

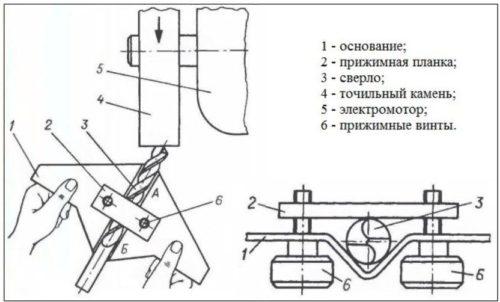
Приспособление на дрель для заточки сверл: основные элементы
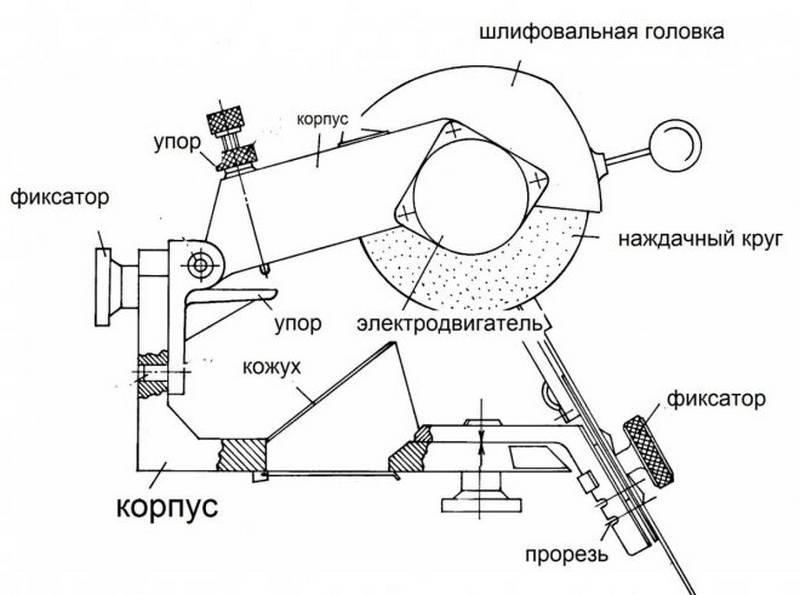
Практически все предлагаемые на рынке насадки на дрель для обточки сверл имеют одинаковую конструкцию. Это пластиковый корпус, куда помещен точильный элемент определенной формы, позволяющий выполнять обработку режущей поверхности инструмента под нужным углом. Вращается устройство при помощи дрели. Соединение с валом осуществляется специальной муфтой.
Крышка корпуса имеет отверстия, в которые вставляются сверла соответствующих диаметров. Отверстия выполнены так, что режущая кромка соприкасается с наждачным кругом только в необходимых местах. Отсутствие такой крышки-кондуктора значительно усложняет процесс заточки, так как сверло приходится держать вручную.

Устройство на дрель для заточки – это пластиковая насадка в которую помещается точильный элемент и сверло
В интернете достаточно много демонстрационных видео «Приспособления для заточки сверл». Перед применением приобретенной насадки стоит обратиться к видео с инструкциями, это поможет избежать ошибок.
По аналогии с фабричными чаще всего выполняются и самодельные устройства:
- корпус изготавливается из металла;
- патрон дрели и наждачный круг соединяются монтажным кольцом;
- наждачному элементу придается форма конуса, которую обычно создают на токарном станке;
- крышка с отверстиями разных диаметров может быть изготовлена из дерева, металла, полимера с добавками.
Наиболее сложным этапом при выполнении насадки для дрели своими руками является создание крышки.
Порядок заточки сверла
Для качественной оправки из тупого сверла рекомендуется использование дополнительных приспособлений.
В качестве простейшего можно использовать втулку, внутренний диаметр которой соответствует поперечному размеру режущего инструмента, жестко закрепленного под нужным углом
При выборе такой втулки особое внимание уделяется точности и герметичности введения сверла в шаблон, так как отклонение даже на несколько градусов значительно снизит качество восстановления кромки
Агрегат может комплектоваться набором алюминиевых или медных трубок, соответствующих типовым диаметрам сверл. Часто мастера дополняют изделие деревянным бруском, в котором проделываются отверстия разного диаметра.
- обеспечить точное положение инструмента и его перемещение относительно болгарки;
- выполнение стоп-функции, не позволяющей заготовке двигаться назад.
Заточка сверл с использованием приспособления для стержня со спицами позволяет точно выставить необходимый угол.
Также режущий инструмент можно легко восстановить на самодельной болгарке.
Правильный угол
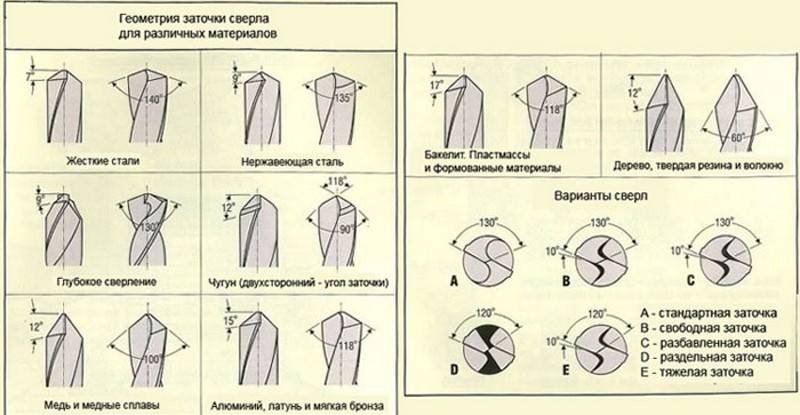
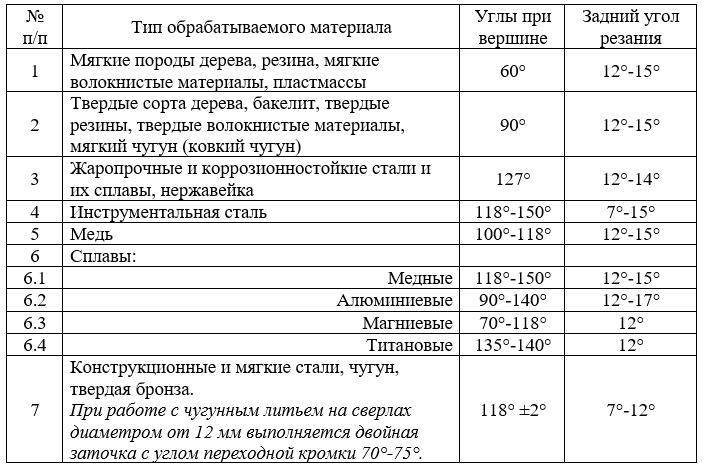
Существует зависимость от материала заготовки угла заточки сверла по металлу, таблица которой приведена ниже.

Следовательно, чем мягче металл заготовки, в которой вы хотите сделать отверстие, тем более тупой будет угол.
Доводка после заточки
Работа выполняется на специальных кругах для чистовой обработки и сочетает черновую обработку металла с чистовой.
Диски изготовлены из относительно мягкого материала, что позволяет убрать царапины, наплывы и другие мелкие дефекты поверхности. Их устранение осуществляется без изменения геометрических параметров режущих кромок. Обычно такие круги укладывают на перфоратор или болгарку, закрепляют и надежно зажимают, что позволяет обрабатывать сверло, зажатое в тисках или другом приспособлении.
Кроме чистовых дисков, до совершенства режущие поверхности можно довести с помощью наждака, насаженного на дрель или болгарку.
Подточка сверла
Для сверл по металлу диаметром 10 мм и более требуется дополнительная заточка передней кромки.
Целью такой операции является увеличение угла режущей кромки и уменьшение наклона передней кромки. Цель состоит в том, чтобы придать металлу устойчивость к выкрашиванию и увеличить срок службы режущего инструмента.
Кроме того, поднутрение позволяет ограничить поперечную кромку, за счет чего материал заготовки соскабливается в центре отверстия, что облегчает сверление. Дополнительная обработка сверл с малым задним углом снижает силу трения внутри отверстия.
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
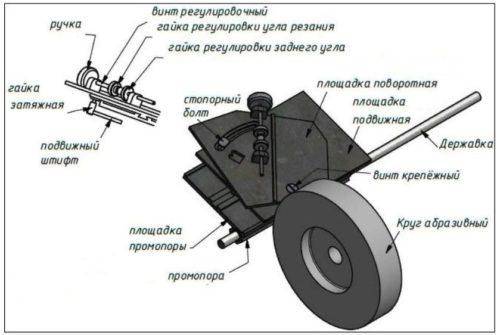
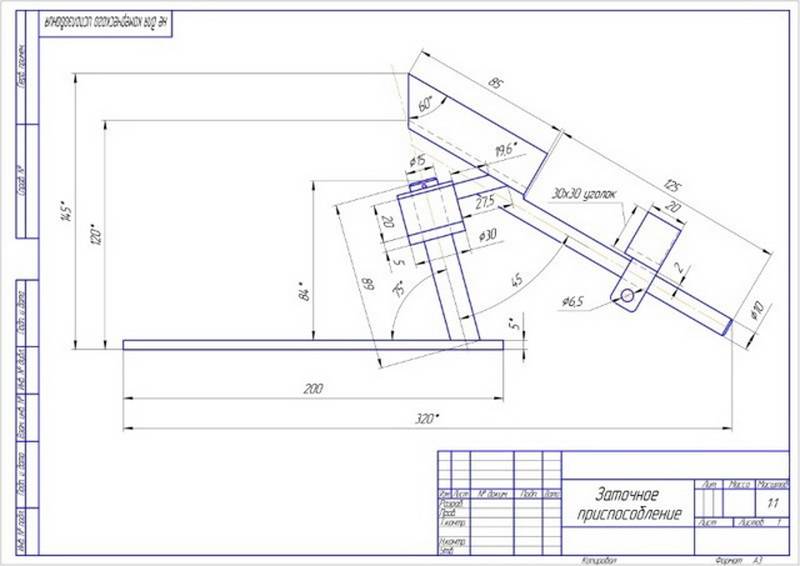
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.



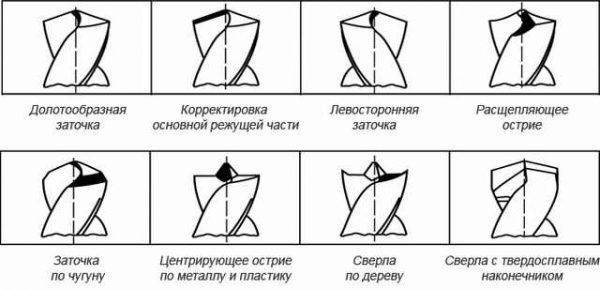
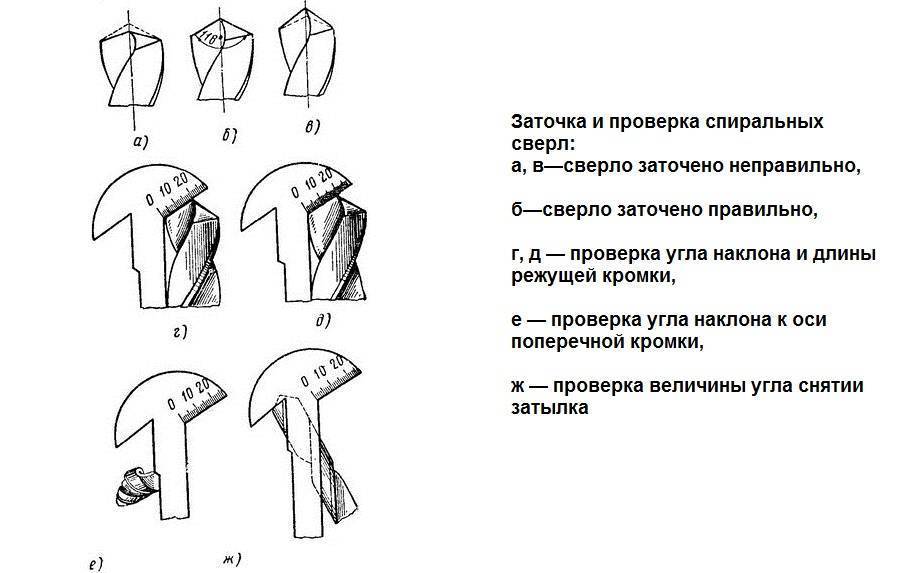
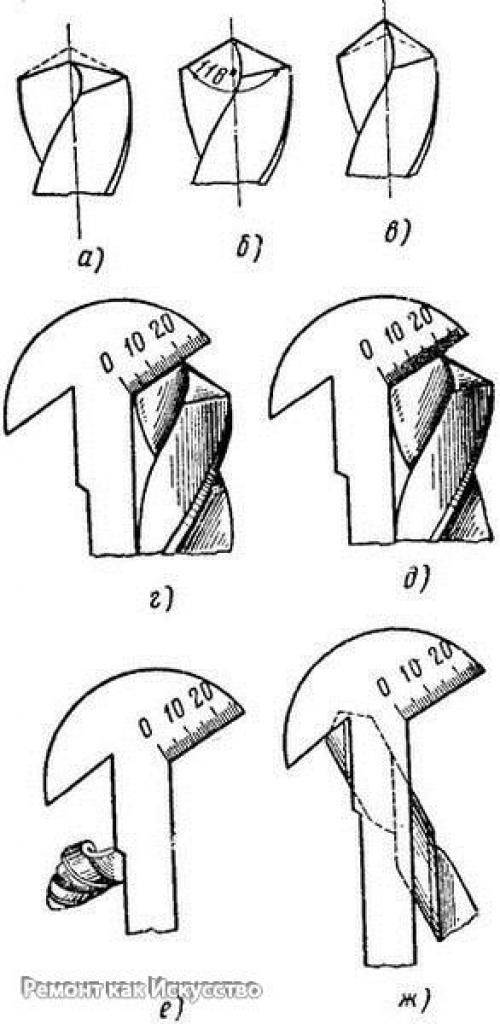
Способы затачивания сверл
Правильная заточка режущего инструмента осуществляется по задней грани. Данный процесс должен быть выполнен для каждого зубца абсолютно одинаковым образом, но стоит понимать, что выполнение подобной операции вручную практически невозможно. Кроме этого, требуется создание необходимой формы граней и задание заднего угла. В связи с этим, для правильной заточки сверл по металлу необходимо использование специальных устройств. Данные работы рекомендуется проводить посредством специального оборудования и приспособлений. Но к сожалению, домашние мастерские не оснащены профессиональными устройствами, поэтому для данный целей применяются обыкновенные точильные камни.
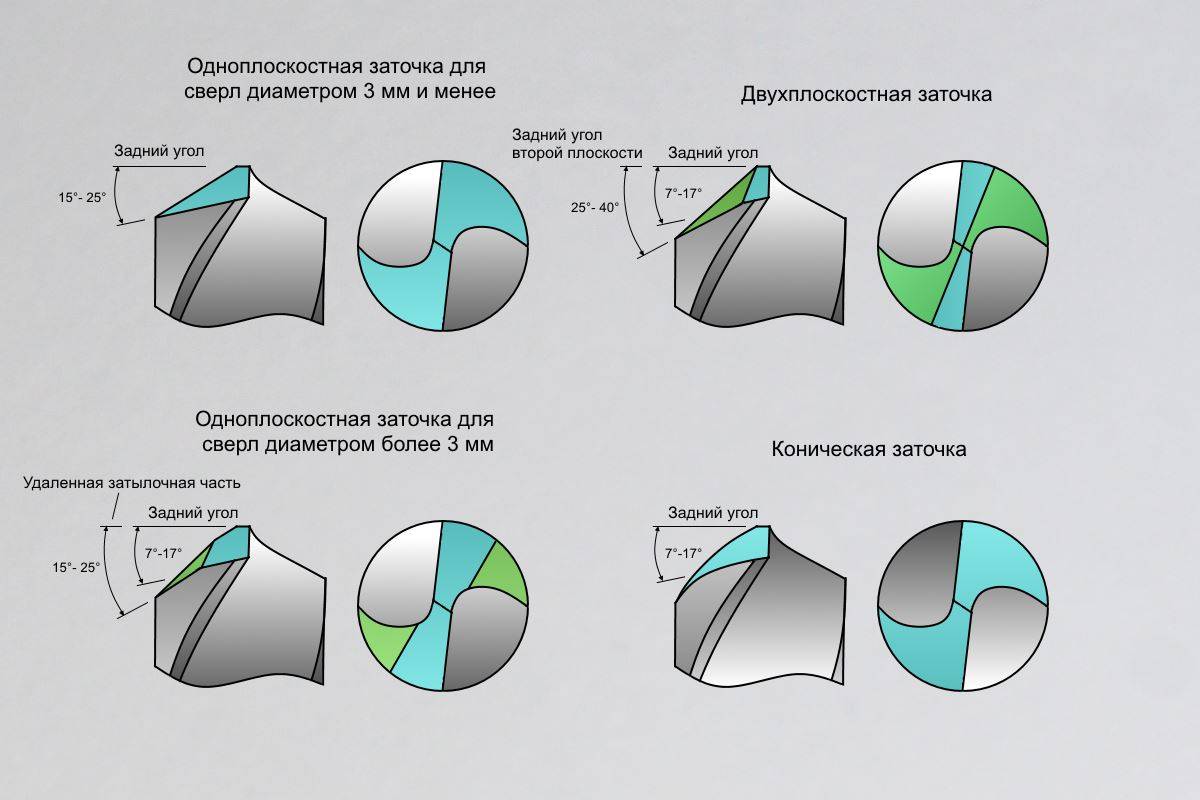
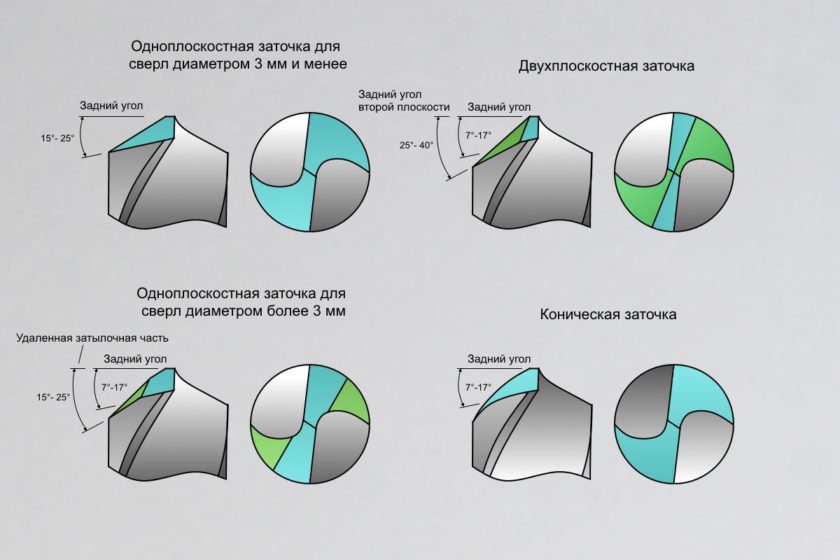
Виды и способы затачивания определяются исходя из того, какая форма должна быть обеспечена на заднем основании инструмента. Существуют следующие виды заточек:
- одноплоскостная;
- двухплоскостная;
- коническая;
- винтовая;
- цилиндрическая.
В домашних условиях ввиду потребностей и простоты самого процесса применяется одноплоскостной и конический способ.
Одноплоскостной
При таком способе основанию пера придается вид плоскости. Величина заднего угла равняется 29-30°. Он является наиболее простым и используется для инструментов диаметр которых не превышает 3 мм. Основной недостаток — возможное разрушение режущей кромки в процессе сверления. Чтобы этого избежать, заточку следует выполнять крайне аккуратно. Принцип заключается в прикладывании инструмента к точильному кругу и перемещении его в параллельном положении к точилу.
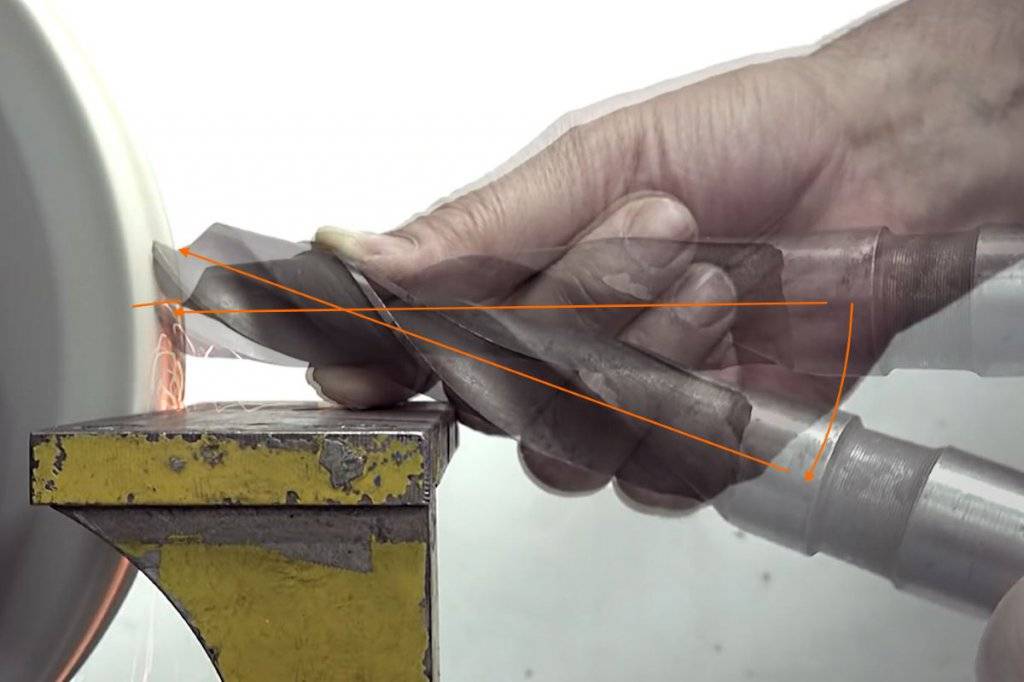
Конический
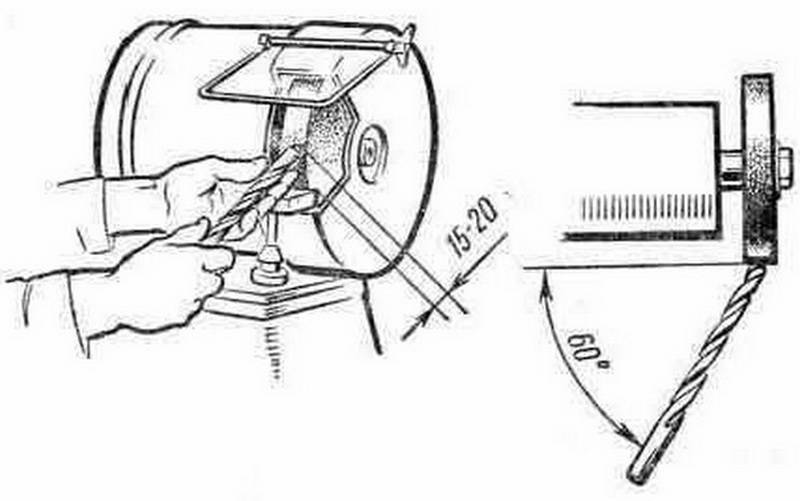
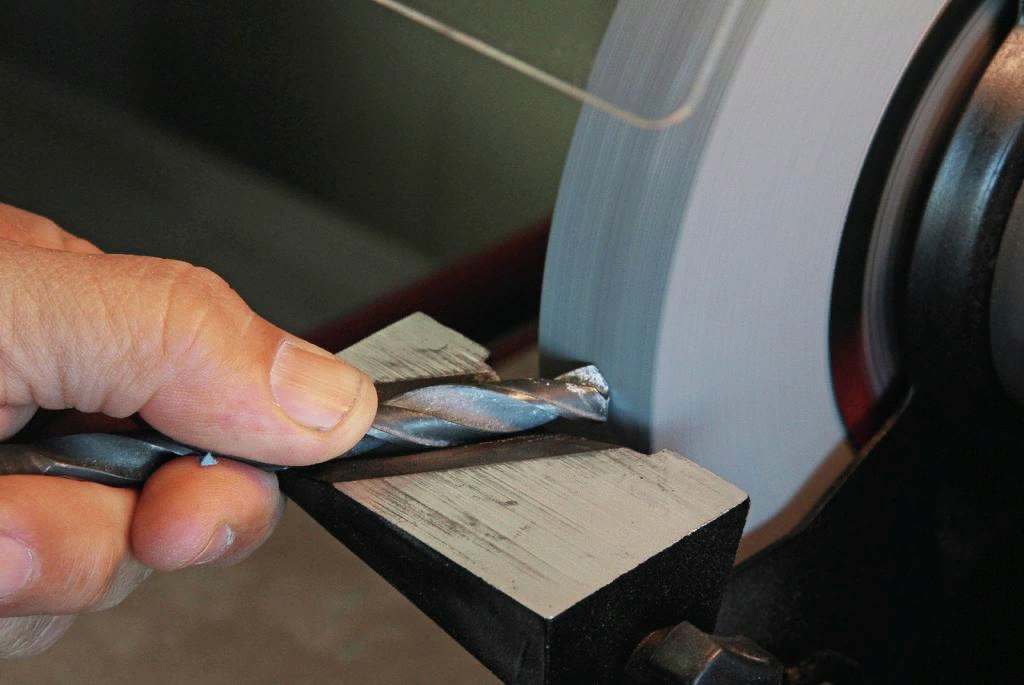
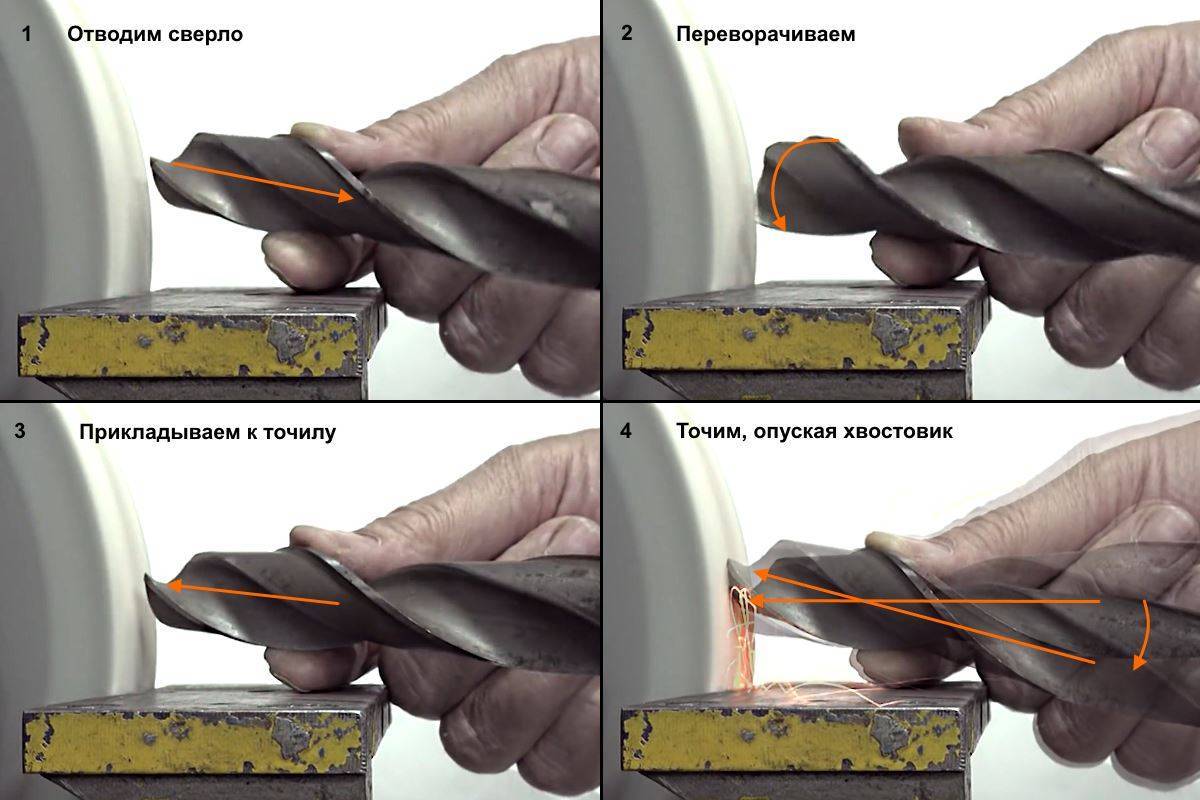
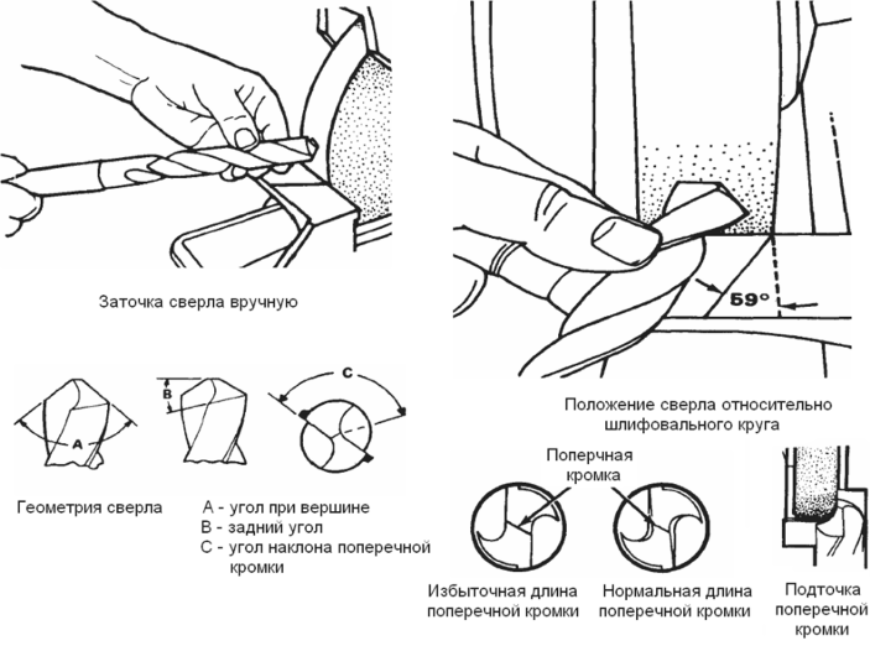
Для заточки конструкций, диаметр которых более 3 мм, стоит воспользоваться коническим способом. Он является более сложным, но вполне доступным для ручной работы. Для этого левая рука зажимает рабочую часть сверла, правая зажимает его хвостовик. После этого инструмент медленно подводится к вращающемуся точильному камню с выдержкой нужного угла. Делая легкие покачивания правой рукой, необходимо создать конус на задних гранях инструмента.
Заточка сверла осуществляется плавным и медленным движением без отрыва от поверхности круга. Сначала манипуляции выполняются для одной части приспособления, потом для другой
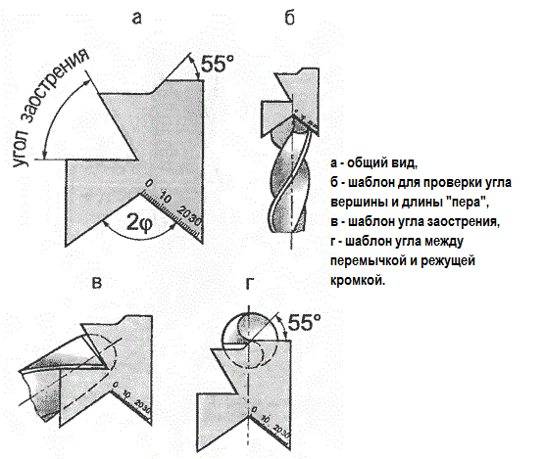
Важно правильно выдерживать углы заточки и форму на задних гранях. Для проверки полученного значения можно использовать угломер или шаблон
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.

Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из 2 частей:
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
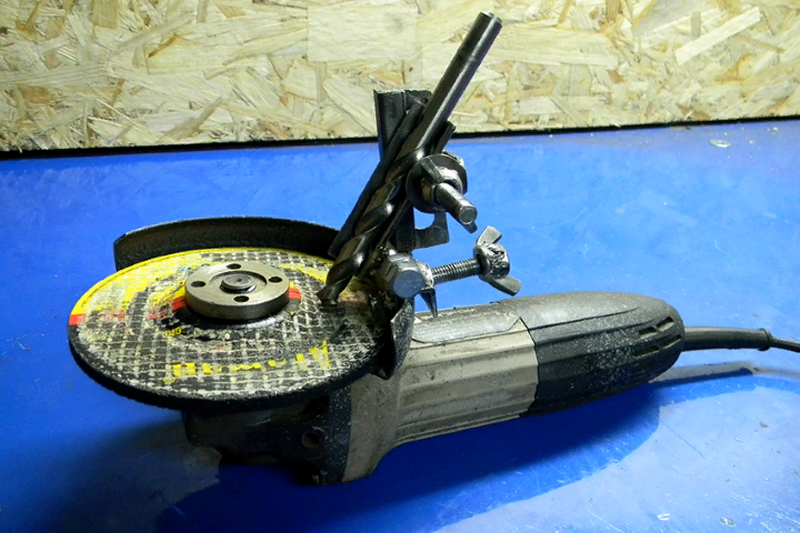
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать треугольное отверстие. Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.

Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.

Стойка
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.

Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.

Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
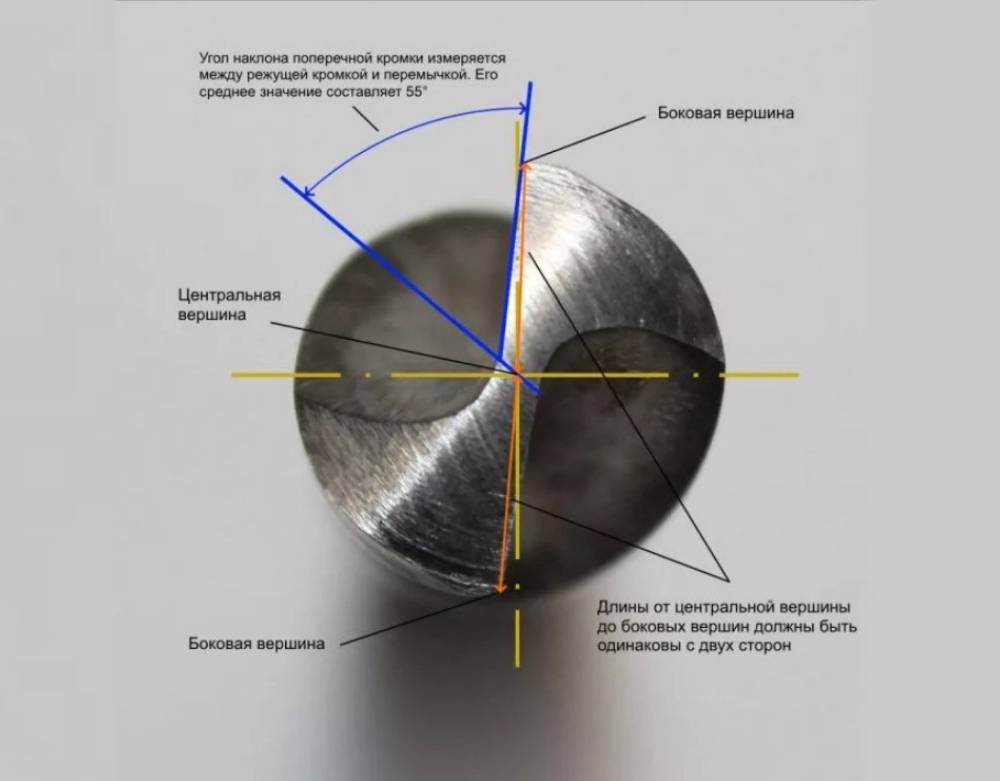
Самый удобный способ обучения точному формированию перемычки
Длина перемычки даже у новых сверл одного диаметра может различаться по размеру. Это влияет на процесс сверления.
Укороченная перемычка создает меньшее трение и сопротивление врезанию сверла в материал, что особенно сказывается на производительности при сверлении ручной дрелью.
Повторить стандартную шлифовку перемычки на промышленном оборудовании мы не сможем из-за слишком сложной технологии и отсутствия специального оборудования.
Но нам доступен упрощенный способ на обычном наждаке. Для этого используем боковые рабочие кромки бруска.






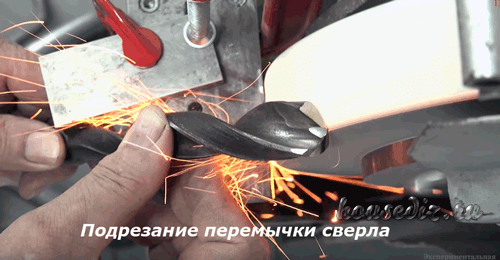
уменьшение длины и кромки траектории осуществляют путем поочередного врезания в нее кромки шлифовального круга, радиус и закругление кромки должны быть по возможности минимальными.
Этот метод позволяет уменьшить перемычки не на всех упражнениях, а только на тех, диаметр которых превышает три миллиметра.
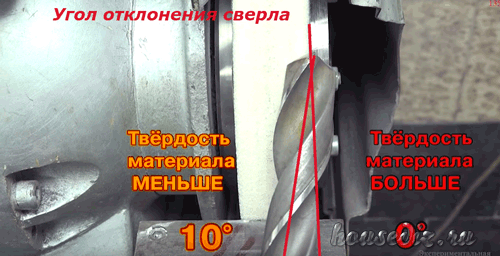
Исходное положение упражнения следующее: край укорачиваемой перемычки касается одной стороной края круга. Вторая точка контакта с заготовкой расположена в какой-то точке на тыльной стороне периферийной поверхности.
Угол отклонения оси сверла от боковой поверхности окружности должен лежать в пределах от 0 до 10 градусов. Чем больше твердость материала сверла, тем меньше этот угол.
Зафиксируйте это положение на упоре для рук дополнительным упором. Это поможет воспроизвести такое же угловое положение сверла после поворота его на другую сторону.
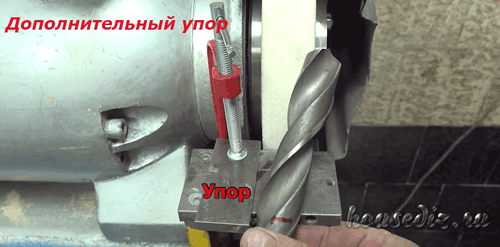
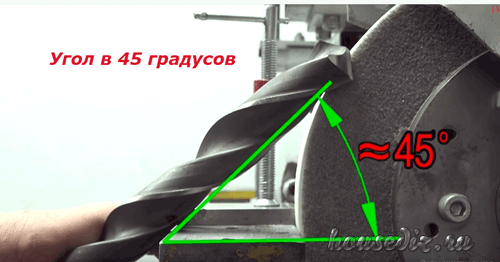
Вертикальный угол между плоскостью упора и осью сверла должен быть примерно 45 градусов. Чтобы сохранить его при повороте, на калибровочные полосы можно нанести метки краской.
При включении станка берут левой рукой за вал и устанавливают дрель в исходное положение. Пальцем правой руки прижимают к окружности, направляя усилие нажатия параллельно краю перемычки.

Длина венчика укорочена примерно на треть с каждой стороны, но с обязательным симметричным расположением креплений.
Не забывайте делать промежуточную проверку состояния обработанных поверхностей. Для этого шлифовку прерывают, а после визуальной оценки качества продолжают операцию по ранее нанесенным меткам.
На сверлах малых диаметров вся перемычка очень легко повреждается даже при небольшом превышении усилия запрессовки. В этом случае необходимо начинать весь процесс заточки с самого начала.
Поэтому лучше всего их обрабатывать на алмазных кругах малого диаметра.
Качество окончательного шлифования контролируется контрольным сверлением по легкому входу режущего инструмента в металл и плавному выходу тонкой стружки из боковых канавок.
Если растирание не помогло сразу, его следует просто повторить. Ведь любая дрель – это обычный расходный материал, и ее длины вполне достаточно для тренировок. Приобретенный навык вам пригодится и многократно окупит стоимость его приобретения.


Особенности различных видов заточки сверл
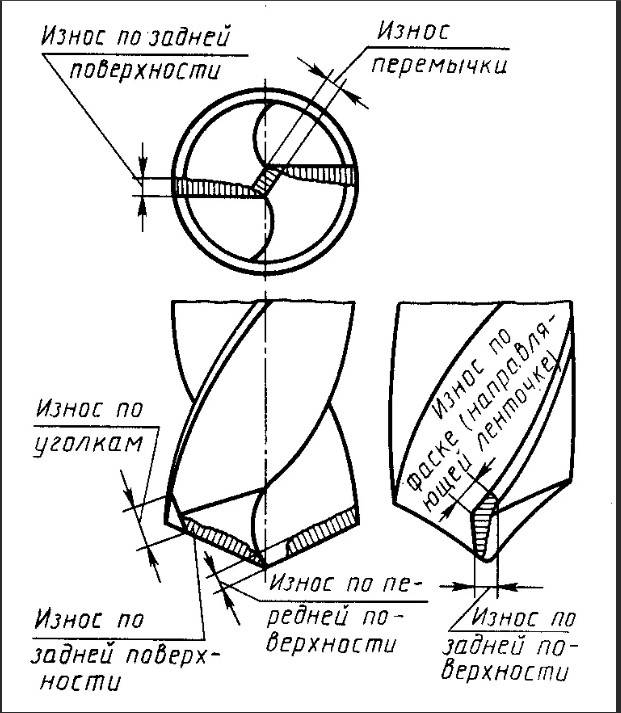
Правильность выбранного метода зависит от точной оценки износа отдельных элементов. Наибольшему износу подвергаются:
- задняя или передняя поверхность;
- перемычка;
- установленные углы;
- снятая фаска.
В зависимости от степени износа одного из параметров или одновременно нескольких выбирают вид заточки, способный устранить эти недостатки.
Чтобы добиться качественного результата сверления необходимо правильно выбрать диаметр сверла, форму режущей кромки. Для поддержания её в рабочем состоянии, придания необходимой формы следует правильно выбрать способ (вид) заточки.
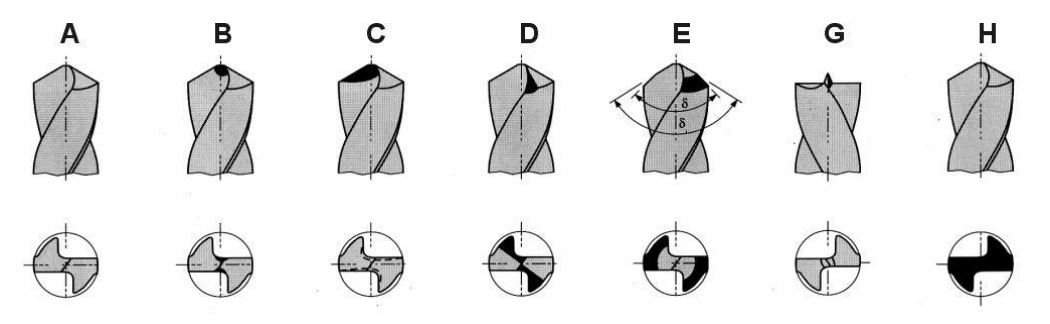
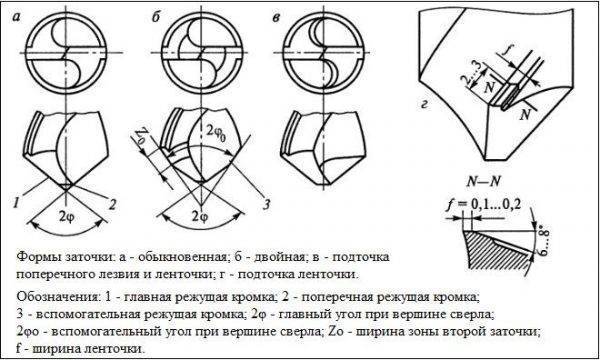
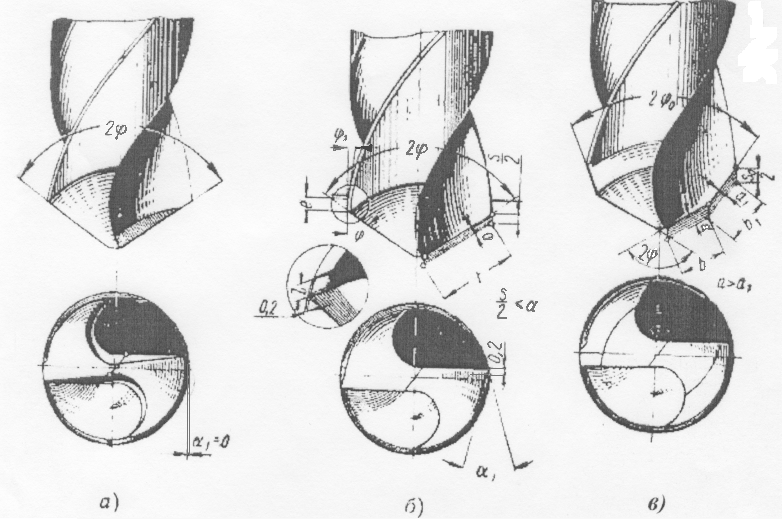
Применяемые виды обозначаются принятыми аббревиатурами и делятся на следующие категории:
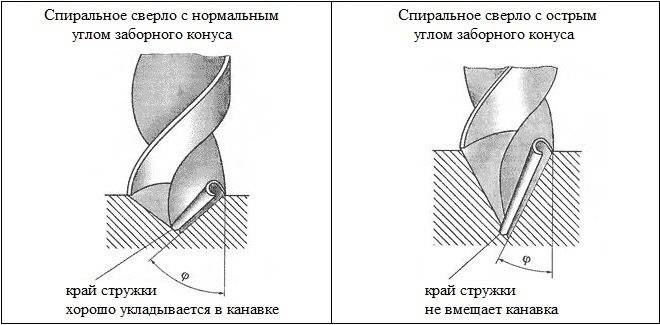
- НП – предполагает последовательное подтачивание поперечной кромки. Это позволяет уменьшить её длину, тем самым снизить величину внешних нагрузок, увеличить срок нормальной работы сверла.
- НПЛ – этот вид предполагает обработку поперечной кромки и ленточки. Что приводит к уменьшению поперечного размера ленточки. Такая обработка способствует получению требуемого заднего угла. Это уменьшает силу трения режущей кромки о поверхность металла;
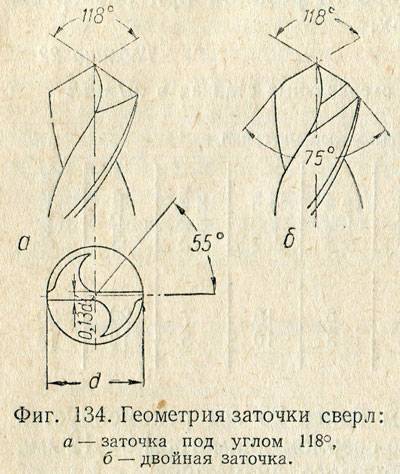
- ДП – относится к категории двойной заточки. Правильное применение позволяет получить одну поперечную и четыре дополнительных режущих кромки.
- ДПЛ – такая обработка свёрл по металлу предполагает последовательное подтачивание ленточки. В результате создаются лучшие условия для отвода тепла, повышается надёжность и долговечность.
Все виды обработки направлены на создание оптимальных условий при проведении сверления. Описание правил и характеристик заточки установлены соответствующими стандартами. Все параметры заточки сверла по металлу сведены в единую таблицу. В ней приведена геометрия применяемых форм режущей кромки для различных условий резания. Перечисленные виды заточки позволяют производить качественное восстановление параметров режущей части инструмента диаметром до 100 мм.
При применении перечисленных методов очень важно учитывать параметры металла, из которого изготовлен инструмент. Это необходимо для правильного выбора точильного инструмента (шлифовального круга). Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг
Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости
Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг. Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости.
Особое внимание следует уделить восстановлению основных параметров сверла в условиях домашней мастерской. Необходимо обеспечить высокое качество следующих показателей:
- одинаковую длину кромок и ленточки (измерение можно произвести имеющимся мерительным инструментом);
- остроту обеих кромок (проверка проводится визуально);
- значения обоих углов (переднего и заднего).
Для упрощения последней задачи многие мастера изготавливают самостоятельные шаблоны, которые обеспечивают требуемый угол заточки. Точное соблюдение этих параметров, правильная подточка перемычки существенно увеличивает срок службы сверла.
Однако существуют определённые виды свёрл, специфика которых значительно затрудняет процесс заточки. Проблемы с заточной спирального сверла или ступенчатого, связаны со сложной геометрией их конструкции. Поэтому заточку таких инструментов производят на специальных станках с применением разработанного оборудования.
Особую сложность представляет заточка ступенчатых свёрл по металлу. Такую заточку можно провести только с использованием специального инструмента и большого опыта. Однако следует отметить, что основное количество такого инструмента вообще не подлежит повторной заточке.
Не один из методов не применим к свёрлам с алмазным напылением или другими твёрдыми насадками.
Технологическая последовательность заточки
подготовить защитную амуницию
Помимо этого нужно знать, каким способом точить разные свёрла. Это можно определить по форме, придаваемой режущим граням устройства. На сегодня специалистами рассматривается одноплоскостная, двухплоскостная, коническая, цилиндрическая и винтовая методика заточки инструмента.
Для определения качества заточки сверла необходимо скрупулёзно обсмотреть его после окончания работ. Основными факторами, которые свидетельствуют о том, что инструмент стал острым, являются следующие:
- режущий край сверла по завершении заточки должен оставаться симметричным по отношению к своей оси;
- смежные режущие кромки должны оставаться одинаковыми по длине относительно центральной оси;
- также одинаковыми должны оставаться и параметры наклона угла заострённых краёв.
Заточка сверла должна начинаться с задней поверхности инструмента и продолжаться в соответствии с определённой последовательностью.
Задний край режущей кромки максимально плотно притискивается к точильной поверхности
Очень важно всё время поддерживать первоначально установленный угол.
Не имея никаких навыков, процедура может не получиться с первого раза. Поэтому нужно быть готовым сделать несколько попыток.
После каждой попытки важно внимательно осмотреть форму сверла.
Работа должна продолжаться до момента, когда задней поверхности инструмента будет придана правильная конусообразная форма.
Только после того, как будет получена необходимая форма, можно переходить к заточке режущей поверхности. При проведении работ необходимо контролировать, чтобы заточка каждого пера была одинаковой
Большую важность имеет соблюдение правильного угла заточки
В случае с одноплоскостным методом заточки задняя поверхность обрабатывается в одной плоскости при точном соблюдении угла в пределах 28–30 градусов. Такой метод считается одним из самых простых и используется для инструмента с сечением менее 3 мм. Однако для полного осознания процесса целесообразно ознакомиться с видео о том, как правильно выполнить заточку сверла.


При выполнении работы таким методом сверло прижимается под установленным углом к поверхности точильного круга. В процессе заточки инструмент перемещают не переворачивая. Зачастую это может привести к тому, что режущая кромка может раскрошиться, особенно если для изготовления сверла использовался низкокачественный металл.
Чтобы заточить режущий край инструмента с большим сечением используют коническую заточку. Такой вариант сложнее рассмотренных ранее и поэтому нужно ознакомиться с видео, после чего придерживаться определённых этапов работ.
- В левую руку берут рабочую часть инструмента, а в правую хвостовой конец. Рабочая часть должна удерживаться в максимальной близости к заборному конусу.
- Не изменяя положения, сверло прижимают режущей частью и задней поверхностью к торцевой части точильного круга.
- Правой рукой, в которой удерживается хвостовой край инструмента, выполняют покачивающие движения таким образом, чтобы образовывалась конусная форма со стороны задней грани.
- После того как будет заточено одно перо, переходят ко второму, в точности повторяя весь процесс.
- Важным нюансом такой процедуры является то, что сверло нельзя отрывать от поверхности точильного круга.
Существует ещё один метод конической заточки. Для этого сверло также берут в левую руку со стороны режущей кромки, а правой за обратный конец. Но к точильному кругу прижимают только рабочую часть инструмента. Плавными движениями без отрыва от точила сверло проворачивают вокруг оси, тем самым равномерно затачивая заднюю поверхность инструмента.
Правила заточки сверл
Во время эксплуатации оснастки дрели происходит естественное затупление острых граней. Срок ее службы зависит от интенсивности использования и материала, из которого она сделана.
Увеличить период “жизни” сверл можно благодаря их своевременной заточке. Чтобы сделать это, существует два способа: отнести расходной материал в мастерскую или самостоятельно заточить затупившиеся кромки при помощи абразивного круга или наждака. В последнем случае, заточка осуществляется исходя из вида и назначения сверла.
Многие, кто нечасто сталкивается с такой задачей, не знают, как правильно точить сверла. Чтобы понять принцип заточки, рассмотрим основные факторы, влияющие на ход данного действия.
Признаки что сверло затупилось
Таких признаков не так много. И конечно, самый главный из них: потеря сверлом способности проделывать отверстия. Стершиеся грани перестают прорезать материалы, чаще всего это относится к оснастке по металлу и бетону. Сверла по дереву изнашиваются меньше, а, следовательно, и заточка им требуется реже.
Однако мастера не рекомендуют доводить оснастку до полной утраты режущих качеств. При сильном износе наконечник деформируется и не подлежат восстановлению.
Первичными признаками затуплености расходника являются:
- нагрев оснастки;
- увеличение шума в процессе работы с дрелью или появление посторонних резких звуков;
- образование при сверление мелкой крошки, что свидетельствует о том, что материал не прорезается, а разрушается (крошится) под воздействием приложенной силы.
Последний пункт может быть вызван состоянием и составом материала. Но в совокупности с остальными признаками он также служит показателем износа сверлильного элемента дрели.

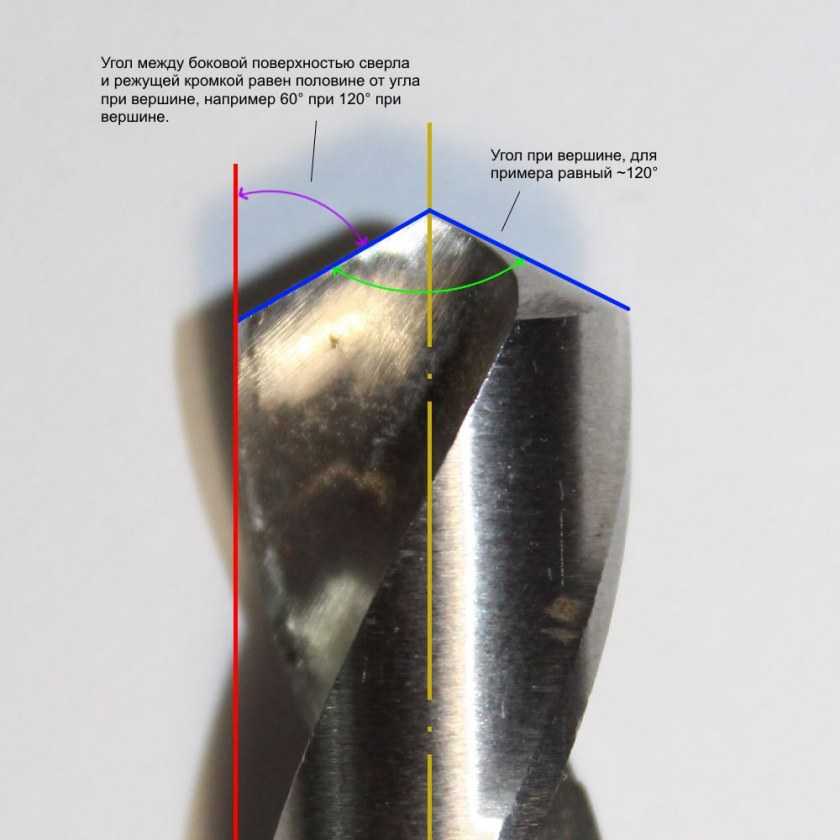
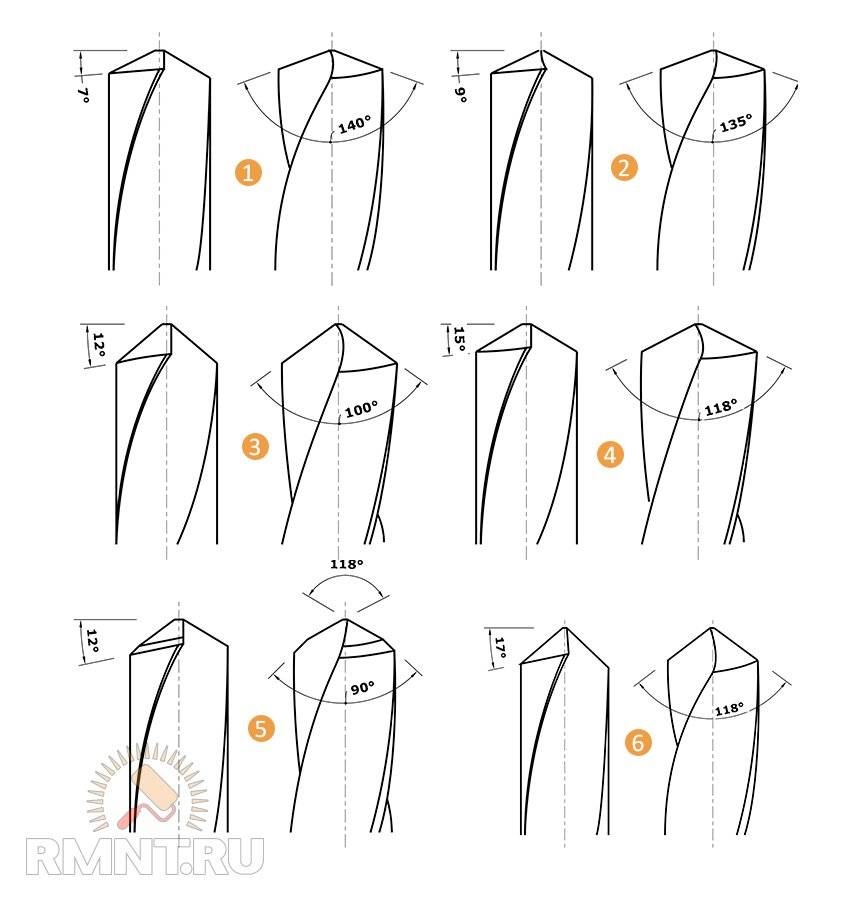
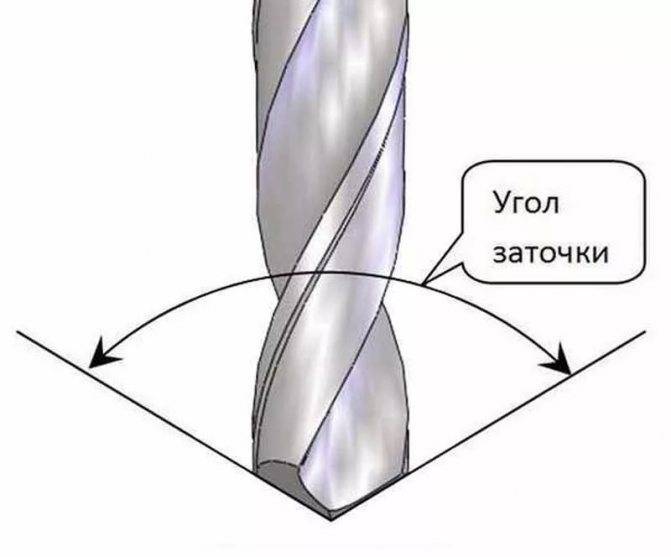
Выбор угла заточки сверла в зависимости от обрабатываемого материала
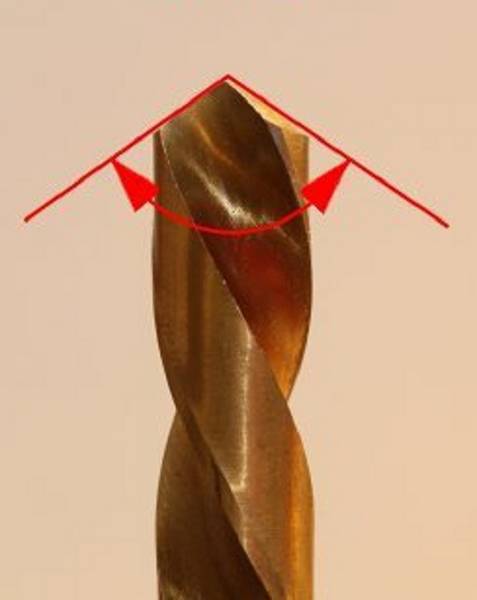
Угол заточки — это угол при вершине оснастки. Во время заточки затупившихся граней требуется вернуть насадке ее заводскую форму. Угол зависит как от материала обработки, так и от сплава, из которого сделан наконечник.
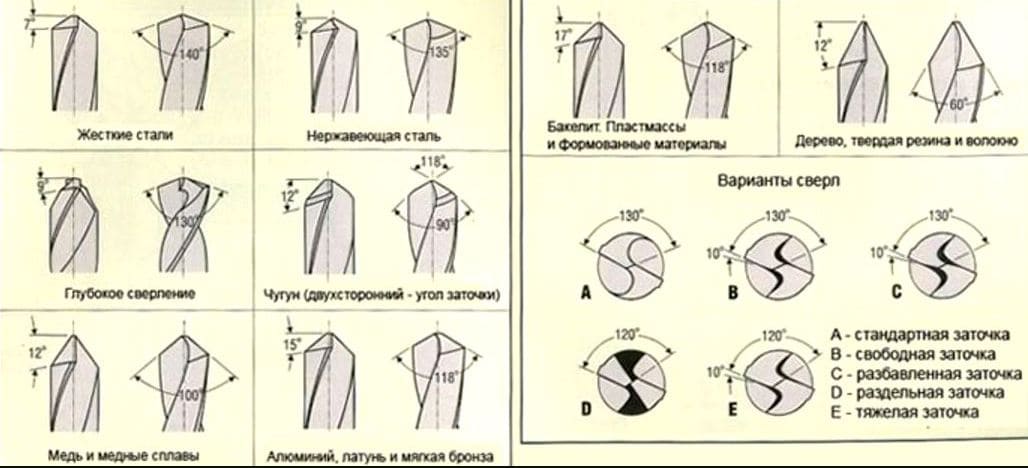
Для начала разберемся как правильно заточить сверло по металлу. Универсальным углом заточки сверл по металлу и другим более мягким породам считается угол в 120 градусов при условии, что насадка выполнена из прочной высококачественной стали.
Однако в большинстве случаев угол рекомендуется подбирать, исходя из материала, в котором необходимо сделать отверстие. Чем прочнее и тверже сплав, тем тупее угол. Так, для дерева и пластмассы оптимальным считается максимально острый угол в 45-60 градусов, для органического стекла в 70°.
Углы заточки сверл по металлу варьируются в диапазоне от 115 до 140°. Для сверлильных работ по чугун и низколегированной стали он равен 115-118°, для меди и закаленной стали — 125°, для алюминия, бронзы и латуни — 130°, тоже значение приемлемо и для сверления бетонных деталей.
Доводка
Доводка — это этап шлифовки режущей части оснастки без изменения ее геометрии. Обычно доводку производят на точиле, установленном на болгарку или перфоратор. Для исключения механический повреждений используют абразивы мелкой зернистости. Ими убирают царапины, заусенцы и другие дефекты.
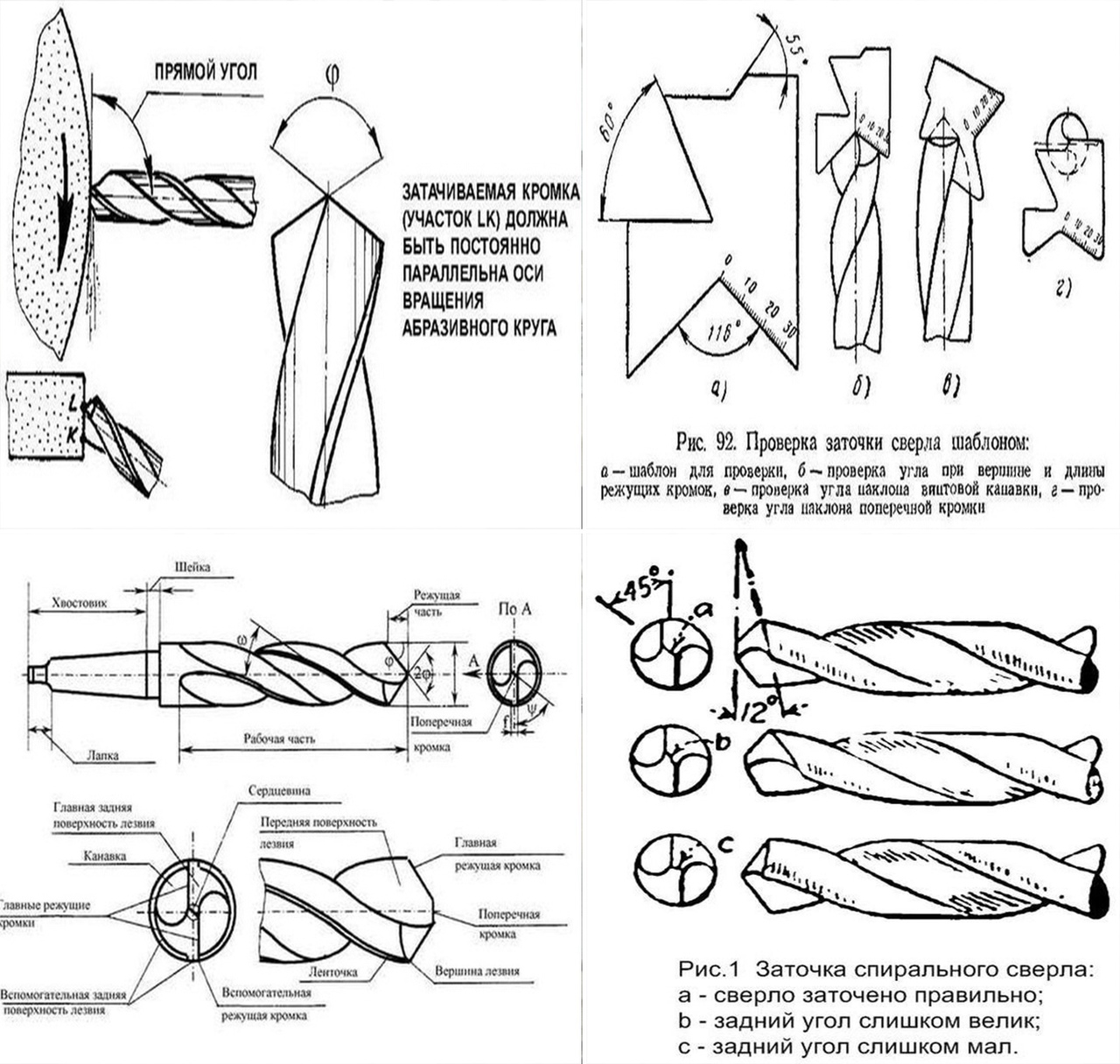
Проверка
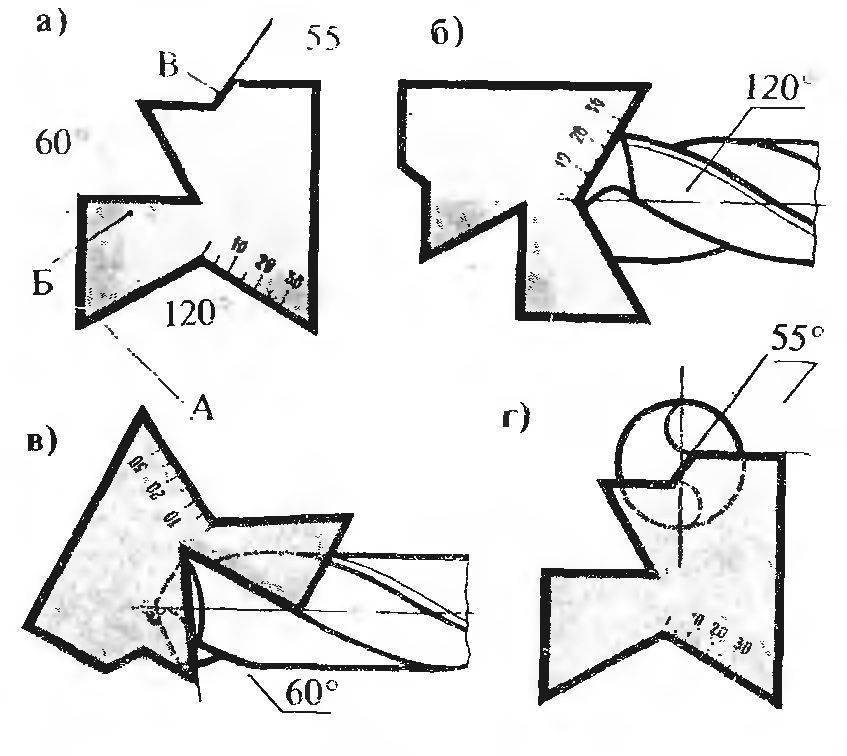
Контроль сверла на соответствие заданным параметрам проводят прикладыванием его к специальному шаблону, при помощи которого проводится замер угла и длины режущих граней.
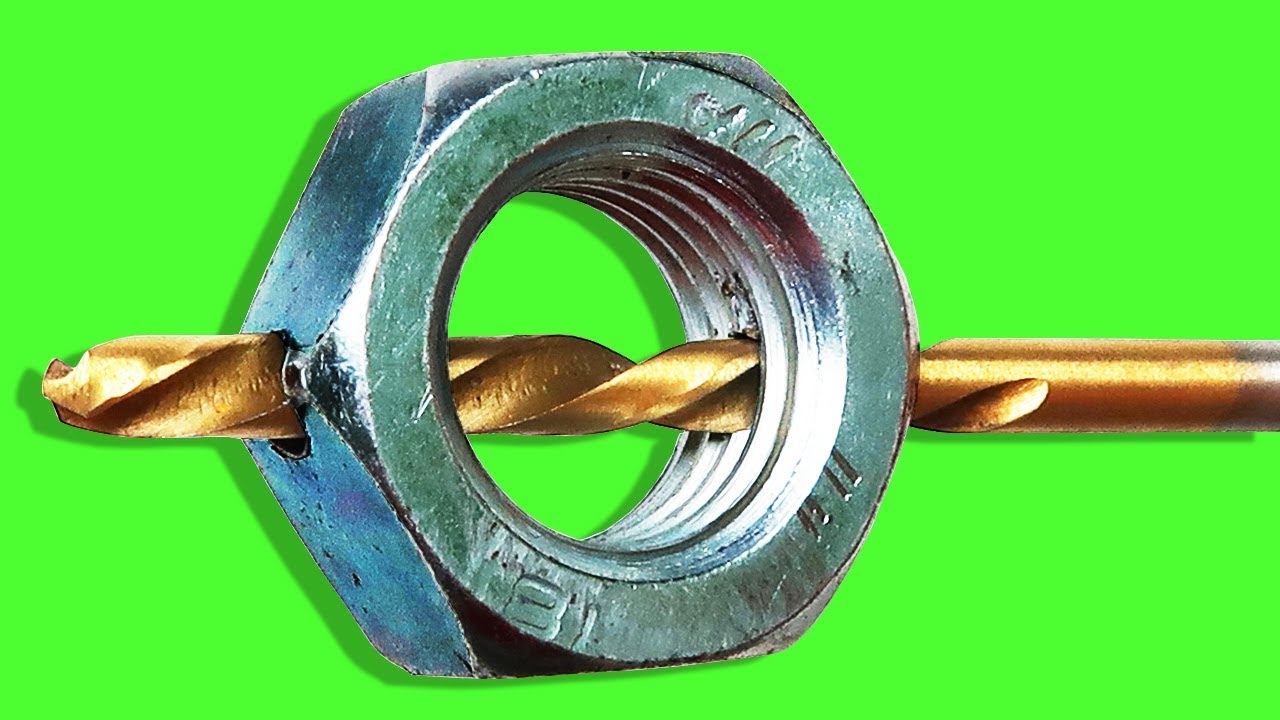
Однако наличие такого устройства совсем не обязательно в быту. Для стандартных сверл можно самостоятельно изготовить приспособление для проверки из гаек. Так как гайки представляют собой шестиугольники, то углы между их гранями буду равны 120°. Если соединить сваркой две-три гайки в единую конструкцию, то образованные между ними углы также будут 120 градусов.
Данным приспособлением довольно просто определять качество заточки, прикладывая наконечник оснастки к образованным шестигранниками углам.

Особенности заточки мелких сверл
Небольшие сверла диаметром до 3 мм можно шлифовать на заточном круге, приставив режущую часть параллельно к поверхности абразива. В процессе данного действия запрещено вращать оснастку и менять угол соприкосновения ее наконечника с поверхностью точильного камня.
Особенности заточки «елочки»
Шлифовка ступенчатого сверла осуществляется исключительно на режущих гранях. При этом абразивный круг должен двигаться по спирали оснастки, начиная от меньшего кольца.






