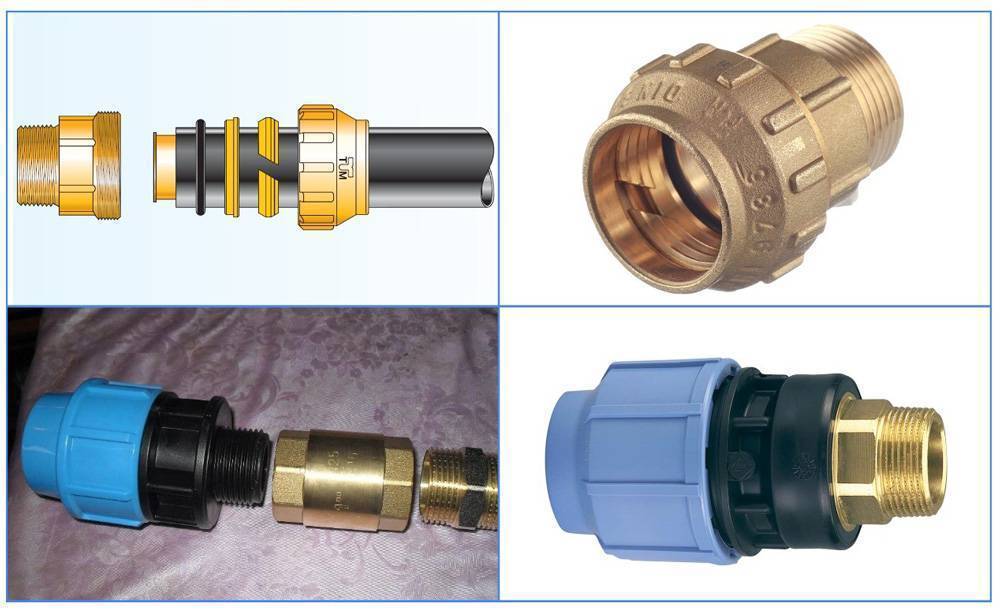
Как соединить трубу ПНД с полипропиленовой
Полиэтилен и полипропилен не свариваются. Правильно соединить их между собой только с помощью фитингов. На соединяемые торцы следует наварить или надеть МРВ (муфты с внутренней резьбой) из соответствующего материала, на одну МРВ накрутить быстроразборное резьбовое соединение («американку»), затем с помощью накидной гайки соединить две МРВ.
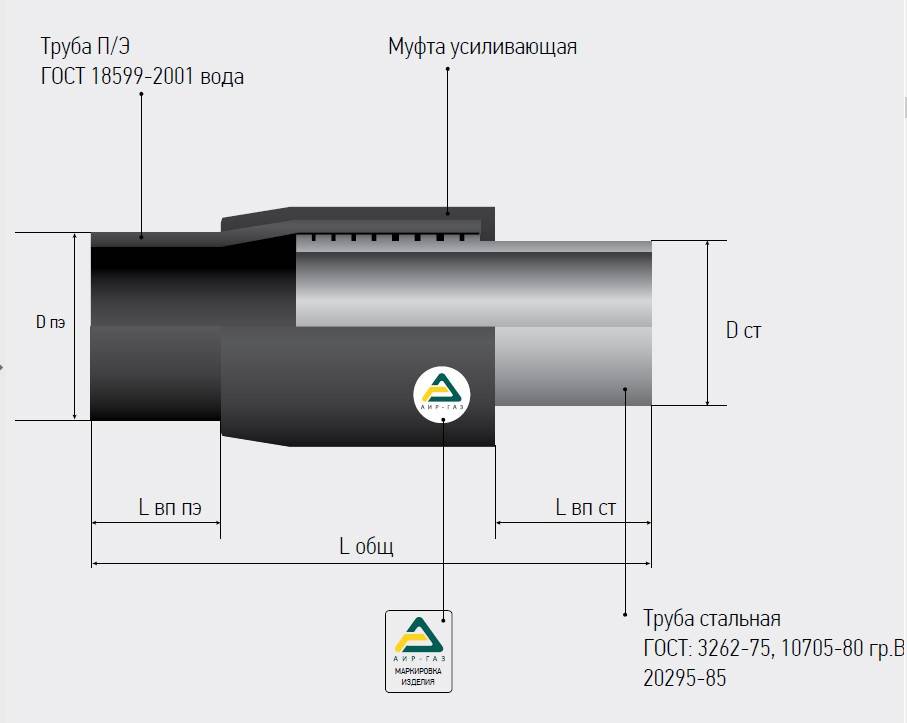
Как выполнить стыкование полиэтиленовой и стальной трубы
Такое стыкование производится аналогично стыкованию ПНД и полипропилена. Стальной трубопровод, как правило, оканчивается резьбой. Можно вместо «американки воспользоваться сгоном – но этот вариант уже себя отжил.

На крупных магистралях на таких стыках обычно монтируется вентиль или задвижка – в таком случае можно использовать фланцевое соединение.
Фитинги для различных способов соединения труб
В зависимости от выбранного способа монтажа трубопровода различают:
- сварные фитинги;
- электросварные соединительные элементы;
- компрессионные фитинги.
Сварные соединительные элементы
Сварные фитинги могут производиться двумя способами:
- методом отлива, происходящим под высоким давлением (литые фитинги);
Литые фитинги
- методом стыковой сварки небольших отрезков труб (сварные фитинги).
Стыковой фитинг
Сварные фитинги выпускаются диаметром от 63 мм до 315 мм.
Такой вид фитингов предназначен для соединения труб при помощи сварки. Невысокая стоимость сварных фитингов обуславливает широкий диапазон их применения. Сварными соединительными элементами можно сделать практически все ответвления и заглушки, предусмотренные конструкцией трубопровода.







Чаще всего сварные фитинги используются при монтаже газовых трубопроводов и систем, в которых температуры транспортируемой жидкости не превышает 40ºС.
Электросварные соединительные элементы
Электросварные или терморезисторные фитинги применяются для монтажа конструкции трубопровода в труднодоступных местах, то есть там, где провести обычную стыковую сварку невозможно.
Электросварной фитинг
Терморезисторные фитинги оснащены нагревательной проволокой, расположенной на соединительных частях. Под воздействием температуры эти спирали разогреваются и расплавляют полиэтиленовую трубу. После остывания получается прочный сварной шов.
Компрессионные соединительные элементы
Фитинги компрессионные для ПНД труб предназначены для соединения труб без использования сварки. При помощи таких стыковых элементов получается разъемное соединение.
Компрессионный фитинг
Фитинги этого вида состоят из:
- полиэтиленового корпуса;
- уплотнительных колец, расположенных в местах соединений;
- зажимных колец, защищающих соединения от механических повреждений;
- втулки, запрессовывающей трубу;
- крышек-гаек, надежно закрывающих место стыковки.
Компрессионные фитинги выпускаются из различных материалов. Диаметр соединений варьируется от 16 мм до 110 мм.
Особенности монтажа компрессионными фитингами
Чтобы правильно соединить трубы или сделать необходимые ответвления компрессионными фитингами надо следовать следующей инструкции:
- Подготавливается труба ПНД и фитинги компрессионные откручиваются на несколько оборотов.
- На трубу наносится разметка, обозначающая на какую глубину необходимо ввести трубу в фитинг. Перед монтажом желательно смазать участок трубы, предназначенный для стыковки, водой или легким мыльным раствором.
- До нарисованной отметки труба вводится в подготовленный фитинг. Для полного вхождения ПЭ трубы в уплотнительное кольцо потребуется приложить усилие. В противном случае соединение не будет герметичным.
- Крышка-гайка затягивается до окончания резьбы.
Соединение труб компрессионным фитингом
При правильном монтаже компрессионных фитингов получается достаточно прочное и герметичное соединение.
Виды полиэтиленовых труб:
В настоящее время в России производятся несколько видов полиэтиленовых труб различающихся между собой по области применения и, соответственно, внешнему виду:
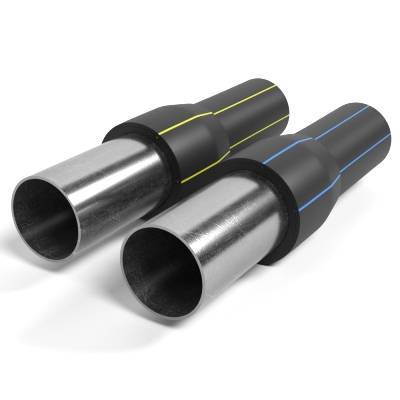
1. Это трубы используемые при строительстве систем водоснабжения, у таких труб на внешней стороне имеется обозначение в виде нескольких продольных синих полосы. Полиэтиленовые трубы для воды изготавливаются по ГОСТ 18599-2001. Предназначены они для транспортировки питьевой или технической воды с максимальной температурой 40ºС и рабочим давлением от 6 до 16 атмосфер.
Полиэтиленовые трубы для воды
2. Это газовые Полиэтиленовые трубы. Обозначаются такие трубы желтыми продольными полосами. Выпускаются они по ГОСТ Р 50838-2009. Такие трубы могут использоваться под любые виды жидких газов с давлением от 3-х до 12-ти атмосфер.
Технология монтажа полиэтиленовых труб
Прокладка полиэтиленовых труб начинается с подсчета количества необходимых материалов. Оно зависит от протяженности трубопровода, наличия углов и перепадов трассы. Подготовка общие правила монтажа ПЭ выглядят следующим образом:
- Отключите подачу воды. Опираясь на проект, подготовьте материалы.
- Если Ваш дом имеет автономную сеть отопления, монтаж производите по направлению от отопительного котла.
- Подготовленные отрезки труб спаивайте между собой в трубопровод паяльной лампой, с его же помощью соединяйте ПЭ-трубы с фитингами и металлическими трубами. Если вы производите паяльные работы своими руками впервые, тщательно ознакомьтесь с инструкцией к инструменту, посмотрите советы и видео-рекомендации в интернете.
Монтаж труб с использованием сварочного оборудования
Соединение трубы бытового трубопровода с ПЭ фитингом методом сварки
Соединение полиэтиленовых труб можно проводить и методом сварки. Последовательность монтажа такова:
- Нарежьте необходимое количество отрезков труб. Под углом 45 с торца трубы снимите фаску.
- Обработанный конец трубы разместите на насадке паяльной лампы нужного диаметра. Одновременно с этим на другую насадку оденьте соединительный фитинг.
- Осуществите кратковременный нагрев обеих деталей, снимите с паяльника и соедините.
Следите, чтобы нагревание фитинга и трубы происходило синхронно, а выбранная температура была равна 270 С – это важный момент монтажа.
- Обеспечьте получившемуся соединению естественное остывание, без каких-либо посторонних воздействий, иначе качество шва значительно снижается.
- Действуя таким образом, последовательно соедините все трубы с фитингами и радиаторами. На выходе, у котла, сварочные работы заканчиваются.
- Возобновите подачу воды в систему, включите обогревательный котел. Оцените качество всех стыков – не сочится ли из них вода. Если вы не обнаружили протечек, можете выставлять на котле рабочее давление и спускать из радиаторов воздух.
Фитинги для полиэтиленовых труб: их особенности и правила установки

Компрессионные фитинги для соединения полиэтиленовых труб
Укладка полиэтиленовых труб, а также ремонт уже функционирующих трубопроводов осуществляется с применением различных соединительных фитингов. Соединение труб из полиэтилена происходит одним из следующих способов:
- сваркой;
- склейкой;
- с помощью механического резьбового соединения.
Исходя из перечисленных методов монтажа, все фитинги можно классифицировать в зависимости от способа их установки:
- электросварные фитинги;
- компрессионные;
- литые ПВХ-фитинги без электроспирали (спиготы);
- редукционные.
О том, как соединить полиэтиленовые трубы, используя те или иные соединительные детали, расскажем поподробнее:
- Электросварные фасонные изделия, предназначенные для монтажа труб из ПЭ, снабжаются закладными нагревательными элементами из проволоки. Если данную проволоку нагреть электричеством, полиэтилен постепенно оплавится и в результате образует однородное надежное соединение в месте стыка труб. Современные сварочные аппараты позволяют установить корректное время и электронапряжение сварки, что повышает качество соединений.
С помощью муфты с закладным нагревательным элементом можно легко соединить полиэтиленовые трубы с различным внутренним диаметром, что невозможно при стыковой сварке этих же труб
- Фитинги для ПЭ-труб компрессионные изготавливаются с похожим принципом, что и такие же фитинги для медных и металлопластиковых труб. Основным отличием является лишь используемый сырьевой материал. Компрессионные соединители просты в монтаже и не потребуют от вас подготовки и применения специфического инструмента.
- Литые фитинги-спиготы понадобятся, если вы соединяете полиэтиленовые трубы методом стыковой сварки. В данном случае торцы свариваемых труб нужно нагревать до тех пор, пока они не обретут вязкость и умеренную текучесть. Затем торцы элементов трубопровода совместить под давлением. После остывания сварной шов имеет однородную с самими трубами структуру.
- Если же вы монтируете трубопровод, в котором трубы имеют разный диаметр, без редукционных (резьбовых) фитингов не обойтись, ведь они оснащаются резьбой. Они применяются и при соединении труб с радиаторами, водораспределительными устройствами, счетчиками и другим оборудованием.
Зная, какой вид фитингов и когда применить, а также учитывая наши инструкции, вы легко можете провести монтаж полиэтиленовых труб своими руками. При этом владение особыми навыками или какие-то критические усилия вовсе не потребуются.
Преимущества сварных соединений
Сварные соединения полиэтиленовых труб имеют ряд преимуществ, благодаря которым именно этот способ, схожий с монтажом ПНД труб, получил столь широкое распространение.
Среди основных преимуществ сварного соединения:
- Сохранение прочности трубы. Как показывает практика использования полиэтиленовых трубопроводов, соединенных методом стыковой или электромуфтовой сварки, их прочность не уступает прочности цельной трубы. Таким образом, по сути мы имеем дело с очень длинной трубой – и падение прочности на стыках можно не учитывать.
- Сохранение гибкости трубы. Это свойство сварных соединений полиэтиленовых труб существенно облегчает манипуляции с ними, особенно – если выполняется монтаж водопровода из полиэтиленовых труб.При этом трубы свариваются на поверхности земли, после чего – укладываются в траншею. Также применение сварного соединения существенно облегчает бестраншейную реновацию трубопроводов.
Какие полиэтиленовые трубы лучше
Для производства водопроводных труб используется полиэтилен двух марок — РЕ 80 и РЕ 100. Сотый полиэтилен более плотный и прочный, чем восьмидесятый. Для систем водоснабжения частного дома прочности PE 80 более чем достаточно — они выдерживают давление до 8 атм. Если вы любите большой запас прочности, можно взять их из PE100. Они нормально работают и при 10 атм.

Выбирать надо в первую очередь производителя
На что стоит обратить внимание — на страну, в которой произведен данный продукт. Лидеры по качеству — европейские производители
Высокая точность исполнения гарантирует высокую надежность системы. Среднее качество и цены — у турецких кампаний, в более дешевом ценовом сегменте китайские производителя. Качество у них, как водится, тоже намного ниже. Советы тут давать сложно, каждый подбирает по собственному усмотрению (или то, что есть в регионе).
Электромуфтовая сварка. Последовательность проведения
Производство сварочных работ заключается в подготовительных операциях и собственно сварке труб и соединительных деталей. Подготовительные операции для сварки при помощи электромуфтовой сварки включают:
- подготовку и проверку работоспособности сварочного оборудования;
- подготовку места сварки и размещение сварочного оборудования;
- выбор необходимых параметров сварки;
- удаление оксидного слоя;
- закрепление и центровку труб и деталей в зажимах позиционера;
- протирку свариваемых поверхностей электросварных фитингов и труб.
Основными параметрами при сварке труб деталями с закладными электронагревателями являются напряжение, подаваемое на спираль детали (Uп), и временные параметры (tсв и tохл). Значения технологических параметров зависят от вида, сортамента и изготовителя электросварных фитингов и внесены в паспорт, сопровождающий деталь, выбиты на корпусе детали или записаны в виде штрих-кода на этикетке, приклеенной к ее наружной поверхности.










Перед сборкой и сваркой концы труб и при соедниительные части соединительных деталей тщательно очищают и протирают внутри и снаружи от всех загрязнений. Очистку производят сухими или увлажненными полотенцами (ветошью) с дальнейшей протиркой насухо. Если концы труб или деталей окажутся загрязненными смазкой, маслом или какими-либо другими жирами, их обезжиривают с помощью спирта, уайт-спирита, ацетона.
Детали с закладными электронагревателями извлекают из упаковки таким образом, чтобы пыль и грязь с упаковки не попала внутрь детали. Концы труб, подготавливаемых под сварку электросварных фитингов, проверяют, чтобы они были обрезаны ровно. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой.
Технология изготовления трубопроводной системы
Грамотный подход к любым строительным работам предполагает чёткое выполнение определённой технологии.
В случае создания системы горячего водоснабжения или отопительной этот порядок выглядит таким образом:
- Началом любой серьёзной работы является проект. В данном случае это прорисовка общей схемы трубопроводов, затем ‒ монтажной схемы.
- Затем монтажная схема переносится на те стены, но которых она будет смонтирована.
- На этом этапе определяется число поворотов и разветвлений, по этому количеству следует с запасом приобретать соответствующие фитинги – тройники, муфты и отводы.
- Размечаются места для кранов, фильтров и грязевиков.
- Определяются длины прямолинейных участков труб и их суммарная длина. Так как при пайке используется 15-20 мм длины каждого отрезка трубы, то их заготовочную длину надо увеличивать на 30-50 мм. Для горячей воды рекомендуется приобретать трубы, армированные фольгой, базальтовым или стекловолокном.
- Необходимо разметить все обходные элементы для пересечения других трубопроводов, а также учесть компенсационные петли для длинных участков.
- Для работы необходимо заготовить сварочную технику и другие инструменты. Паяльник можно не покупать, а взять в аренду.
- Выделить те участки трубопровода, которые можно собрать на столе в удобных условиях. Закрепить паяльник на столе и выполнить все возможные в этих условиях пайки. При том следует пользоваться таблицами температуры и длительности нагрева деталей с учётом температуры окружающего воздуха. Перед пайкой необходимо очищать и обезжиривать поверхности под пайку.
- На стене в заранее отмеченных местах устанавливаются клипсы, в которых будут крепиться секции трубопровода.
- На столе сваривать детали относительно легко, а на стене одному человеку не справиться. Нужен помощник. Он поддержит трубу, вовремя подхватит сварочный аппарат в тот момент, когда нужны свободные руки для соединения двух деталей. Если сварочный аппарат не удаётся пристроить для работы в месте стыка, можно на время снять трубопровод с клипсов. Главное ‒ не сбить взаиморасположение стыкуемых деталей.
- Если с паяльником к месту стыка добраться совсем невозможно, то очищенные и обезжиренные детали можно аккуратно погреть пламенем газовой горелки и соединить. По окончании монтажа системы трубопровод следует опрессовать. Для этого весь трубопровод заполняется водой под максимально высоким давлением, и в таком состоянии нужно его выдержать не менее суток. Если нигде в соединениях не будет обнаружено капель воды, то значит ‒ работа выполнена на отлично. В противном случае потребуется переделка неудачных участков.

ФОТО: avatars.mds.yandex.net Разметка монтажной схемы на стене

ФОТО: avatars.mds.yandex.net Разновидности паяльников и насадок

ФОТО: avatars.mds.yandex.net Инструменты и приспособления для работ по монтажу системы
Теперь, когда основные моменты по монтажу полипропиленовых труб освещены, можно сказать о самом процессе сварки труб. Сварка полипропиленовых труб осуществляется посредствам разогрева поверхности трубы с помощью сварочного аппарата. Весь процесс сварки состоит в том, что нагреваются сразу две соединяемые детали, после чего соединяются и после остывания они плотно соединены.
Что из себя представляют трубы ПНД
ПНД — это полиэтилен, изготовленный под низким давлением. ПНД получается путем полимеризация органического вещества этилена при температуре до 120 ͒С под давлением до 2 МПа в растворе специального катализатора. Получившийся материал еще называют полиэтиленом высокой плотности (ПВП), поскольку он плотнее и прочнее других полимеров.
Преимущества и недостатки труб ПНД
К преимуществам ПНД труб относятся:
- Невосприимчивость к любого рода растворителям. При температуре до 80 ͒С трубы из ПНД не растворяются вовсе. При достижении этой температуры — только в специальных растворителях. Вода наносит вред только при температуре от 180 ͒С.
- Не подвергаются коррозии. Это проблема известна для всех металлических труб, которые под действием воды и воздуха со временем начинают окисляться. ПНД трубам коррозия не страшна, поскольку в их составе нет металлов.
- Гладкая внутренняя поверхность. Шероховатости и неровности приводят к накоплению разного рода загрязнений. Со временем такая грязь способная почти полностью перекрывать просвет. Трубы ПНД гладкие, потому ничего не мешает ламинарному течению жидкостей по ним.
- Долговечность. Производители обещают, что их продукция способна прослужить до 50 лет. Стоит учитывать, что эта цифра была получена теоретическим путем. Полиэтилен высокой плотности был введен в эксплуатацию около 60 лет назад, потому достоверных данных о таком сроке службы еще не получено.
- Гибкость. ПНД трубы очень гибкие, их даже можно свернуть в рулон. Это неоспоримое преимущество в том случае, если их прокладывают через неровную местность.
- Высокая прочность. ПНД — прочный, герметичный и в то же время эластичный материал. Он не протекает, не ломается и не перегибается. Благодаря гибкости и прочности они хорошо зарекомендовали себя даже в сейсмически активных районах.
Существенным недостатком является неустойчивость материала к ультрафиолетовым лучам.

Трубы ПНД прокладывают только под землей или внутри помещений вдали от солнечного света. При воздействии солнечных лучей, полиэтилен высокой плотности становится хрупким и начинает разрушаться. Процесс распада проходит быстро, такие трубы необходимо менять.
Монтаж водопровода из полиэтиленовых труб с помощью муфт с закладными элементами
Сварка с применением электромуфт часто применяется для полиэтиленовых труб, поступающих в бухтах. Такой тип соединения является более дорогостоящим, чем стыковая сварка, но он незаменим при необходимости проведения работ в стесненных условиях, где невозможно расположить громоздкую аппаратуру.
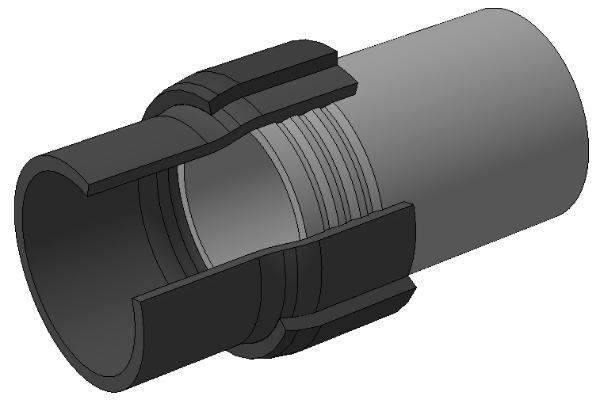
Сварка ПЭ труб с применением электромуфт осуществляется в несколько этапов:
- концы труб предварительно подготавливают – очищают от загрязнений и снимают поверхностный слой в месте сварки;
- при подключении электрического тока закладные элементы расплавляют окружающий их материал муфты;
- расплавленный полиэтилен электромуфты нагревает материал трубы;
- горячий полиэтилен расширяется и, находясь в ограниченном муфтой пространстве, получает необходимое для сварки давление;
- питающая апаратура отключается.
Электромуфтовая сварка наиболее эффективна для длинных отрезков ПЭ труб диаметром 25-110 мм, при работах в стесненных условиях, для врезок в действующие трубопроводы.
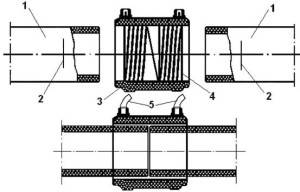 Схема соединения труб муфтой с закладным нагревателем1-труба; 2-метка посадки муфты и механической обработки поверхности трубы; 3-муфта; 4-закладной нагреватель; 5-токоподводящий (сварочный) кабель
Схема соединения труб муфтой с закладным нагревателем1-труба; 2-метка посадки муфты и механической обработки поверхности трубы; 3-муфта; 4-закладной нагреватель; 5-токоподводящий (сварочный) кабель
Сварку с помощью муфт с закладными деталями, как правило, применяют на прямолинейных участках, но существуют и фасонные соединительные детали – седловые отводы, тройники и другие.
При сварке труб значительных диаметров выполняется предварительный подогрев. Сначала сваривают первый отрезок трубы с электромуфтой, а затем – второй. Каждая сторона электромуфты оснащена отдельным подключением спирали к питающей сети.
Соединение труб без сварки
Наиболее широко применяемый вид разъемных соединений – фланцевый. К концам труб приваривают втулки, которые соединяют накидными металлическими фланцами.
Для труб небольших диаметров (до 50 мм) в случаях, когда сварка встык или фланцевые соединения экономически невыгодны или практически неосуществимы, используют компрессионные фитинги, иначе их называют обжимными.
 Компрессионные фитинги
Компрессионные фитинги
Компрессионные фитинги применяют для соединения не только полиэтиленовых труб, но и труб ПЭ с другими материалами. При замене участка стального трубопровода полиэтиленовую трубу с металлической можно успешно соединить обжимной муфтой.
Срок службы трубы из полиэтилена во многом определяется качеством стыков.
Цанговые обжимные соединения могут выдержать давление до 25 атм. Стойкость к механическим воздействиям в них обеспечена врезанием в трубу зубьев разрезной втулки из пластмассовых материалов, а герметичность – наличием резинового кольца, которое эффективно работает даже при перегибах трубы.
Конструктивно, фитинг имеет пять элементов:
- корпус,
- уплотнительное кольцо,
- зажимное кольцо,
- запрессовывающую втулку,
- крышку-гайку.
Фитинги выпускают полностью подготовленными к установке. Монтаж и герметизацию осуществляют обжимным и уплотнительным резиновым кольцами без использования сварочного оборудования. Зажимное кольцо дает возможность соединению противостоять значительным односторонним осевым нагрузкам и рывкам, предотвращает самопроизвольное нарушение стыка при гидроударах и вибрациях.
Благодаря простой и удобной конструкции, обжимные фитинги можно быстро смонтировать, несколько раз собрать и разобрать без потери эксплуатационных качеств соединений.
https://youtube.com/watch?v=c2QhvEbmqbc
При решении вопроса, как соединить полиэтиленовые трубы, необходимо учитывать все аспекты данного вопроса: функциональное назначение трубопровода, его диаметр, удобство проведения работ и целесообразность применения дорогостоящих способов.
Способы соединения
Трубы из полиэтилена низкого давления можно соединять разъемным и неразъемным способами. Ниже мы расскажем о каждом из этих методов.
Разъемные соединения
Такой тип соединений применяется на диаметрах до 315 мм включительно, но желательно применять на диаметрах не более 110 мм. Он так же надежен, как и неразъемные способы.
Его достоинства:
- быстрота и легкость монтажа;
- экономичность — не требуется специальное оборудование; муфты и другие фитинги не слишком дороги;
- доступность – можно использовать в стесненных условиях, под водой, например.
Соединители (фитинги, муфты) монтируются в следующем порядке:
- торцы тщательно обрезаются перпендикулярно длине трубы; зачищаются от заусенцев;
- на торцах снимается фаска (с помощью специального приспособления или острым ножом);
- на торцы насаживается соединительный элемент (он входит в переходник достаточно туго);
- затем аккуратно затягивается гайка на фитинге.
Соединение муфтами
Это самый быстрый и не требующий особого оборудования способ сборки трубопроводов. Легко может быть применен в домашних условиях.









Полиэтиленовые муфты бывают нескольких видов:
- соединительные – соединяют трубы одного диаметра;
- редукционные – используют как переход для разных диаметров;
- компрессионные – предназначены для соединения труб ПЭ с различной запорной аппаратурой, стальными, пропиленовыми или ПВХ трубами.
Муфты бывают прямые и угловые. Виды муфт приведены в таблице.
Фитинговое соединение
Компрессионные фитинги – разновидность соединительных деталей для водопроводов.
Установка их аналогична установке муфт.
Фланцевое соединение
Применяется на магистральных трубопроводах большого диаметра (не менее 40 мм) для установки задвижек, вентилей, регуляторов ( для их последующего снятия для ремонта или замены).
Для закрепления фланцев на концы трубопровода привариваются специальные муфты, затем на них накручиваются фланцы.
Стыковая сварка
Такой сваркой желательно соединять заготовки с толщиной стенки не менее 5 мм.
Торцы зачищаются, снимается фаска, вставляется в специальный нагреватель, оплавляются, затем заготовки стыкуются, прижимаются и выдерживаются неподвижно до полного охлаждения.
Электромуфтовая сварка
Соединяемые две трубы вставляются в специальную муфту, внутри которой есть нагревательный элемент. Затем на него от специального аппарата подается напряжение, муфта и заготовки разогреваются и свариваются. Очень удобный способ сварки. И очень дорогой. На больших диаметрах стоимость муфты будет намного превышать стоимость трубопровода на Вашем участке.
При выполнении такого вида сварки следует особое внимание уделить предварительной зачистке торцов и неподвижности соединения до момента полного остывания





